Изобретение относится к обработке металлов давлением, в частности к производству композиционных материалов и может быть использовано при изготовлении биметаллических изделий со стальным сердечником, преимущественно сталемедной проволоки.
Известен способ изготовления биметаллической проволоки, согласно которому поверхность стального сердечника очищают от загрязнений и укладывают на нее ленту из другого металла, пропускают их вместе через формующее устройство, в результате чего стальной сердечник оказывается обернутым лентой, затем в зазор между ними подают инертный газ, производят сварку кромок оболочки и обжимают полученную заготовку волочением до требуемого диаметра [1]
К недостаткам известного способа следует отнести низкую прочность соединения двух металлов, обусловленную тем, что поверхность стального сердечника содержит окислы, так как подача инертного газа в малый зазор между слоями не обеспечивает достаточную защиту поверхности сердечника от окисления, что связано с трудностью вытеснения воздуха из малых зазоров. В результате последующего волочения, обеспечивающего единичную деформацию без разрушения не более 15-20% прочность соединения металлов получается низкой, так как минимальная деформация для получения прочного соединения большинства пар металлов в холодном состоянии лежит в пределах 50-70% при хорошо очищенных поверхностях. Кроме того, особенности течения металлов в очаге деформации при волочении приводят к неравномерности деформации, что сказывается на нарушении исходного соотношения долей металлов в биметалле и влечет за собой появление значительных напряжений в переходном слое, которые при снятии нагрузки разрывают часть образовавшихся связей.
Известен также способ изготовления биметаллической проволоки, в котором поверхность стального сердечника обрабатывают в растворе кальцинированной соды концентрацией 20-25 г/л при температуре 60-65oС, после чего производят нанесение на сердечник ленты (оболочки) и последующее их совместное обжатие [2]
Однако известный способ также не позволяет получить прочное соединение двух металлов вследствие того, что поверхность стального сердечника при обработке в растворе кальцинированной соды пассивируется, и в результате при последующей деформации процесс взаимодействия поверхностей протекает с низкой интенсивностью, что приводит к неравномерной деформации металлов, нарушению их объемного содержания и невысокой прочности соединения.
Наиболее близким по технической сущности к предлагаемому способу является способ изготовления биметаллических прутков, включающий сборку биметаллической заготовки путем оборачивания полосы вокруг стального сердечника, после чего полученную биметаллическую заготовку нагревают и прокатывают в круглом калибре [3]
К недостаткам известного способа следует отнести то, что реализация способа не позволит получить биметаллические изделия, обладающие достаточной прочностью соединения двух металлов вследствие того, что поверхность стального сердечника содержит оксиды, которые препятствуют развитию соединения при прокатке и разрушаются с образованием активных поверхностей лишь при достаточно высоких степенях деформации 40-50% Однако при такой степени деформации полоса оболочка на входе в калибр начинает выдавливаться в разъемы за счет переполнения, происходит ее утончение в плоскостях разъемов калибра, и образуется грат.
Неравномерная деформация полосы (оболочки) приводит к тому, что в плоскостях разъемов калибра прочность соединения мала, а нередко соединение вообще отсутствует. Кроме того, за счет интенсивного упрочнения металлов в очаге деформации, обусловленного высокими скоростями деформации происходит накопление внутренних напряжений, которые приводят к частичному разрушению образовавшихся связей и снижению общей прочности соединения.
Для повышения прочности соединения металлов за счет формирования в поверхностном слое стального сердечника неравномерной, мелкозернистой структуры с повышенной потенциальной энергией и большой опорной площадью, авторы разработали способ изготовления биметаллической проволоки, включающий подачу стального сердечника и медной ленты, сборку биметаллической заготовки путем оборачивания медной ленты вокруг сердечника, соединение ее кромок, нагрев и прокатку полученной биметаллической заготовки в калибре с последующей смоткой на барабан. Согласно изобретению поверхность стального сердечника предварительно активируют электродуговыми разрядами постоянного тока положительной полярности в среде нейтрального электролита при удельной мощности 0,4-0,5 кВт/см2, а прокатку биметаллической заготовки осуществляют в многовалковом калибре при температуре 700-780oС и степени деформации 20-25%
В процессе активации поверхности стального сердечника электродуговыми разрядами постоянного тока положительной полярности в среде нейтрального электролита развиваются процессы электролиза раствора, которые сопровождаются образованием вокруг стального сердечника парогазового слоя, состоящего из паров раствора и газообразного водорода. По границам паровых пузырьков происходит коммутирование этого парогазового слоя электродуговыми разрядами с образованием плазменного слоя с высокой энергией и температурой. Процесс коммутации разрядов является незавершенным пробоем, так как при нагреве пара от канала разряда пузырьки схлапываются, разряд гаснет, и к поверхности стального сердечника подводится новая порция раствора, который опять разлагается с образованием газа и пара. Таким образом, в зоне действия электродуговых разрядов на границе раствор стальной сердечник существует слой хаотически гаснущих и вновь возникающих микродуговых разрядов. Под воздействием электродуговых разрядов, активного водорода и кавитации, то есть образования и схлапывания парогазового слоя с поверхности стального сердечника, происходит эффективное удаление всех загрязнений и оксидных слоев. За счет высоких температур в канале микродуговых разрядов тонкие поверхностные слои стального сердечника локально разогреваются, а при контакте с раствором нейтрального нейтрального электролита интенсивно охлаждаются, что приводит к формированию в них мелкозернистой неравновесной структуры с повышенной энергией.
Слои стального сердечника с повышенной энергией переходят в состояние вязко-пластического течения при температуре 700-780oС и степени деформации 20-25% В условиях совместной деформации увеличивается скорость диффузионного процессов, увеличивается межслойное трение, которое в совокупности с пониженными температурами препятствует пластическому течению медной ленты в направлении разъемов калибра, и таким образом снижается неравномерность деформации металлов по сечению биметаллической заготовки.
На фиг.1 изображена линия для изготовления биметаллической (сталемедной) проволоки; на фиг. 2 зависимости изменения степени деформации стального сердечника и медной ленты от удельной мощности электродуговых разрядов при общей деформации 25% где по оси ординат отложена степень деформации, а по оси абсцисс удельная мощность электродуговых разрядов; на фиг.3 зависимости прочности сцепления двух металлов после прокатки от температуры прокатки при удельной мощности электродуговых разрядов 0,4 кВт/см2, где по оси ординат отложены значения прочности сцепления, а по оси абсцисс температура прокатки.
Стальной сердечник 1 разматывают из бунта 2 и подают в правильное устройство 3, а затем в агрегат активации поверхности 4. Одновременно подают медную ленту 5 с разматывателя 6 и пропускают через агрегат очистки поверхности 7, в котором установлены вращающиеся металлические щетки 8,9. В агрегате активации поверхности 4 установлена электролитная ячейка 10 с перфорированным электродом. Стальной сердечник 1 пропускают через полость электролитной ячейки 10, в которую подают нейтральный электролит. В качестве электролита могут быть использованы водные растворы кальцинированной соды, поташа и др. К электролитной ячейке 10 подключают положительный вывод источника тока 11, а отрицательный вывод источника тока 11 заземляют на стальной сердечник 1. Затем стальной сердечник 1 с активированной поверхностью подают в формующий блок 12, одновременно подают через направляющий ролик 13 медную ленту 5.
Формующий блок 12 состоит из ряда вертикальных и горизонтальных роликов, предназначенных для оборачивания медной ленты 5 вокруг стального сердечника 1. Затем кромки медной ленты 5 заваривают сплошным швом в установке аргонодуговой сварки 14, состоящей из горелки 15, опорных роликов 16 и источника питания 17. Сталемедную заготовку 18 перематывают тянущим барабаном 19, предназначенным для транспортировки стального сердечника 1 и медной ленты 5 и сталемедной заготовки 18. Далее сталемедную заготовку 18 нагревают путем пропускания ее через агрегат нагрева 20 с источником питания 21, прокатывают в четырехвалковых калибрах 22, 23, калибруют в волоке 24 и готовую биметаллическую проволоку сматывают на барабан 25.
При осуществлении заявляемого способа в качестве сердечника 1 использовали проволоку из стали марки 15Г диаметром 7 мм, а в качестве ленты - медь марки М1Р толщиной 1,0 мм и шириной 31 мм. Активацию поверхности стального сердечника 1 осуществляли в электролитной ячейке 10 в 15%-ном растворе кальцинированной соды, который подавали насосом, обеспечивая полное заполнение электролитной ячейки 10. К электроду подключали положительный вывод источника 11, в котором предусмотрена плавная регулировка напряжения на выходе. Размеры электрода электролитной ячейки 10 выбирали из соотношения площадей стального сердечника 1 и внутренней поверхности электрода в диапазоне 0,1-0,12. При подаче на электролитную ячейку 10 напряжения от источника 11 в диапазоне падающей вольтамперной характеристики вблизи поверхности стального сердечника 1 развиваются процессы электролиза раствора, которые сопровождаются образованием вокруг стального сердечника 1 парогазового слоя, состоящего из паров жидкой среды и газообразного водорода. По границам паровых пузырьков происходит коммутирование этого слоя электродуговыми разрядами с образованием плазменного слоя с высокой энергией и температурой. Процесс коммутации электродуговых разрядов является незавершенным пробоем, так как при нагреве пара от канала разряда пузырьки схлопываются, разряд гаснет, и к поверхности стального сердечника 1 подводится новая порция раствора, который снова разлагается на ионы под действием электролиза с образованием газа и пара.
Таким образом, на границе раствор стальной сердечник 1 образуется слой хаотически гаснущих и вновь возникающих электродуговых разрядов с высокой энергией. Под воздействием этих разрядов, активного водорода и интенсивной кавитации, происходит активация поверхности стального сердечника 1, заключающаяся в эффективном удалении всех загрязнений и оксидных слоев, формировании неравновесной мелкозернистой структуры приповерхностных слоев вследствие термических напряжения, вызванных действием канала разряда и характером кавитации среды обработки, а также в регуляризации поверхностного рельефа.
Удельную мощность электродуговых разрядов определяли путем моделирования стального сердечника 1 водоохлаждаемым калориметром, выполненным из медной трубки диаметром 7 мм. При этом устанавливали зависимости удельной мощности от основных параметров процесса: напряжения источника, тока нагрузки, температуры и расхода электролита.
Для обоснования заявляемых режимов активации стального сердечника и прокатки биметаллической заготовки выбирали ряд значений удельной мощности при транспортировании стального сердечника 1 со скоростью 8 м/мин, последующим нагревом и прокаткой при температурах 700-780oС и степени деформации в калибре 25%
Прокатанные партии сталемедной проволоки разрезали на образцы и определяли деформацию каждого компонента.
По результатам испытаний построены зависимости деформации медной ленты 26 (фиг.2) и стального сердечника 27. Из зависимости 26, 27 следует, что при удельной мощности электродуговых разрядов до 0,4 кВт/см2 различие в степенях деформации металлов составляет от нескольких процентов до 0,5% что предполагает неравномерную деформацию, обусловленную недостаточным уровнем активации поверхности стального сердечника и, следовательно, проскальзыванием металлов в очаге деформации.
При удельных мощностях 0,4 кВт/см2 и более неравномерность деформации составляет менее 0,5% что свидетельствует о реализации механизма структурной активации процесса взаимодействия стали с медью.
При значении удельной мощности 0,5 кВт/см2 деформации практически выравниваются и дальнейшее повышение удельной мощности влечет необоснованные затраты энергии, а при превышении некой критической величины, характеризующей баланс подвода и отвода энергии, может произойти оплавление поверхности стального сердечника с образованием окалины.
Для обоснования заявляемых режимов горячей прокатки сталемедной заготовки стальной сердечник 1 активировали при удельной мощности электродуговых разрядов 0,5 кВт/см2, обеспечивающей равномерность деформации компонентов (фиг. 2), значения температуры прокатки выбирали в диапазоне 550-850oС, а значение степени деформации 18, 20 и 25%
Сталемедную проволоку, прокатанную по схеме круг-квадрат при указанных режимах, разрезали по партиям на образцы длиной 250 мм для определения прочности соединения стального сердечника 1 с медной лентой 5.
Прочность соединения определяли по усилию среза пояска медной ленты 5, длиной 5 мм на разрывной машине.
В качестве критерия оценки выбирали величину сопротивления срезу меди, составляющую порядка 150 мн/м2 как наименее прочного компонента.
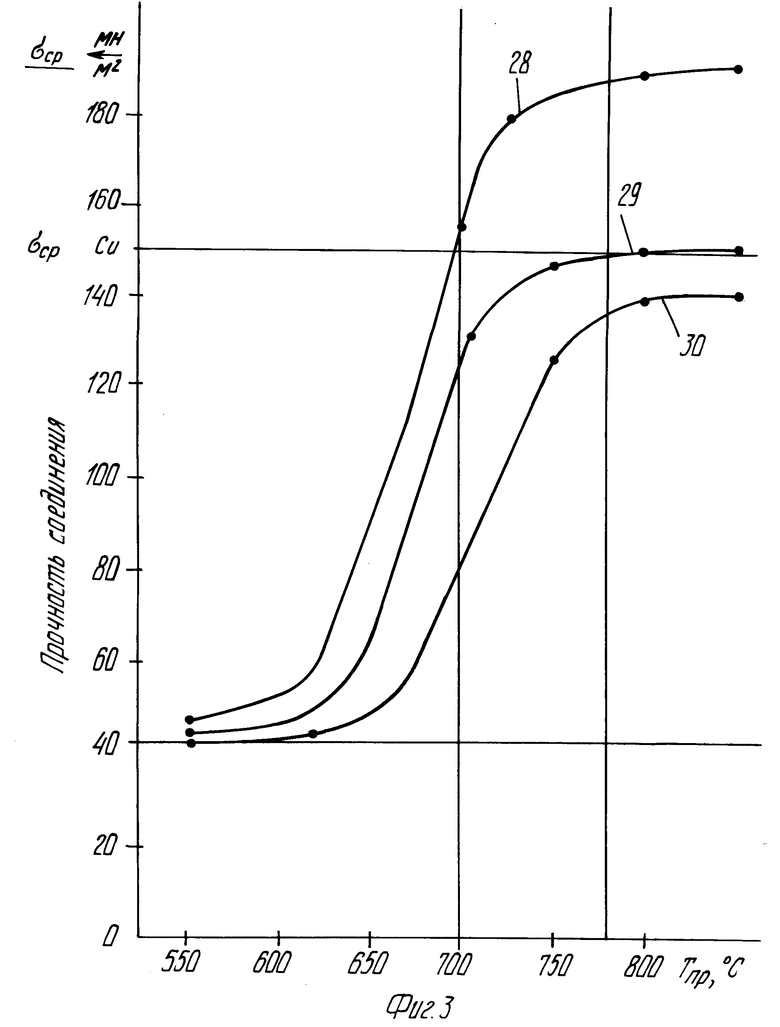
Результаты испытаний представлены в виде зависимостей 28, 29, 30 (фиг. 3), причем зависимость 28 получена при степени деформации 25% зависимость 29 при степени деформации 20% а зависимость 30 при 18%
Из зависимостей 28, 29, 30 (фиг.3) следует, что процесс образования соединения двух металлов, обусловленный действием взаимной диффузии металлов сердечника и ленты за счет формирования, в поверхностном слое стального сердечника неравновесной мелкозернистой структуры начинает развиваться уже при температурах 620-650oС в зависимости от степени деформации. При дальнейшем росте температуры диффузия интенсифицируется, что подтверждается значительным ростом прочности соединения при степенях деформации в испытываемом диапазоне от 18 до 25%
При степени деформации 25% прочность соединения достигает величины сопротивления срезу меди при температуре 700oС, что объясняется более интенсивным действием деформации на активированную неравновесную структуру приповерхностного слоя стального сердечника и, следовательно, увеличением числа активных центров взаимодействия, в пределах которых и происходит взаимная диффузия. Деформация сталемедной заготовки со степенями деформации выше 25% приводит к значительному упрочнению металла сердечника и снижению его пластических свойств. При этом прочность соединения увеличивается незначительно, но значительно увеличивается неравномерность деформации компонентов и медная лента начинает выдавливаться в разъемы калибра с образованием грата.
Деформация сталемедной заготовки со степенью 18% (см. фиг.3) зависимость 30 недостаточна для получения соединения, сопротивление срезу которого не уступило бы аналогичной характеристике меди.
Минимальной степенью деформации для получения соединения, не уступающего по прочности меди, является 20% при температуре 780oC, после которой роста прочности практически не наблюдается.
При температурах от 700 до 780oС и степени деформации 20% прочность хотя и не достигает 150 мН/м2, но практически близка к ней.
Диффузионные процессы в этом интервале температур уже выходят на стадию насыщения, и при последующих формоизменении заготовки и калибровании ее в проволоку, при которых степень деформации не превосходит 10% в холодном состоянии, будет достигнут необходимый уровень прочности.
Таким образом, активация поверхности стального сердечника электродуговыми разрядами постоянного тока положительной полярности в среде нейтрального электролита приводит к восстановлению оксидных слоев ионами водорода, разряжающимися на поверхности стального сердечника, при этом энергия разрядного слоя в среде активного водорода достаточна высока, что обеспечивает интенсивное удаление поверхностных загрязнений с одновременным термическим воздействием, которое приводит приповерхностные слои в активированное состояние за счет формирования неравновесной мелкозернистой структуры. Очищенная от оксидов поверхность и активированные приповерхностные слои значительно интенсифицируют взаимную диффузию между металлами при прокатке, что и позволяет получить их прочное соединение.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЕМЕДНОЙ ПРОВОЛОКИ | 1997 |
|
RU2122908C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 1997 |
|
RU2136466C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 1999 |
|
RU2214311C2 |
| ПОДВЕСНОЙ КОНТАКТНЫЙ ПРОВОД С СИГНАЛЬНЫМИ ПРОВОДНИКАМИ | 2000 |
|
RU2213670C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГВОЗДЕЙ С ЗАЩИТНЫМ ПОКРЫТИЕМ | 1997 |
|
RU2163852C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОЙ ПЛАКИРОВАННОЙ КАТАНКИ | 2013 |
|
RU2547364C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 1992 |
|
RU2008109C1 |
| СТЕРЖНЕВОЙ КРЕПЕЖНЫЙ ЭЛЕМЕНТ | 1997 |
|
RU2136979C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 2015 |
|
RU2605736C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТЫХ ИЗДЕЛИЙ | 1993 |
|
RU2056960C1 |
Использование: изготовление биметаллической проволоки с повышенной прочностью соединения металлов за счет формирования в поверхностном слое стального сердечника неравновесной, мелкозернистой структуры, с повышенной потенциальной энергией и большой опорной площадью. Изобретение относится к обработке металлов давлением, в частности к производству композиционных материалов и может быть использовано при производстве биметаллической проволоки со стальным сердечником, преимущественно сталемедной проволоки. Сущность изобретения: указанная задача решается тем, что в способе получения биметаллической проволоки, включающем подачу стального сердечника и медной ленты, сборку биметаллической заготовки, нагрев и прокатку, согласно изобретению, поверхность стального сердечника предварительно активизируют электродуговыми разрядами постоянного тока положительной полярности в среде нейтрального электролита при удельной мощности 0,4-0,5 кВт/см2, а прокатку биметаллической заготовки осуществляют в многоволковом калибре по схеме круг-квадрат при температуре 700-780oС и степени деформации 20-25%. 3 ил.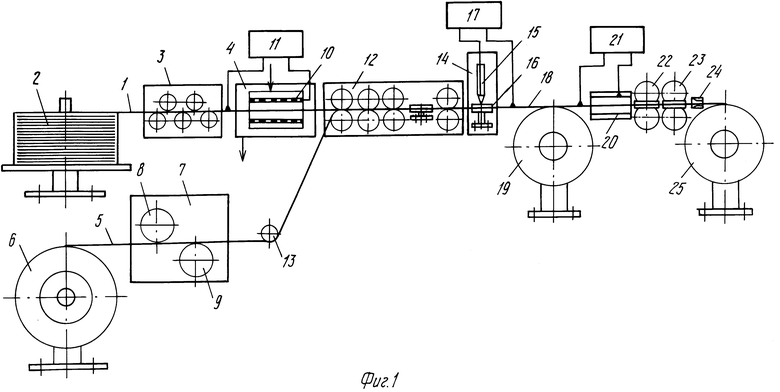
Способ изготовления биметаллической проволоки, преимущественно сталемедной, включающий подачу стального сердечника и медной ленты, сборку биметаллической заготовки путем оборачивания медной ленты вокруг сердечника, соединение ее кромок, нагрев и прокатку полученной биметаллической заготовки в калибре с последующей сметкой на барабан, отличающийся тем, что поверхность стального сердечника предварительно активируют электродуговыми разрядами постоянного тока положительной полярности в среде нейтрального электролита при удельной мощности 0,4 0,5 кВт/см2, а прокатку биметаллической заготовки осуществляют в многовалковом калибре при температуре 700 780oС и степени деформации 20 25%
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| JP, заявка N 61-154777, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство N 1172624, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| US, патент N 4331283, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
