Изобретение относится к производству слоистых композиционных изделий и может быть использовано при производстве биметаллической проволоки на стальной основе с оболочками из различных металлов, преимущественно цветных.
Известен способ изготовления композиционной проволоки, согласно которому поверхность сердечника очищают от загрязнений и укладывают на чистую поверхность ленты из другого металла, пропускают их вместе через формующее устройство, в результате чего сердечник оказывается обернутым лентой, и подают между ними инертный газ, после чего производят сварку кромок оболочки и обжимают заготовку волочением до требуемого диаметра.
При изготовлении проволоки по этому способу подача инертного газа между сердечником и лентой не обеспечивает достаточной защиты поверхности сердечника от окисления, что связано с трудностью вытеснения воздуха из малых зазоров. В результате волочения, обеспечивающего единичную деформацию не более 15-20% , прочность соединения компонентов получается низкой, так как минимальная деформация соединения большинства пар металлов в холодном состоянии лежит в пределах 50-70% при достаточно чистых поверхностях компонентов.
Известен также способ получения биметаллических заготовок, включающий подготовку контактных поверхностей слоев, сборку их в пакет с введением летучих веществ с температурой парофазного превращения 20-400оС, препятствующих окислению контактных поверхностей, нагрев и в прокатку пакета (авт. св. N 1140915, кл. В 23 К 20/04).
В этом случае реализация способа значительно усложняется, что связано с операцией введения летучих веществ в пакет. Кроме того, эти вещества при взаимодействии с поверхностными слоями металлов могут образовывать стойкие химические соединения, которые при прокатке способны блокировать развитие контакта между слоями пакета и тем самым снижать прочность соединения.
Наиболее близким по технической сущности к изобретению является способ изготовления биметаллической проволоки, включающий получение сердечника, обработку его поверхности в растворе кальцинированной соды (Na2CO3) с концентрацией 20-25 г/л при температуре раствора 60-65оС, нанесение оболочки на сердечник и последующее их совместное обжатие [2] .
Недостатки данного способа состоят в том, что перед обработкой раствором кальцинированной соды сердечник необходимо подвергать травлению для удаления оксидов с поверхности и последующей промывке с сушкой, а это в значительной мере усложняет процесс и снижает его технологические возможности. Кроме того, при операциях травления, промывки и последующей обработки в растворе Na2CO3 поверхность сердечника пассивируется, в то время как для получения высокой прочности соединения она должна быть максимально активной.
В основу изобретения положена задача повышения прочности соединения сердечника с оболочкой.
Это достигается тем, что в способе изготовления биметаллической проволоки, преимущественно сталемедной, включающем получение сердечника, обработку его поверхности в растворе кальцинированной соды (Na2CO3), нанесение оболочки на сердечник и их последующее совместное обжатие, согласно изобретению обработку сердечника осуществляют в электрическом поле постоянного тока напряженностью 100-140 В/см при катодной поляризации.
При протекании постоянного тока через границу раствор-сердечник вблизи нее развиваются процессы электролиза раствора, которые сопровождаются образованием парогазового слоя вокруг сердечника. В случае катодной поляризации сердечника слой состоит из паров раствора и газообразного водорода. При определенном значении напряженности поля происходит коммутирование этого слоя микродуговыми разрядами по границам паровых пузырьков. Процесс коммутации разрядов является незавершенным пробоем, так как при нагреве пара от канала разряда пузырьки схлопываются, разряд гаснет и к поверхности подводится новая порция раствора, который опять разлагается на ионы под действием поля с образованием газа и пара. Таким образом, в зоне действия поля на границе раствор-сердечник существует слой хаотически гаснущих и вновь возникающих микродуговых разрядов. Под действием разрядов, активного водорода и кавитации, т. е. образовании и схлопывании парогазового слоя, с поверхности сердечника при катодной поляризации происходит удаление загрязнений. За счет высоких температур в канале микродуговых разрядов тонкие поверхностные слои металла сердечника локально разогреваются, а при контакте с раствором интенсивно охлаждаются, что приводит к формированию в них мелкозернистой неравномерной структуры с повышенной энергией.
На выходе сердечника из зоны электрического поля за счет взаимодействия с раствором кальцинированной соды на его активной поверхности адсорбируется хрупкая тонкая пленка Na2CO3, которая защищает поверхность от окисления в процессе наложения оболочки и нагрева перед обжатием, если это необходимо. При последующем совместном обжатии сердечника с оболочкой вследствие пластической деформации приповерхностных слоев происходит десорбция и разрушение пленки Na2CO3 и разрываются процессы соединения сердечника с оболочкой по чистой активированной поверхности. Мелкозернистая неравновесная структура приповерхностных слоев сердечника способствует интенсивному протеканию процессов гетеродиффузии на границе металлов, в результате чего после обжатия формируется прочное соединение.
При напряженности поля менее 100 В/см электроразрядный слой у поверхности сердечника обладает низкой стабильностью, а энергия микродуговых разрядов недостаточна для полной очистки и деформирования активированной структуры приповерхностных слоев, в результате чего при последующем обжатии сердечника с оболочкой формируется соединение с низкой прочностью.
При напряженности поля выше 140 В/см у поверхности сердечника формируется сплошной плазменный слой значительной толщины, который приводит к резкому снижению отвода тепла от сердечника в раствор и развитию процесса нагрева сердечника с вторичным окислением его поверхности. Слой вторичных оксидов характеризуется значительной толщиной и прочностью и при последующем обжатии блокирует развитие контакта между сердечником и оболочкой, в результате чего соединение имеет низкую прочность.
Обработка по предлагаемому способу в диапазоне напряженности поля 100-140 В/см не сопровождается образованием вторичных оксидов на поверхности сердечника, так как парогазовый слой, включающий газообразный водород, обладает восстанавливающими свойствами. Кроме того, энергетические затраты при катодной поляризации в несколько раз ниже, чем при анодной. Поэтому обработка по предлагаемому способу в пределах напряженности поля 100-140 В/см характеризуется более высокой энергией микродуговых разрядов, а значит более интенсивным и качественным удалением загрязнений с активирующим воздействием на поверхность.
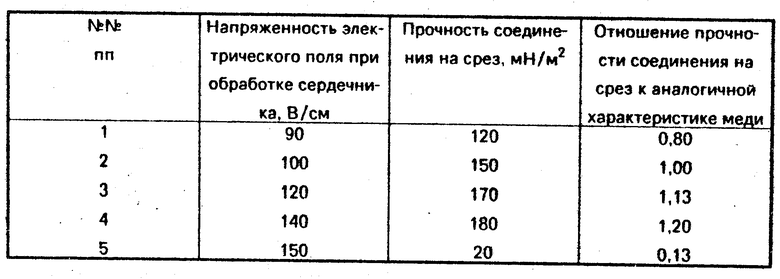
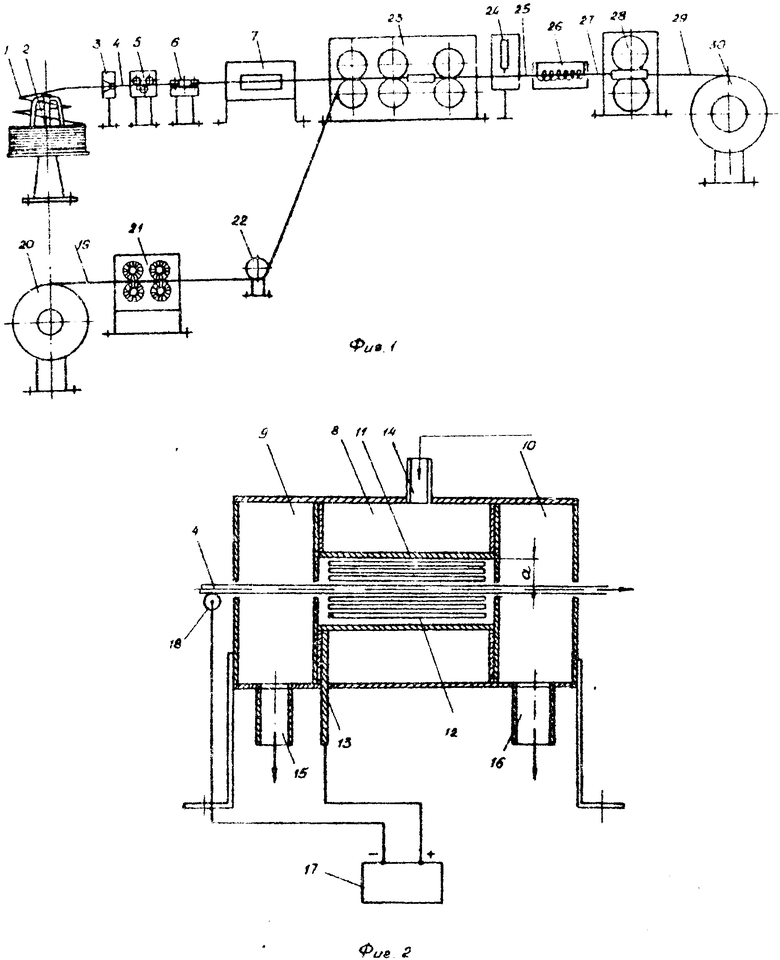
На фиг. 1 изображена схема реализации способа; на фиг. 2 - схема узла, в котором осуществляется процесс обработки сердечника.
Заготовку сердечника 1 разматывают из бунта с фигурки 2 (фиг. 1) и калибруют на требуемый размер в монолитной волоке 3, после чего готовый сердечник 4 правят в двух роликовых правилках 5, 6 и подают в установку 7 для обработки поверхности.
Установка для обработки поверхности сердечника 4 (фиг. 2) состоит из трех камер: рабочей 8 и двух боковых 9,10. В рабочей камере 8 установлен электрод 11 с продольными пазами 12 и токоподводом 13.
Для подачи раствора Na2CO3 рабочая камера снабжена патрубком 14 боковые камеры 9 и 10 - патрубками 15, 16 для слива раствора Na2CO3. Для создания электрического поля в рабочей камере 8 служит источник 17 питания, положительный вывод которого соединен с электродом 11 через токоподвод 13, а отрицательный - с сердечником 4 через контактный ролик 18.
Ленту 19 с разматывателя 20 (см. фиг. 1) подают в блок 21 очистки поверхности, затем через ролик 22 совместно с сердечником 4 - в блок 23 гибочных роликов, где формуют вокруг сердечника. Продольный стык оболочки заваривают в установке 24 аргоно-дуговой сварки 24, и полученную заготовку 25 транспортируют через индуктор 26. Нагретую заготовку 27 обжимают в четырехвалковых калибрах 28, а затем готовую биметаллическую продукцию 29 сматывают на барабан 30.
П р и м е р. Конкретную реализацию способа проводили на установке, выполненной по схеме фиг. 1. В качестве сердечника 4 использовалась проволока диаметром 6 мм из Ст. 15Г, а в качестве оболочки 19 - медная лента марки М1 толщиной 1 мм и шириной 22 мм. При получении сталемедной проволоки 29 проводили обработку сердечника 4 в растворе кальцинированной соды (Na2CO3) на установке 7. При этом расход раствора Na2CO3 выбирался из условия полного заполнения полости электрода 11, что гарантировало одинаковые условия обработки по всей поверхности сердечника 4. Диаметр электрода 11 и, соответственно, расстояние а (см. фиг. 2) между поверхностью электрода 11 и поверхностью сердечника 4 выбиралось из условия исключения дуговых пробоев между сердечником и электродом. Напряженность электрического поля при обработке сердечника 4 выбиралась в пределах 90-150 В/см. Из этого диапазона задавались пять значений: 90, 100, 120, 140 и 150 В/см. Скорость транспортировки компонентов (сердечника 4 и оболочки 19) и заготовки 25 составляла 7,5 м/мин. Деформация нагретой заготовки 27 при обжатии в четырехвалковых калибрах 28 составляла 24% . При этом обжатие проводили при температуре 900±20оС, как наиболее благоприятной с точки зрения термодинами- ческого состояния стального компонента.
Партии сталемедной проволоки 29, полученные при различных режимах обработки сердечника, разрезали на образцы длиной 300 мм для определения прочности соединения сердечника 4 с оболочкой 19. Прочность соединения определялась по условию сдвига пояска оболочки длиной 4 мм на разрывной машине с помощью специальных зажимов. Поскольку качественным считается соединение, прочность которого не уступает прочности компонента с наименьшим значением соответствующей механической характеристики (например, сопротивления срезу), в качестве критерия оценки выбиралось сопротивление срезу меди, составляющее 150 мН/м2. Результаты испытаний представлены в таблице.
Из таблицы следует, что при обжатии сталемедной заготовки с сердечником, обработанным при значении напряженности поля 90 В/см, прочность соединения компонентов составляет 0,8 от прочности меди, что объясняется низкой энергией микродуговых разрядов, недостаточной для полной очистки поверхности и формирования активированной структуры приповерхностных слоев.
При напряженности поля в процессе обработки сердечника равной 150 В/см, у его поверхности образуется сплошной плазменный слой, что приводит к перегреву поверхности и образованию стойких вторичных оксидов. При обжатии оксидный слой блокирует развитие контакта между сердечником и оболочкой до такой степени, что соединение как таковое не образуется, о чем свидетельствует низкая прочность, обусловленная чисто механическим сцеплением.
Соединение, не уступающее по прочности медному компоненту, образуется при обжатии заготовки с сердечником, обработанным в электрическом поле напряженностью 100-140 В/см. (56) 1. Заявка Японии N 61-154777, кл. В 23 К 20/00, 1986.
2. Автоpское свидетельство N 117624, кл. B 21 C 23/22, 1985.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТЫХ ИЗДЕЛИЙ | 1993 |
|
RU2056960C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 1996 |
|
RU2099166C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 2015 |
|
RU2605736C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 1997 |
|
RU2136466C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА СЛОИСТЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2158665C1 |
| РАБОЧИЙ ВАЛОК ДЛЯ ИЗГОТОВЛЕНИЯ СЛОЖНЫХ ПЕРИОДИЧЕСКИХ ПРОФИЛЕЙ | 1992 |
|
RU2029650C1 |
| КОМПОЗИЦИОННЫЙ СЛОИСТЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2220852C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТОЙ ПЛАКИРОВАННОЙ КАТАНКИ | 2013 |
|
RU2547364C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТЫХ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ | 1998 |
|
RU2135364C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 1999 |
|
RU2214311C2 |
Использование: производство биметаллической проволоки на стальной основе с оболочками из различных цветных металлов. Сущность: при получении сталемедной проволоки проводят обработку сердечника в растворе Na2CO3. Расход раствора выбирают из условия полного заполнения полости электрода. Напряженность электрического поля устанавливают в пределах 100 - 140 В/См. Ленту оболочки с разматывателя подают в блок очистки поверхности, затем совместно с сердечником - в блок гибочных роликов. Продольный стык оболочки заваривают. Полученную заготовку транспортируют через индуктор. Нагретую заготовку обжимают в четырехвалковых калибрах, а затем сматывают на барабан. 2 ил, 1 табл.
СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ, при котором поверхность сердечника обрабатывают в растворе кальцинированной соды, наносят на сердечник оболочку, совместно их обжимают, отличающийся тем, что обработку сердечника осуществляют в электрическом поле постоянного тока напряженностью 100 - 140 В/см при катодной поляризации.
