Изобретение относится к обработке металлов давлением, в частности композиционных материалов, и может быть использовано при изготовлении биметаллической проволоки, например, сталемедной.
Известен способ получения биметаллической, например, сталемедной проволоки, по которому стальной сердечник очищают от загрязнений, укладывают на него также очищенную медную ленту-оболочку, пропускают их вместе через формирующее устройство, в результате чего стальной сердечник оказывается обернутый лентой, а затем в зазор между ними подают инертный газ, проводят соединения кромок, например заготовку, до требуемого параметра. (Заявка Японии 61-154777, В 23 К 20/00 1986 г.).
К недостаткам известного способа соединения двух металлов относится то, что соединяемые поверхности стального сердечника и оболочки образуют окислы, а подача инертного газа в малый зазор между элементами не обеспечивает гарантированной инертной среды в силу трудности вытеснения воздуха из протяженных и малых зазоров.
В результате оставшийся воздух окисляет металлы и поэтому прочного их соединения в холодном состоянии и при обычных давлениях получить с помощью типового оборудования не удается.
Кроме того, в силу различного коэффициента предела текучести стали и меди, их совместная деформация в холодном состоянии приводит к значительным напряжениям в пограничных слоях, которая при снятии нагрузки разрывает часть образовавшихся связей.
Известен способ изготовления биметаллической проволоки, в котором для улучшения соединения двух металлов поверхность стального сердечника обрабатывают в растворе кальцинированной соды 20-25 г/л при температуре 60-65oС, после чего производят нанесение на сердечник медной ленты (оболочки) и их последующее совместное обжатие путем прокатки (а.с. СССР 1172624 от 04.04.84 г., опубл. 15.08.95 г., В 21 С 23/22).
Недостатком этого способа также является недостаточная прочность соединения двух металлов, потому что поверхность стального сердечника при обработке в растворе кальцинированной соды, пассивируется. В результате, при последующей прокатке (обжатии) процесс взаимодействия поверхностей протекает с низкой интенсивностью, что приводит к невысокой прочности соединения сердечника с оболочкой.
Известен способ производства биметаллической проволоки, включающий очистку поверхности стального сердечника методом химического травления, осаждения на его поверхность подслоя меди на его поверхность в гальванических ваннах, последующее оборачивание медной лентой (оболочкой), соединение ее кромок, нагрев заготовки и ее прокатку (обжатие).
При этом способе более эффективно удаляются с поверхности стального сердечника загрязнения и окислы железа, а осажденный слой меди благоприятно содействует соединению медной оболочки со стальным сердечником. (книга А.Л. Тарновский и др. Биметаллическая проволока - Москва, Металлургиздат, 1963).
Недостатком способа является его низкая производительность, необходимость применения сложного химического оборудования и химически агрессивных и вредных веществ. Например, в состав электролитов для осаждения подслоя меди входят цианистые соединения, которые являются ядовитыми и опасными для человека. Кроме того, для производства биметаллической проволоки требуется, как во всех ранее перечисленных способах, применение в качестве оболочки медной ленты, производство которой требует сложного прокатного оборудования.
Наиболее близким по технической сущности и достигаемому результату к заявляемому способу является способ, по которому для изготовления биметаллической проволоки подают на линию сердечник в виде стальной проволоки, оболочку в виде медной ленты, оборачивают оболочку вокруг сердечника, производят соединение кромок, нагрев заготовки и ее обжатие - прокатку. (Патент US 4331283, В 21 К 20/00, 1989).
В этом способе отсутствует применение химически агрессивных и ядовитых веществ, он более прост и более производителен, чем ранее описанный.
А совместный нагрев двух металлов (сердечник и оболочка) с их последующей прокаткой позволяет достигнуть при определенных условиях необходимую прочность соединения.
Однако известный способ имеет недостаток, заключающийся в том, что его осуществление возможно только при использовании в качестве оболочки ленты, например медной. Производство ленты трудоемко и требует сложного технологического оборудования. Кроме того, прежде чем применить в известном способе ленту, необходимо тщательно очистить ее поверхность от заводской технологической смазки и убрать окисную пленку, которая неизбежно образуется при хранении ленты. Все это усложняет и удорожает производство биметаллической проволоки.
Кроме того, по известному способу можно получать биметаллическую проволоку с ограниченной толщиной оболочки, которая регламентируется первичной толщиной, накладываемой на сердечник ленты. По этой причине номенклатура выпускаемой проволоки (по толщине оболочки) весьма ограничена.
Предлагаемое изобретение устраняет вышеперечисленные недостатки: т.е. позволяет упростить и удешевить производство биметаллической проволоки, а также расширить ее номенклатуру путем широкого изменения по толщине внешней оболочки.
Для достижения указанных целей авторы предлагают при изготовлении биметаллической проволоки, например, сталемедной производить следующие технологические операции: подачу сердечника и оболочки, оборачивание оболочки вокруг сердечника, соединение кромок, нагрев и прокатку полученной биметаллической заготовки, при этом оболочку подают в виде стержневого элемента, деформируют его до получения в сечении U-образного профиля, помещают в него сердечник и подгибают кромки U-образного профиля оболочки.
Выполнение способа подобным образом позволяет отказаться от применения в качестве оболочки провода ленты, производство которой значительно сложнее и дороже, чем производство круглого, квадратного или любого другого стержневого элемента.
Деформируя непосредственно стержневой элемент в U-образный профиль получают идеально чистую, ничем не загрязненную, внутреннюю поверхность, на которую укладывают сердечник. Благодаря этому отпадает необходимость в специальной подготовке и чистке сопрягаемой поверхности с сердечником, а также отсутствует окисный слой. Это позволяет упростить линию производства биметаллической проволоки и повысить качество соединения сердечника с оболочкой.
Дальнейшее оборачивание сердечника требует только подгиба кромок U-образного профиля, что осуществляется с одним технологическим элементом, например круглыми вальцами. Оборачивание же сердечника лентой требует значительно более сложного оборудования.
В зависимости от степени деформирования стержневого элемента при получении U-образного профиля получают оболочку различной толщины. В известных способах этого достичь невозможно, так как применяемая лента уже имеет ограниченную толщину, которую можно только уменьшать, но не увеличивать.
Так как появляется возможность иметь различную толщину оболочки, то номенклатура выпускаемого биметаллического провода может быть значительно расширена.
Приведенная совокупность существенных признаков и достигаемый ими результат характеризует единство изобретения, в научно-технической и патентной информации не обнаружена, что является доказательством наличия в изобретении критерия "изобретательский уровень".
В известных заявителю способах получения биметаллической проволоки не используется стержневой элемент для получения оболочки. Следовательно, можно считать, что заявляемое изобретение соответствует критерию "новизна".
Возможность получения U-образного профиля из круглого или иного другого стержневого металлического элемента, например, в прокатных валках общеизвестны.
Вкладывание круглого сердечника в U-образный профиль, загибание его кромок и их соединение, например, с помощью сварки также не вызывает технологических трудностей. Остальные операции, перечисленные в предлагаемом способе, также осуществимы на современных предприятиях. Следовательно, промышленная применимость изобретения очевидна.
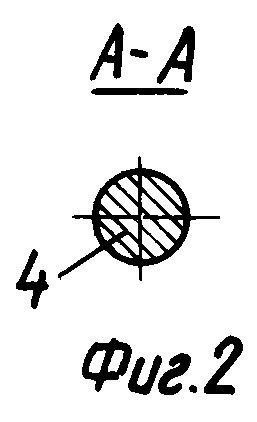
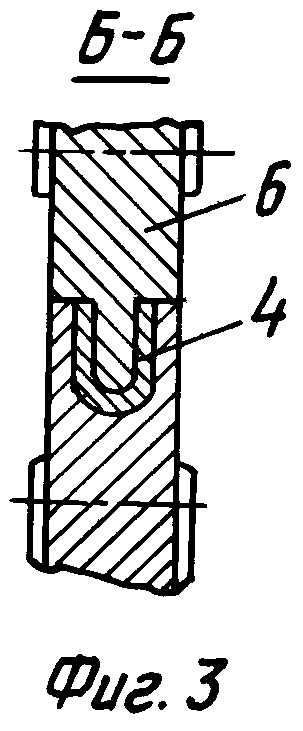
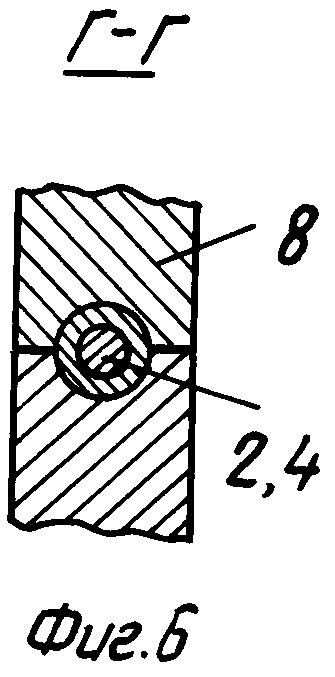
Сущность изобретения поясняется чертежом, где на фиг.1 изображен общий вид линии изготовления биметаллической проволоки; на фиг.2 изображена исходная заготовка оболочки в виде стержневого (круглого) элемента изготовленного, например, из меди; на фиг.3 изображены в сечении профилирующие валки, преобразующие круглую медную заготовку в U-образный профиль; на фиг.4 показан U-образный профиль заготовки оболочки; на фиг.5 показано в сечении устройство для укладки стального сердечника в U-образный профиль заготовки оболочки; на фиг.6 изображены вальцы для оборачивания U-образной заготовки оболочки вокруг стального сердечника.
Линия для получения биметаллической (сталемедной) проволоки включает в себя следующее основное оборудование: отдающий барабан 1 с запасом сердечника в виде стальной проволоки 2, отдающий барабан 3 с запасом оболочки в виде стержневого элемента - медной проволоки 4, устройство для очистки сердечника 5, профилирующие валки 6, вкладывающее устройство 7, оборачивающие вальцы 8, устройство для сварки 9, устройство для нагрева 10, прокатные валки 11 и приемный барабан 12 для накапливания готовой биметаллической проволоки 13.
На указанной линии заявленный способ осуществляется следующим образом: стальной сердечник 2 разматывают с отдающего барабана 1 и через устройство для очистки 5 подают в укладывающее устройство 7. Одновременно с барабана 3 сматывают стержневой элемент - медную проволоку 4, подают ее в профилирующие валки 6 и деформируют ее, получая в сечении U-образный профиль (см. фиг.4). Полученный профиль направляют в укладывающее устройство 7, где вкладывают в него сердечник 2.
Далее в оборачивающих вальцах 8 подгибают кромки U-образного профиля, образуя замкнутую оболочку вокруг сердечника 2, и соединяют кромки между собой с помощью сварочного устройства 9.
Полученную таким образом заготовку биметаллической проволоки нагревают в устройстве 10 и прокатывают в валках до получения неразъемного соединения стального сердечника с медной оболочкой.
Так как стальная проволока 2 (сердечник) была ранее уже очищена в устройстве 5, а U-образный медный профиль имеет внутреннюю поверхность, образованную из свежеобнаженного, а потому чистого металла (меди), соединение этих двух материалов при нагреве и обжатии происходит быстро и качественно.
Готовую биметаллическую проволоку 13 наматывают на приемный барабан 12 и снимают с линии.
Использование данного способа позволяет упростить технологию изготовления биметаллического провода и повысить качество соединения входящих в нее металлов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЕМЕДНОЙ ПРОВОЛОКИ | 1997 |
|
RU2122908C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 1996 |
|
RU2099166C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 1997 |
|
RU2136466C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЕМЕДНОЙ ПРОВОЛОКИ | 2000 |
|
RU2172663C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 2015 |
|
RU2605736C2 |
| СПОСОБ ПРОИЗВОДСТВА БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 2021 |
|
RU2763131C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГВОЗДЕЙ С ЗАЩИТНЫМ ПОКРЫТИЕМ | 1997 |
|
RU2163852C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ | 2014 |
|
RU2561564C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИХ РЕЛЬСОВЫХ СОЕДИНИТЕЛЕЙ | 1999 |
|
RU2222442C2 |
| СПОСОБ ПРОИЗВОДСТВА ПРОФИЛЬНЫХ КОМПОЗИЦИОННЫХ ИЗДЕЛИЙ | 1999 |
|
RU2158641C1 |


Изобретение относится к области производства биметаллической, в частности, сталемедной проволоки. Задача изобретения - упрощение и удешевление производства биметаллической проволоки. Для получения медной оболочки используют медную проволоку, которую деформируют в прокатных валках, получая U-образный профиль, укладывают на дно профиля стальной проволочный сердечник. После этого кромки оболочки подгибают и сваривают. Заготовку нагревают и прокатывают до получения неразъемного соединения двух металлов. Способ позволяет упростить процесс получения биметаллической проволоки, получить стабильные высокие свойства изделий как по их длине, так и по поперечному сечению. 6 ил.
Способ изготовления биметаллической проволоки, содержащий подачу сердечника и заготовки оболочки в виде стержневого элемента, формирование оболочки вокруг сердечника, соединение кромок оболочки, окончательную пластическую деформацию, отличающийся тем, что формирование оболочки вокруг сердечника осуществляют путем прокатки заготовки оболочки до получения U-образного профиля, последующей укладки сердечника на дно U-образного профиля, затем подгибки кромок оболочки.
| US 4331283, 25.05.1882 | |||
| Способ изготовления стальной проволоки с покрытием | 1991 |
|
SU1808434A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ | 1997 |
|
RU2106214C1 |
| GB 1432906, 22.04.1976. | |||

