Изобретения относятся к области машиностроения, а именно к оболочечным конструкциям корпусных деталей, применяемых в авиационной, ракетной технике, работающей в условиях сложно- напряженного состояния, способам и оправкам для их изготовления.
Известна труба-оболочка в виде тела вращения из композиционных материалов, содержащая обечайку и силовой каркас ячеистой структуры, образованный перекрещивающимися между собой спиральными и кольцевыми лентами (патент США N 3083864, кл. 220-83, 1963).
Известна также несущая труба-оболочка в виде тела вращения из композиционных материалов, содержащая силовой каркас ячеистой структуры из перекрещивающихся однонаправленных нитей и внешние покрывающие слои (патент США N 4137354, кл. 428-116, 1979).
Недостатками известных труб-оболочек является их пониженная жесткость и прочность, обусловленные местной потерей устойчивости, повышенная концентрация напряжений между слоями армирующего материала в ребрах жесткости из-за отсутствия монолитности и сплошности отвержденного полимерного материала. Такие трубы-оболочки для обеспечения надежности в условиях сложно-напряженного состояния при одновременном нагружении на сжатие, изгиб и кручение требуют дополнительного упрочнения и обладают повышенной массой.
Наиболее близким по технической сущности аналогом является труба-оболочка в виде тела вращения из композиционных материалов, содержащая силовой каркас ячеистой структуры, образованный из повторяющихся по толщине его стенки слоев систем перекрывающихся спиральных и кольцевых лент, образующих ребра жесткости с перекрестиями, с внешними покрывающими слоями, соответственно выполненными из однонаправленных нитей, скрепленных отвержденным полимерным связующим (патент США N 4284679, кл. 428-218, 1981).
Указанная несущая труба-оболочка выбрана в качестве прототипа, обладает аналогичными недостатками, низкой сопротивляемостью к мощному акустическому воздействию.
Известен способ изготовления трубы-оболочки ячеистой структуры из композиционных материалов, включающий спирально-перекрестную и кольцевую намотку однонаправленных нитей, пропитанных связующим (патент США N 3083864, кл. 220-83, 1963).
Известен способ изготовления труб-оболочек слоистой структуры из композиционных материалов, включающий установку на оправку форомообразующих элементов из резиноподобного материала и формирование между ними сетки взаимно пересекающихся пазов, укладку в них перекрещивающихся однонаправленных нитей, пропитанных связующим, для образования ребер жесткости намотку лент с натяжением внешних покрывающих слоев и термообработку его с последующим извлечением оправки и формообразующих элементов (патент США N 4137354, кл. 428- 116, 1979).
Известные способы изготовления труб-оболочек ячеистой структуры не обеспечивают необходимое качество формирования их каркаса, монолитность ребер жесткости, что приводит к потере их устойчивости.
Способ по патенту США N 4137354 технологически сложен из-за множества операций, связанных с установкой и съемом большого количества формообразующих элементов.
Наиболее близким по технической сущности к изобретению является способ изготовления трубы-оболочки, включающий покрытие сердечника резиноподобным материалом с взаимно пересекающимися пазами, укладку в пазы перекрещивающихся спиральных и кольцевых лент из однонаправленных нитей, пропитанных полимерным связующим, для образования каркаса ячеистой структуры, нанесение на них формообразующих элементов и термообработку с последующим извлечением сердечника и резиноподобного покрытия (патент США N 4284679, кл. 428-218, 1981).
Данный способ как ближайший аналог выбран в качестве прототипа. К недостаткам способа следует отнести неравномерность опрессовки ребер жесткости формообразующими элементами, что снижает качество готового изделия.
Известна оправка для изготовления труб-оболочек ячеистой структуры из композиционных материалов, содержащая каркас с формообразующими элементами из резиноподобного материала с сеткой взаимно пересекающихся пазов между ними для укладки в них образующих ребра жесткости перекрещивающихся однонаправленных нитей, пропитанных связующим (патент США N 4137354, кл. 428-116, 1979).
Недостатками известной оправки являются ее сложность, большая трудоемкость изготовления, повышенные временные затраты на ее сборку и разборку.
Наиболее близкой по технической сущности является оправка по патенту США N 4284679, кл. 428-218, 1981 г. предназначенная для изготовления труб-оболочек ячеистой структуры из композиционных материалов, содержащая сердечник и покрывающий его резиноподобный материал с взаимно пересекающимися пазами для укладки в них перекрещивающихся спиральных и кольцевых лент из однонаправленных нитей для образования ребер жесткости каркаса трубы-оболочки, обладающая теми же недостатками. Данная оправка выбрана в качестве прототипа.
Основной задачей, на решение которой направлены заявляемые изобретения, является разработка такой конструкции несущей трубы-оболочки в виде тела вращения из композиционных материалов, способа и оправки для ее изготовления, которые обеспечили бы ее надежную работу в условиях сложно-напряженного состояния при одновременном действии нагрузок на сжатие, изгиб, повышенную устойчивость к мощному акустическому воздействию, выдерживали звуковое давление с интенсивностью 150-170 децибел с частотным спектром от 30 до 104 Гц, обладали повышенной сопротивляемостью к такому воздействию.
Техническим результатом, который может быть получен при осуществлении изобретений, является повышение прочности, жесткости и надежности несущей трубы-оболочки.
Поставленная задача решена и технический результат достигнут за счет изменения структуры силового каркаса несущей трубы-оболочки, введения в способе одновременно с укладкой перекрещивающихся спиральных и кольцевых лент промежуточных формообразующих элементов, соответствующего изменения конструкции покрывающего сердечник резиноподобного материала.
Для этого в несущей трубе-оболочке в виде тела вращения из композиционных материалов, содержащей силовой каркас ячеистой структуры, образованный из повторяющихся по толщине его стенки слоев систем перекрещивающихся спиральных и кольцевых лент, образующих ребра жесткости с перекрестиями, с внешними покрывающими слоями, соответственно выполненными из однонаправленных нитей, скрепленных полимерным связующим, ее силовой каркас снабжен размещенными между его слоями систем перекрещивающихся спиральных и кольцевых лент, образующих его ребра жесткости, сдублированными с ними на ширине ребер жесткости, в том числе и переходных ребрах между кольцевыми ребрами, конгруэнтными с ними демпферно-поглощающими слоями упругоэластичного материала с высоким декрементом затухания звуковых волн, например, типа резины, полиуретана, с расположением нитей внешних покрывающих слоев под углом 80-90o к оси симметрии оболочки.
В способе изготовления трубы-оболочки, включающей покрытие сердечника резиноподобным материалом с взаимнопересекающимися пазами, укладку в пазы перекрещивающихся спиральных и кольцевых лент из однонаправленных нитей, пропитанных полимерным связующим, для образования каркаса ячеистой структуры, нанесение на них формообразующих элементов и тремообработку с последующим извлечением сердечника и резиноподобного покрытия, между слоями систем перекрещивающихся спиральных и кольцевых лент при их укладке по заданным направлениям вводят под укладываемые ленты из однонаправленных нитей промежуточные формообразующие элементы в виде непрерывных лент упругоэластичного материала типа резины, полиуретана, с нанесением внешних формообразующих элементов для их обжатия в виде нитей с расположением их под углом 80-90o к оси симметрии сердечника.
В оправке для изготовления трубы-оболочки, содержащей сердечник и покрывающий его резиноподобный материал с взаимно пересекающимися пазами для укладки в них перекрещивающихся спиральных и кольцевых лент из однонаправленных нитей для образования ребер жесткости каркаса трубы-оболочки, покрывающий сердечник резиноподобный материал содержит размещенные в его пазах перекрещивающихся спиральные и кольцевые ленты с переходами между кольцевыми лентами, сдублированные с промежуточными формообразующими непрерывными лентами из упругоэластичного материала типа резины, полиуретана.
Отличительными особенностями несущей трубы-оболочки являются следующие признаки:
снабжение ее силового каркаса демпферно-поглощающими слоями,
из упругоэластичного материала с высоким декрементом затухания звуковых волн, например типа резины, полиуретана,
размещенными между слоями систем перекрещивающихся спиральных и кольцевых лент, образующих ребра каркаса,
сдублированными с ними на ширине ребер жесткости,
в том числе, и переходных ребрах жесткости между кольцевыми ребрами,
расположение нитей внешний покрывающих слоев под углом 80- 90o к оси симметрии оболочки.
Отличительными особенностями способа изготовления трубы-оболочки являются признаки:
введение промежуточных формообразующих элементов,
в виде непрерывных лент упругоэластичного материала типа резины, полиуретана,
между слоями систем перекещивающихся спиральных и кольцевых лент при их укладке по заданным направлениям под укладываемые ленты из однонаправленных нитей,
нанесение внешних формообразующих элементов для их обжатия в виде нитей с расположением их под углом 80-90o к оси симметрии сердечника.
Отличительными особенностями оправки для изготовления трубы-оболочки являются признаки:
снабжение покрывающего сердечник резиноподобного материала промежуточными формообразующими элементами,
в виде непрерывных лент из упругоэластичного материала типа резины, полиуретана,
сдублированных со слоями систем перекрещивающихся спиральных и кольцевых лент из однонаправленных нитей,
размещенных во взаимно пересекающихся пазах и переходах между кольцевыми пазами.
Указанные отличительные особенности несущей трубы-оболочки, способа и оправки для изготовления являются существенными признаками, поскольку каждый из них в отдельности и в совокупности с остальными направлен на выполнение решений поставленной задачи и достижение указанного технического результата, исключение какого-либо из них не позволяет решить поставленную задачу.
Например, исключение демпферно-поглощающих слоев между слоями силового каркаса трубы-оболочки, введения промежуточных формообразующих элементов при укладке лент в способе и оправке для изготовления не позволяют решить поставленную задачу и достичь новый технический результат.
Использование существенных отличительных признаков в трубах, способах и оправках для их изготовления известного уровня техники, аналогах и прототипе не обнаружено, что свидетельствует о их новизне и позволяет характеризовать предложенное технического решение соответствием их критерию "новизна".
Единая совокупность новых существенных признаков с общими известными в несущей трубе-оболочке, способе и оправке для ее изготовления позволяет решить поставленную задачу и достичь новый технический результат обеспечить возможность производства крупногабаритных несущих труб-оболочек ⊘ 2,5 м и более из композиционных материалов. Это позволяет характеризовать предложенные технические решения существенными отличиями от известного уровня техники, аналогами и прототипами, являются результатами опытно-экспериментальных исследований и творческого вклада, технические решения созданы без использования стандартных руководящих нормативных документов, каких-либо известных методик в данной области, что свидетельствует о соответствии их критерию "Изобретательский уровень".
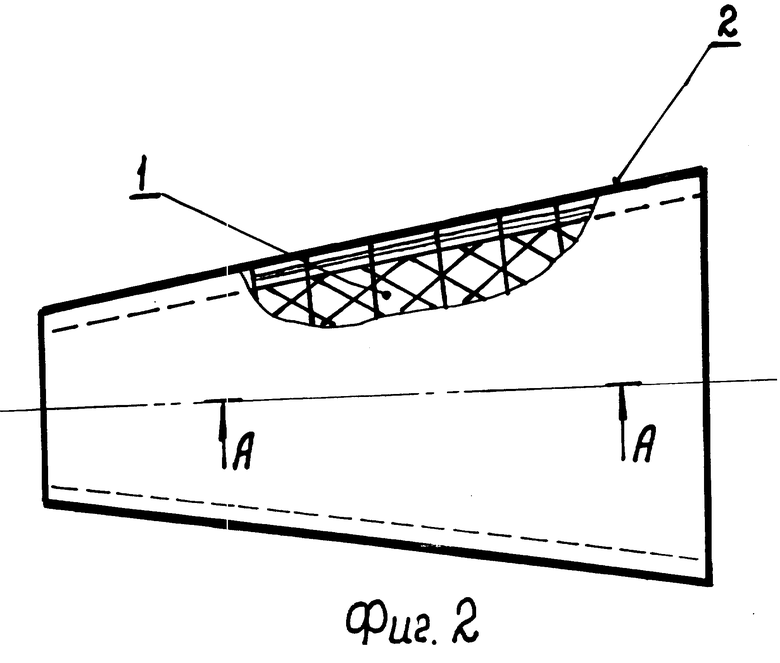
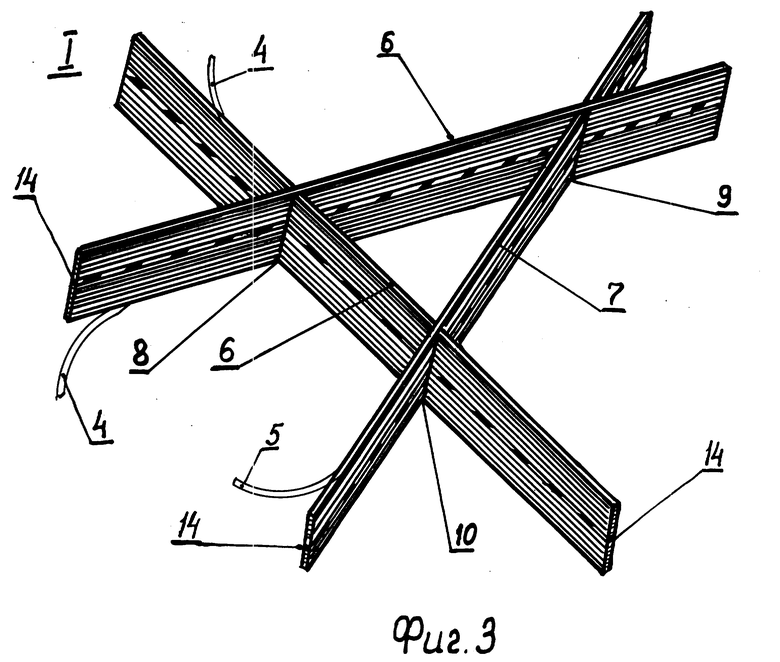
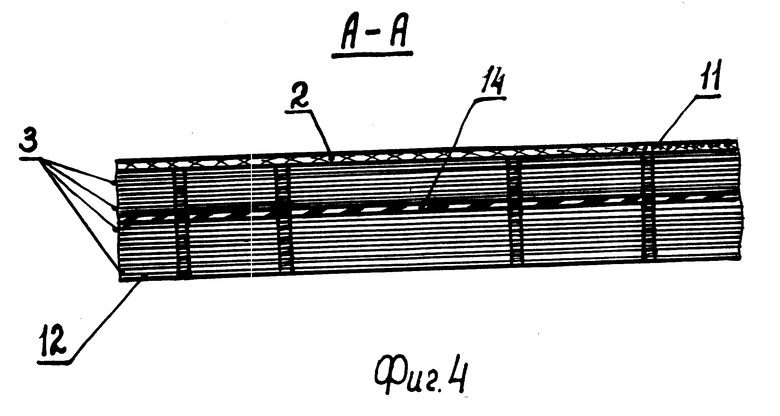
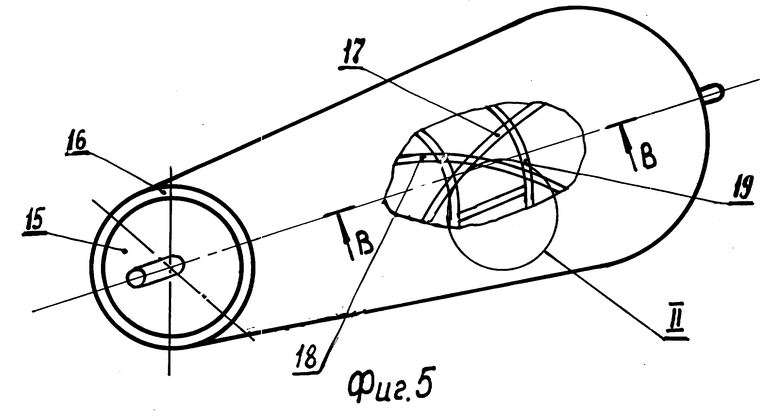
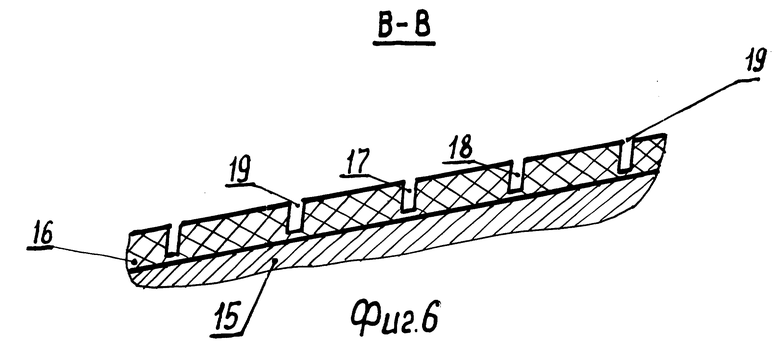
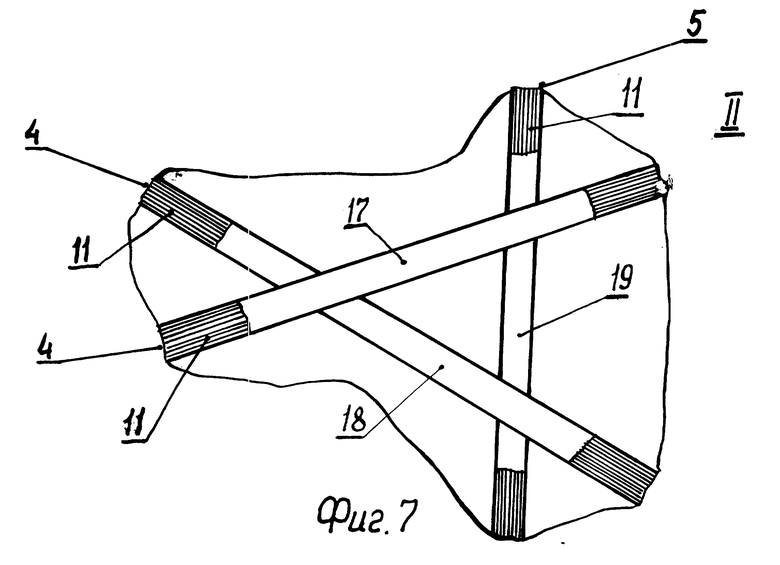
На фиг. 1 представлен общий вид несущей трубы-оболочки в виде тела вращения из композиционных материалов; на фиг.2 вид на трубу-оболочку сбоку; на фиг.3 типовая структура слоев системы перекрывающихся спиральных и кольцевых лент, образующих силовой каркас трубы-оболочки; на фиг.4 - аксиальное сечение трубы-оболочки с показом расположения демпферно-поглощающих элементов в ребрах; на фиг. 5 оправка для изготовления трубы-оболочки; на фиг.6 аксиальное сечение оправки в увеличенном масштабе; на фиг.7 фрагмент резиноподобного покрытия с системой взаимно пересекающихся спиральных и кольцевых пазов; на фиг.8 типовая схема расположения в покрывающем материале сердечника промежуточных формообразующих лент из упругоэластичного материала.
Несущая труба-оболочка выполнена в виде тела вращения из композиционных материалов, содержит силовой каркас 1 ячеистой структуры и внешние покрывающие слои 2 (фиг.1,2). Силовой каркас 1 выполнен из повторяющихся по толщине его стенки слоев 3 систем перекрещивающихся спиральных и кольцевых лент 4,5, образующих ребра жесткости 6,7 с перекрестиями 8,9,10. Спиральные и кольцевые ленты 4,5, внешние покрывающие слои 2 выполнены из однонаправленных нитей 11, скрепленных отвержденным связующим 12. Силовой каркас 1 ячеистой структуры снабжен размещенными между его слоями 3 систем перекрещивающихся спиральных и кольцевых лент 4,5, образующих его ребра жесткости 6,7 с перекрестиями 8,9,10, сдублированными с ними на ширине ребер жесткости 6,7, в том числе и переходным ребрам 13 между кольцевыми ребрами 7, демпферно-поглощающими слоями 14 упругоэластичного материала с высоким декрементом затухания звуковых волн, типа резины, полиуретана, с расположением нитей 11 внешних покрывающих слоев 2 под углом 80-90o к оси симметрии оболочки.
В силовом каркасе 1 перекрестия 8,9,10 и ребра 6,7,13, повторяющиеся на всей его длине, образуют жесткую структуру, усиленную внешними покрывающими слоями 2, обеспечивающую вместе с ним надежную работу трубы-оболочки в условиях сложно-напряженного состояния. Наличие демпферно-поглощающих слоев 14, размещенных между слоями 3 систем перекрещивающихся спиральных и кольцевых лент 4,5, образующих ребра жесткости 6,7 с перекрестиями 8,9,10, обеспечивает эффективное восприятие силовым каркасом 1 повышенную устойчивость трубы-оболочки к мощному акустическому воздействию звуковых волн за счет их поглощения и рассеивания.
Для обеспечения получения несущей трубы-оболочки предложенная оправка содержит сердечник 15 и покрывающий его резиноподобный материал 16 с взаимно пересекающимися пазами 17,18,19 для укладки в них перекрещивающихся спиральных и кольцевых лент 4,5 из однонаправленных нитей 11 для образования ребер жесткости 6,7,13 с перекрестиями 8,9,10 силового каркаса 1. Резиноподобный материал 16, покрывающий сердечник 15, содержит размещенные в его пазах 17, 18, 19, перекрещивающиеся спиральные и кольцевые ленты 4, 5 и промежуточные непрерывные формообразующие ленты 20 из упругоэластичного материала типа резины, полиуретана, сдублированные со стороны их боковых поверхностей с армирующими лентами 4, 5 так, что их нити 11 прочно скреплены с упругоэластичным материалом и с соседними слоями 3 полимерным связующим 12.
Несущую трубу-оболочку в виде тела вращения из композиционных материалов изготавливают следующим образом.
На сердечник 15 устанавливают и закрепляют на нем покрывающий его гибкий резиноподобный материал 16, выполненный с взаимно пересекающимися пазами 17, 18, 19, затем сердечник 15 устанавливают на намоточное устройство (не показано) и производят укладку в пазы 17, 18, 19 перекрещивающихся спиральных и кольцевых лент 4, 5 из однонаправленных нитей 11, пропитанных полимерным связующим 12, между слоями 3 систем перекрещивающихся спиральных и кольцевых лент 4, 5 с переходами ребрами 13 между кольцевыми лентами 5 вводят промежуточные непрерывные формообразующие ленты 20 из упругоэластичного материала, типа резины, полиуретана, которые в процессе формообразования последующих слоев 3 под действием сил натяжения на ленты 4,5 частично врезаются в упругоэластичный материал. Промежуточные непрерывные формообразующие ленты 20 оказывают дополнительное подпрессовочное воздействие на слои 3 систем перекрещивающихся спиральных и кольцевых лент 4, 5 при последующем их нанесении и заполнении ими взаимно пересекающихся пазов 17, 18, 19 на всю их глубину в покрывающем резиноподобном материале 16, намотке поверх покрывающего резиноподобного материала 16 однонаправленных нитей 11 для образования внешнего покрывающего слоя 2, создавая внешнее подпрессовочное воздействие на слои 3. Оправку с полученной заготовкой помещают в камеру для отверждения полимерного связующего 12 и одновременной вулканизации непрерывных формообразующих лент 20 по режимам отверждения полимерного связующего 12. При этом там, где соответственно нанесено полимерное связующее и введен упругоэластичный материал 20, однонаправленные нити прочно скрепляются между собой и с указанными слоями. После отверждения заготовки сердечник 15 и покрывающий его резиноподобный материал 16 извлекают из полученного изделия. Непрерывные формообразующие ленты 20 остаются в ребрах 6, 7, 13 каркаса 1 и образуют в них демпферно-поглощающий слой 14 из упругоэластичного материала.
Использование предложенных технических решений заключается и в следующем.
Изготавливались натурные образцы, их фрагменты. В качестве исходного материала использовалась угольная пыль УКН 5000 (ГОСТ 28008-88) и полимерное связующее ЭХД-МК (ОСТ 3-4759-80). Ширина ленты выбиралась в пределах 4-10 мм с количеством нитей 4-6 шт. Масса пропитанной ленты в зависимости от ее ширины составляла 1,3- 1,85 г (на длине 500 мм). Натяжение ленты производилось с усилием 6- 9 кгс.
Несущая труба-оболочка в виде тела вращения из композиционных материалов, ее фрагменты, изготовленные с использованием новых технических решений, подвергались испытаниям в условиях сложно-напряженного состояния и мощного акустического воздействия звуковых волн. Результаты испытаний положительные. Изготовление натурных и опытных образцов подтвердило эффективность и целесообразность изготовления несущих труб-оболочек из композиционных материалов промышленным путем.
Таким образом, новые технические решения соответствуют критерию "Промышленная применимость".
| название | год | авторы | номер документа |
|---|---|---|---|
| СЕТЧАТАЯ ОБОЛОЧКА В ВИДЕ ТЕЛА ВРАЩЕНИЯ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1999 |
|
RU2149761C1 |
| НЕСУЩАЯ ТРУБА-ОБОЛОЧКА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, СПОСОБ И ОПРАВКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2083371C1 |
| НЕСУЩАЯ ТРУБА-ОБОЛОЧКА В ВИДЕ ТЕЛА ВРАЩЕНИЯ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 1996 |
|
RU2111120C1 |
| НЕСУЩАЯ ТРУБА-ОБОЛОЧКА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1996 |
|
RU2103200C1 |
| СЕТЧАТАЯ ОБОЛОЧКА ВРАЩЕНИЯ (ВАРИАНТЫ) | 1999 |
|
RU2153419C1 |
| НЕСУЩАЯ ТРУБА-ОБОЛОЧКА В ВИДЕ ТЕЛА ВРАЩЕНИЯ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 1996 |
|
RU2097197C1 |
| НЕСУЩАЯ ТРУБА-ОБОЛОЧКА, ПАНЕЛЬ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И УЗЕЛ СОЕДИНЕНИЯ ПАНЕЛЕЙ | 1996 |
|
RU2103198C1 |
| НЕСУЩАЯ ТРУБА-ОБОЛОЧКА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, СПОСОБ И ОПРАВКА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2084343C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ ТРУБ-ОБОЛОЧЕК ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) | 1996 |
|
RU2107622C1 |
| НЕРВЮРА ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЕЕ ПЛОСКОЙ РЕБЕРНО-ЯЧЕИСТОЙ СТРУКТУРЫ | 1997 |
|
RU2116934C1 |

Использование: изобретение относятся к области машиностроения, а именно к оболочечным конструкциям корпусных деталей, применяемых в авиационной, ракетной технике, работающей в условиях сложно- напряженного состояния, способам и оправкам для их изготовления. Сущность изобретения: несущая труба-оболочка содержит ячеистый каркас, выполненный из повторяющихся по толщине стенки слоев систем перекрещивающихся спиральных и кольцевых лент, образующих ребра жесткости с перекрестиями и внешние покрывающие слои, соответственно выполненные из однонаправленных нитей, скрепленных отвержденным полимерным связующим. Между слоями размещены демпферно-поглощающие слои из упругоэластичного материала типа резины, полиуретана. Способ изготовления трубы-оболочки включает введение промежуточных непрерывных формообразующих лент под укладываемые под натяжением слои. Предложенная оправка содержит промежуточные формообразующие ленты из упругоэластичного материала, сдублированные с лентами и размещенные во взаимо пересекающихся пазах. 3 с.п. ф-лы, 8 ил.
| US, патент, 4284679, кл | |||
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
