Группа изобретений относится к деревообрабатывающей промышленности, а именно, к производству фанеры и предназначено для подготовки листов шпона к склейке на ус, в составе линии по производству шпона бесконечной длинны. Станок кромкофрезерный позволяет получить на листе шпона фаски требуемых размеров с двух противоположных по ширине и толщине сторон, а также обеспечить нанесение на полученные фаски клея в составе линии усования шпона.
1.1. Известен способ подготовки листа шпона к склейке на ус, включающий подачу листа шпона на механизм перемещения и транспортировку к устройству при помощи четырех двух транспортных лент, вращающихся по часовой стрелке при помощи единого приводного вала, расположенного в конце транспортера. Перемещаясь лист шпона при подходе к системе двойных конвейеров, расположенных с двух сторон, выравнивается боковыми квадратными выступами таким образом, чтобы его края располагались симметрично с выступом листов шпона во внешнюю сторону от этих двойных конвейеров по всей их длине на определенный одинаковый размер. Далее перемещаясь между двух систем каждого двойного конвейера лист шпона приобретает устойчивое самостоятельное заданное движение и перемещается при помощи транспортных лент двойного конвейера. При этом центральная часть листа поддерживается на продольных опорных элементах рамы, которые расположены между протекторами конвейера. Затем идет форматирование листа шпона по его ширине за счет вращения подрезных пил, установленных вертикально сбоку двойного конвейера. Далее продвигаясь между протекторами конвейера края листа на подвижной опоре с одной стороны, отгибаются вверх, а с другой стороны вниз и производится его подрезка пилами, диски которых расположены горизонтально, образуя скос под определенным расчетным углом в виде фаски с разных сторон листа. После образования скоса и прохождения подвижной опоры отгибающий край листа шпона возвращается в горизонтальную плоскость и на его скос, расположенный вверх, наносится клей. После чего лист шпона готов к склейке на ус и направляется на соединение с другим листом, подготовленным для этой цели. См. описание к патенту US №3461932 (фиг. 5, 6 и 18), от 31.07.1967, дата публикации 19.08.1969. Данный способ имеет ряд недостатков, например, очень сложную конструкцию станка его реализующую, она металлоемкая, энергозатратная и не обладает компактностью. Так, например, транспортер приема и перемещения листа шпона выполняет функцию только приема и доставки к устройствам обработки краев листа шпона, да еще снабжен отдельным устройством его выравнивания, отстоящим от него сбоку. Сдвоенные конвейеры со смыкающимися транспортными лентами, между которыми перемещаются листы шпона, требуют дополнительной поддержки листа шпона в средней его части, а подвижные опоры, отгибающие выступающие концы шпона и пилы подрезки отогнутых концов шпона создают дополнительные напряжения, усилия которых необходимо преодолевать при перемещении листа и создании скоса. При этом следует отметить, что перемещение листа шпона в процессе его форматирования и получения скоса идет на крае листа шпона, который свисает, т.е. край листа шпона по всей длине обработки выступает за пределы его поддержки, продвижения и выпрямления. Это значит, что выступающий край имеет волнистую поверхность, которая спрямляется только на отгибающей опоре, создавая дополнительные напряжения к созданию скоса и есть вероятность его надлома.
1.2. Известен, принятый за прототип, способ подготовки листа шпона к склейке на ус, включающий подачу листа шпона на механизм перемещения и транспортировку к пилам форматирования и устройству фрезерования. Перемещаясь, лист шпона при подходе к ним сканируется и данные о расположении листа шпона поступают в компьютер для обработки и выдачи команд на выравнивание и при подходе к месту расположения пил форматирования и устройствам фрезерования его края располагаются симметрично с выступом листов шпона во внешнюю сторону по всей их длине на определенный одинаковый размер между верхней нижней системой и зажимаются с двух сторон между верхними и нижними лентами (поясами). Далее лист шпона перемещаясь с их помощью и между ними, приобретает устойчивое самостоятельное заданное движение и перемещается при помощи их и вакуумной системы. Далее идет форматирование листа шпона по его ширине за счет вращения подрезных пил, установленных вертикально сбоку. Затем края листа на подвижной опоре с одной стороны, отгибаются вверх, а с другой стороны вниз и производится их подрезка пилами, диски которых расположены горизонтально, образуя скос под определенным расчетным углом в виде фаски с разных сторон листа. После образования скоса и прохождения подвижной опоры отгибающий край листа шпона возвращается в горизонтальную плоскость и на его скос, расположенный вверх наносится клей. После чего лист шпона готов к склейке на ус и направляется на соединение с другим листом, подготовленным для этой цели. См. описание к патенту US №5992281 от 19.02.1997, дата публикации 30.11.1999. По сравнению с аналогом данный способ реализовался менее емкой конструкцией. Отсутствовали металлоемкие и массивные сдвоенные конвейеры со смыкающимися транспортными лентами на массивном каркасе. Однако использование для реализации этого способа персонального компьютера со сканером и вакуумной системы с оборудованием, обеспечивающим его работу значительно повышало себестоимость конечной продукции, усложняло наладку оборудования и требовало высокой квалификации персонала его обслуживания разного профиля. При этом не устранен главный недостаток. Заключающийся в перемещении листа шпона в процессе его форматирования и получения скоса идет по краю листа шпона, который свисает, т.е. края листа шпона по всей длине обработки выступают за пределы его поддержки, продвижения и выпрямления. Это значит, что выступающий край имеет волнистую поверхность, которая спрямляется только на отгибающей опоре, создавая дополнительные напряжения к созданию скоса и есть вероятность его надлома.
2.1. Известен станок кромкофрезерный, реализующий способ подготовки листа шпона к склейке на ус, состоящий из транспортера приема и перемещения листа шпона при помощи четырех транспортных лент, вращающихся по часовой стрелке при помощи единого приводного вала, расположенного в конце транспортера и устройства его выравнивания, расположенного сбоку. Транспортер расположен на удобной для обслуживания высоте на каркасе, состоящим из прямоугольной рамы, установленной в горизонтальной плоскости на стойках, расположенных вдоль ее длины. В конце транспортера его каркас соединен с отдельной усиленной рамой с двумя поперечными балками, на которых с двух сторон установлены сдвоенные конвейеры со смыкающимися транспортными лентами между которыми перемещаются лист шпона с выступом края шпона наружу вдоль сдвоенных конвейеров по ходу его движения. В начале сдвоенных конвейеров напротив них на усиленной раме с двух сторон расположены узлы подрезки и далее на усиленной раме с двух сторон расположены подвижные опоры, отгибающие выступающие концы шпона и пилы подрезки отогнутых концов шпона для получения ими скосов с одной стороны сверху, а с другой стороны снизу края шпона. При этом диски пил подрезки расположены почти горизонтально, образуя скос под определенным расчетным углом в виде фаски с разных сторон листа. Со стороны края листа шпона, имеющего скос сверху расположено устройство нанесения клея. См. описание к патенту US №3461932, от 31.07.1967, дата публикации 19.08.1969. Данное устройство слишком сложное, металлоемкое, энергозатратное и не обладает компактностью. Так, например, транспортер приема и перемещения листа шпона выполняет функцию только приема и доставки к устройствам обработки краев листа шпона, да еще снабжено отдельным устройством его выравнивания, отстоящим от него сбоку. Сдвоенные конвейеры со смыкающимися транспортными лентами, между которыми перемещается лист шпона, требуют дополнительной поддержки листа шпона в средней его части, а подвижные опоры отгибающие выступающие концы шпона и пилы подрезки отогнутых концов шпона создают дополнительные напряжения, усилия которых необходимо преодолевать при перемещении листа и создании скоса.
2.2. Известен, принятый за прототип, станок кромкофрезерный, реализующий способ подготовки листа шпона к склейке на ус, включающий механизм перемещения и транспортировки к пилам форматирования и устройству фрезерования, сканер с компьютером для обработки и выдачи команд на выравнивание движения листа шпона к устройствам фрезерования его края по всей их длине на определенный одинаковый размер между верхней нижней системой с двух сторон между верхними и нижними перфорированными лентами (поясами), размещенные с краю вакуумные системы, две подрезные пилы и далее с двух сторон отгибающие края листа шпона подвижные опоры с дисками, образующими скос под определенным расчетным углом в виде фаски с разных сторон листа. См. описание к патенту US №5992281 от 19.02.1997, дата публикации 30.11.1999. В данной конструкции отсутствуют металлоемкие и массивные сдвоенные конвейеры со смыкающимися транспортными лентами на массивном каркасе. Однако наличие компьютера со сканером и вакуумной системы с оборудованием значительно повышает себестоимость конечной продукции, усложняет наладку оборудования и требуют высокой квалификации персонала его обслуживания разного профиля. При этом не устранен главный недостаток, заключающийся в размещении листа шпона с выступом его края по всей длине обработки за пределы его поддержки, продвижения и выпрямления. Это значит, что выступающий край имеет волнистую поверхность, которая спрямляется только на отгибающей опоре, создавая дополнительные напряжения к созданию скоса и есть вероятность его надлома.
3.1. Известен узел фрезерования станка кромкофрезерного, состоящий из сдвоенного конвейера со смыкающимися транспортными лентами, устанавливаемого на отдельных балках усиленной рамы на которой расположен узел подрезки и далее расположена подвижная опора отгибающая выступающие концы шпона и пила подрезки отогнутых концов шпона для получения ею скоса с одной стороны края шпона. При этом диск пилы подрезки расположен почти горизонтально, образуя скос под определенным расчетным углом в виде фаски сбоку листа. См. описание к патенту US №3461932 (фиг. 5, 6, 7, 8, 9 и 18), от 31.07.1967, дата публикации 19.08.1969. Данное устройство имеет ряд недостатков, например, верхний и нижние сдвоенные конвейера имеют свои двигатели сама установка этих валов требует тщательной настройки, т.к. конвейеры работают в паре с узлом фрезерования, установленным с другого края листа и не имеют самостоятельности, что значительно усложняет их монтаж и настройку. Подвижные опоры, отгибающие выступающие концы шпона и пилы подрезки отогнутых концов шпона создают дополнительные напряжения, усилия которых необходимо преодолевать при перемещении листа и создании скоса.
3.2. Известен, принятый за прототип, узел фрезерования станка кромкофрезерного, состоящего из сдвоенного однополосного конвейера со смыкающимися транспортными лентами, нижняя из которых перфорирована, а отверстия перфорации связаны с вакуумным механизмом, установленными на раме на которой расположен узел подрезки и далее расположена подвижная опора, отгибающая выступающие концы шпона и пила подрезки отогнутых концов шпона для получения ею скоса с одной стороны края шпона. При этом диск пилы подрезки расположен почти горизонтально, образуя скос под определенным расчетным углом в виде фаски сбоку листа. См. описание к патенту US №5992281 от 19.02.1997, дата публикации 30.11.1999. В данной конструкции отсутствуют металлоемкие и массивные сдвоенные конвейеры на массивном каркасе. Однако наличие вакуумной системы с оборудованием значительно повышает себестоимость конечной продукции, усложняет наладку оборудования и требует высокой квалификации персонала его обслуживания разного профиля. При этом не устранен главный недостаток, заключающийся в размещении листа шпона с выступом его края по всей длине обработки за пределы его поддержки, продвижения и выпрямления. Это значит, что выступающий край имеет волнистую поверхность, которая спрямляется только на отгибающей опоре, создавая дополнительные напряжения к созданию скоса и есть вероятность его надлома.
4.1. Известно устройство нанесения клея, установленное на несущей конструкции каркаса и состоящее из емкости с клеем, носик которой расположен над скосом движущегося края листа шпона и установлен снизу емкости над скошенной поверхностью. Снизу листа шпона установлена трубка, собирающая излишки клея и направляющая их обратно в емкость, в ее верхнюю часть. См. описание к патенту US №3461932 (фиг. 5, 6 и 18), от 31.07.1967, дата публикации 19.08.1969. Данное устройство имеет ряд недостатков, например, неравномерность нанесения клея на скос и распределении клея по ширине скоса. Этому способствует волнистость края шпона, выступающая на пределы выравнивателей, хотя между ними эта волнистость отсутствует. Это сказывается на качество соединения скосов между собой и соответственно качество получаемой продукции.
4.2. Известно, принятое за прототип, устройство нанесения клея, установленное на несущей конструкции каркаса и состоящее из контейнера с клеем и трубкой подачи клея в клапан нанесения клея на дополнительную движущуюся поверхность с устройством его удаления или соскабливания. Это устройство нанесения клея снабжено прижимным роликом и перемещающимся при помощи пневмоцилиндра с вращением вала от электродвигателя, а клапан нанесения клея имеет обратную связь с контейнером. См. описание к патенту US №4841907, от 05.07.1988, дата публикации 27.06.1989. Данное устройство позволяет повысить качество нанесения клея на края шпона за счет исключения волнистости его края, но при этом очень усложнено наличием дополнительных средств, что снижает надежность данного устройства нанесения клея даже при тотальном контроле за ходом операций его работы. Кроме этого, оно приспособлено для нанесения клея, когда скос шпона расположен поперек движения листа шпона, а не вдоль.
Задачей группы изобретений является сократить время подготовки листа шпона для склейки листа на ус, за счет уменьшения его габаритных размеров и времени его продвижения по пути подготовки, снизить металлоемкость станка и энергозатратность с одновременным повышением качества его изготовления
Технические решения позволяют создать кромку заданной длины до 30 мм, что значительно улучшает качество склейки. Создать компактное оборудование подготовки листа шпона к склейке, которое просто в изготовлении, настройке и эксплуатации.
Это достигается тем, что способ подготовки листа шпона к склейке на ус, включающий подачу листа шпона на механизм перемещения и транспортировку к двум узлам фрезерования и двум пилам форматирования, расположенных с двух сторон каркаса с дополнительным перемещением его краев с использованием вращающихся лент и образовании скосов вдоль края с двух сторон листа шпона с форматированием по ширине и нанесением клея на скос, обращенный кверху, при этом транспортировка поступающего листа шпона производится механизмом перемещения до его передачи на склейку с дискретным местным воздействием на лист шпона усилий, в местах соприкосновения ленты с роликами, по которым они перемещаются, а дополнительное перемещением его краев осуществляется с использованием вращающихся лент многоступенчатых валов узлов фрезерования, при этом края шпона находятся полностью на лентах и прижимаются к ней дополнительными узлами прижима краев листа шпона к ленте непосредственно перед выравнивающей полкой по ходу его движения роликом, осуществляя прижим к лентам, расположенным непосредственно на ведомых многоступенчатых валах, при этом ось вращения ролика и ось вращения многоступенчатого вала находятся в одной вертикальной плоскости, а лист шпона перемещается в одной горизонтальной плоскости с транспортером, при этом это перемещение на лентах транспортера и лентах узлов фрезерования происходит с одной скоростью и от одного мотор-редуктора с прижимом краев листа шпона к выравнивающим полкам и при похождении краев шпона над окном выравнивающих полок происходит образование скоса диском фрезы по заданным параметрам с отсосом стружки с дальнейшим продвижением края листа шпона с полученным скосом к узлам подрезки для форматирования листа шпона с отсосом стружки и получением заданных параметров скосов одного сверху, а другого снизу, на первый из которых при прохождении между двух колес наносится слой клея путем подачи его сверху на обод вращающегося колеса за счет единого мотор-редуктора и дальнейшее перемещение на отводящий транспортер для последующей склейки его на ус с другим листом шпона, при этом, следующий лист шпона подается в стык с предыдущим.
Это достигается тем, что станок кромкофрезерный способа подготовки листа шпона к склейке на ус, включающий транспортер перемещения и транспортировки листа шпона и дополнительные ленты перемещения его краев, два узла фрезерования, два узла подрезки расположенных с двух сторон перемещающегося листа шпона на каркасе и устройство нанесения клея, при этом каркас состоит из прямоугольной рамы, установленной в горизонтальной плоскости на четырех стойках, на которой расположены стойки с параллельными перекладинами, поперечины и кронштейны, включая кронштейны, выполненные в виде выступов, на которых установлены основные узлы и устройства, при этом транспортер перемещения и транспортировки включает три транспортные ленты, каждая из которых расположена на направляющих, регулируемых по высоте двумя поперечинами и на которые вдоль них и порядно установлены прижимные колеса соприкосновения транспортных лент с роликами, по которым они перемещаются с листом шпона по всей горизонтальной плоскости транспортера посредством вращения единого натяжного вала и единого приводного вала со звездочками на его выступающих концах за счет одного мотор-редуктора при помощи цепной передачи перемещения, а каждый узел фрезерования имеет дополнительные ленты перемещения его краев, расположенные на многоступенчатых валах с двух сторон выравнивающей полки с окном и обеспечивает прижим края листа шпона к ней при помощи прижима с изогнутым рычагом, а лента, расположенная непосредственно на ведомом многоступенчатом валу, прижата к нему роликом, при этом ось вращения ролика и ось вращения многоступенчатого вала находятся в одной вертикальной плоскости, при этом диск фрезы расположен над окном выравнивающей полки, вращение которой обеспечивает электродвигатель, установленный в составе фрезерного узла на перекладине и выступе каркаса с возможностью регулировки его на каркасе при установке, а перемещение дополнительной ленты перемещения краев шпона осуществляется при помощи вращения звездочки на хвостовике ведущего многоступенчатого вала узла фрезерования, находящейся в зацеплении с цепной передачей мотор-редуктора, каждый узел подрезки с вертикальными дисками пил расположен за узлом фрезерования перед устройством нанесения клея, которое состоит из узла подачи клея с узлом ее регулировки и узла нанесения клея с механизмом вращения, при этом емкость узла подачи клея может быть расположена в любом удобном месте, узел регулировки подачи клея расположен на крайней стойке с внешней стороны каркаса, а узел нанесения клея с механизмом вращения расположен на выносной стойке за пределами прямоугольной рамы каркаса, при этом механизм вращения колеса приема клея цепной передачей связан со звездочкой единого приводного вала транспортера.
Это достигается тем, что узел фрезерования станка кромкофрезерного, состоящий из конвейера с лентой, электродвигателя и узла образования скоса под определенным расчетным углом в виде фаски вдоль листа шпона, при этом он выполнен из горизонтальной платформы и вертикальной платформы неразъемно соединенных между собой под углом 90 градусов, при этом вертикальная платформа имеет треугольную форму с основанием внизу, углы основания которого имеют окружности с выступом их за габариты углов треугольника, а угол при вершине имеет прямоугольный выступ с выходом его за габариты вершины треугольника, в углах которых выполнены отверстия, в два из которых в основание установлены с использованием подшипников оси вращения ведомого многоступенчатого вала и ведущего многоступенчатого вала с хвостовиком для установки звездочки, а в третье при вершине с использованием подшипников установлен вал с фрезой на конце, при этом свободный конец этого вала, выступающий с обратной стороны вертикальной платформы через муфту соосно состыкован с выступающим концом вала электродвигателя, установленного на горизонтальной платформе, при этом между ступенчатыми валами, над лентой расположенной на них, установлена выравнивающая полка с косынками по краям и с прямоугольным окном фрезерования, а нижнее полотно ленты снабжено регулируемым натяжителем.
Это достигается тем, что устройство нанесения клея, станка кромкофрезерного устанавливаемое на несущей каркаса и состоящее из емкости с клеем и шлангом подачи клея с регулировкой его подачи, при этом емкость с клеем находится под избыточным давлением и может располагаться на любом удобном месте, а шланг имеет сменный наконечник, расположенный над вращающемся ободом колеса с двумя разнесенными канавками, при этом шланг имеет стык, под которым размещена рамка открывающая и закрывающая перемещение клея в шланге при помощи реле, а узел нанесения клея установлен на выносной стойке каркаса и имеет подпорное колесо под листом шпона, а сверху листа шпона в одной вертикальной плоскости с осью вращения подпорного колеса расположена ось вращения колеса, на обод которого поступает клей и переносится им на скос за счет перемещения листа шпона и вращения его при помощи механизма вращения цепной передачи соединяющих звездочки подпорного колеса и колеса приема клея с второй крайней звездочкой на конце приводного вала транспортера.
На фиг. 1 - представлен общий вид станка кромкофрезерного в плане без вытяжек и листа шпона.
На фиг. 2 - фронтальный вид с листом шпона на транспортере.
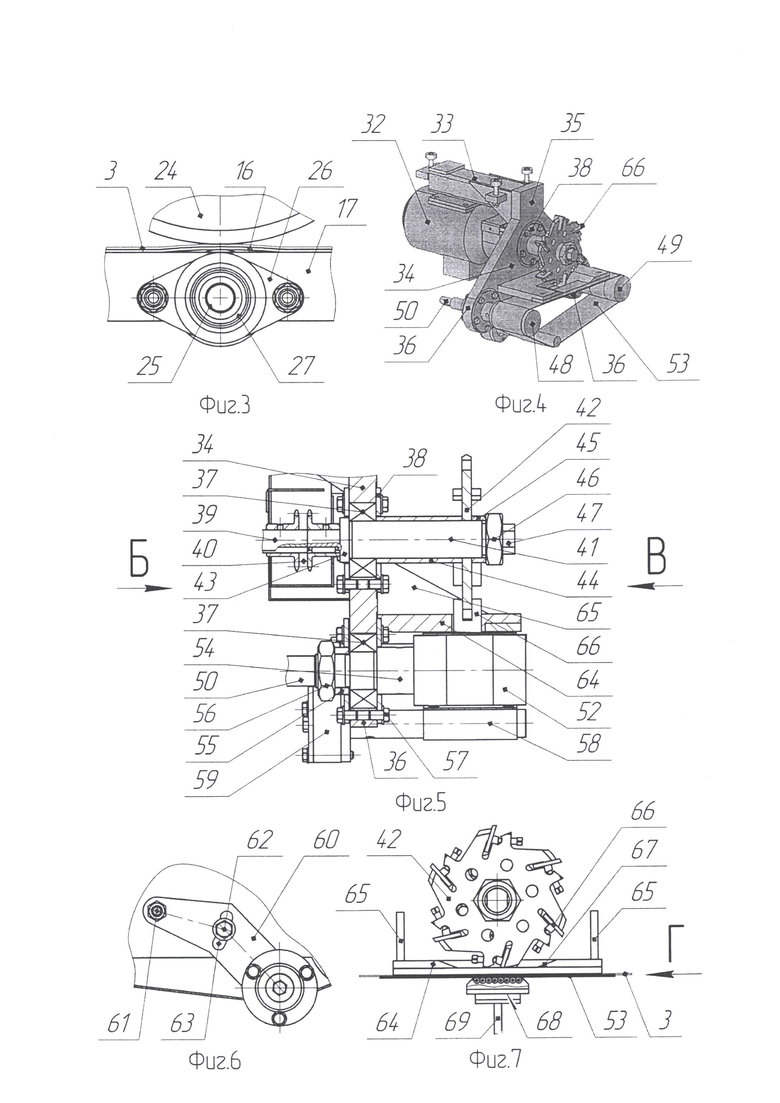
На фиг. 3 - выносной элемент I (увеличено).
На фиг. 4 - вид А на узел фрезерования (в изомерии увеличено).
На фиг. 5 - представлен разрез узла фрезерования двойной вертикальной плоскостью, проходящей через ось вращения вала электродвигателя и ось ведущего многоступенчатого вала.
На фиг. 6 - вид Б на узел натяжения ленты узла фрезерования.
На фиг. 7 - вид В на выравнивающую полку узла фрезерования.
На фиг. 8 - вид Г на прижим узла фрезерования.
На фиг. 9 - вид Д на узел подрезки (в изомерии увеличено).
На фиг. 10 - вид Е на устройство нанесения клея (в изомерии увеличено).
На фиг. 11 - представлено вертикальное сечение Ж-Ж устройства нанесения клея, проходящее через ось диска нанесения с элементами механизма перемещения.
На фиг. 12 - лист шпона (увеличено).
На фиг. 13 - узел прижима шпона.
Станок кромкофрезерный состоит из сварного каркаса 1, выполняющего функцию станины, на который установлен транспортер 2 перемещения и выравнивания листа шпона 3 (см. фиг. 2) к двум узлам фрезерования 4 (см. фиг. 1, 4) для образования скосов 5 (см. фиг. 12) с двух противоположных параллельных кромок листа шпона 3 в виде фасок. Одного скоса 5 на его лицевой стороне, т.е. сверху и другого на его обратной стороне, т.е. снизу. За узлами фрезерования 4 в сторону перемещения листа шпона 3 расположены два узла подрезки 6 (см. фиг. 1) скосов 5 с двух противоположных сторон перемещающегося листа шпона 3. Направление перемещения листа шпона 3 показано стрелкой слева на фиг. 1. За узлами подрезки 6 скосов 5 в сторону перемещения листа шпона 3 со стороны скоса 5, расположенного сверху листа шпона 3 установлено устройство нанесения клея 7 (см. фиг. 1, 10) на этот скос 5. Место нанесения клея обозначено пунктирной линией с указанием позиции 8 на фиг. 12.
Каркас 1 состоит из прямоугольной рамы 9 (см. фиг. 1), установленной в горизонтальной плоскости на четырех стойках 10 (см. фиг. 2), расположенных по ее углам. Сверху на параллельных перекладинах прямоугольной рамы 9, расположенных вдоль движения листа шпона 3, установлены по одной стойке 11 и по две стойки 12 на каждой стороне этих перекладин. При этом стойки 12 на каждой стороне сверху объединены параллельными перекладинами 13. Стойки 11 по верхнему уровню объединены поперечиной 14 (см. фиг. 1). Еще две поперечины 14 по верхнему уровню объединяют противоположные перекладины 13 и разнесены вдоль них. Поперечины 14 расположены в горизонтальной плоскости, параллельной плоскости прямоугольной рамы 9, поперек движения листа шпона 3 и параллельны между собой. На поперечинах 14 в горизонтальной плоскости расположены выступы 15, разнесенные вдоль них. На первых двух поперечинах 14 по ходу движения шпона выступы 15 расположены с одной стороны и направлены в разные стороны, а на третьей поперечине 14 выступы 15 расположены с двух сторон.
На прямоугольной раме 9 каркаса 1 имеются разнообразные кронштейны, включая кронштейны, выполненные в виде выступов, на которые устанавливаются основные узлы и детали, которые будут представлены по ходу их упоминания.
Транспортер 2 перемещения и выравнивания листа шпона 3 (см. фиг. 2) включает три транспортные ленты 16 (см. фиг. 1), каждая из которых расположена на направляющих 17 (см. фиг. 2). Направляющие 17 расположены на регулируемых по высоте и разнесенных между собой двух поперечинах 18 (см. фиг. 1), установленных: одна между двух параллельных и вертикально расположенных между собой стоек 11 и вторая между двух параллельных и вертикально расположенных между собой стоек 12 (см. фиг. 2), установленных в конце прямоугольной рамы 9 по ходу движения листа шпона 3 (см. фиг. 1).
Транспортные ленты 16 (см. фиг. 1) вращаются по часовой стрелке при помощи единого приводного вала 19, концы которого установлены в подшипниковые опоры 20. Подшипниковые опоры 20 расположены в кронштейнах 21, которые неразъемным соединением установлены на двух параллельных перекладинах в конце прямоугольной рамы 9 по ходу движения листа шпона 3. В начале этих перекладин аналогично расположены неподвижные кронштейны 22, в подшипниковые опоры 20 которых установлены концы единого натяжного вала 23 с возможностью перемещаться в них в горизонтальной плоскости.
Для обеспечения отсутствия отклонений от заданного направления движения листа шпона 3 (см. фиг. 3) он транспортными лентами 16 на всем пути его следования прижимается прижимными колесами 24 к транспортным лентам 16. Для этого направляющие 17 над роликами 25 имеют прямоугольные отверстия, благодаря которым вращающаяся часть ролика 25 выступает над горизонтальной поверхностью направляющих 17 и тем самым обеспечивается прижим движущегося шпона 3 к транспортным лентам 16.
При этом прижимные колеса 24 равномерно распределены вдоль направляющих 17, а в направляющих 17 перпендикулярно вертикальной оси вращения прижимных колес 24 расположены ролики 25, установленные в подшипниковые опоры 26 с подшипниками 27, образуя подшипниковый узел.
Транспортер 2 включает мотор-редуктор 28 (см. фиг. 1, 2), который при помощи цепной передачи 29 перемещения вращает звездочку 30, установленную на конце приводного вала 19. Мотор-редуктор 28 установлен на кронштейне 31, который неразъемным соединением закреплен сбоку прямоугольной рамы 9. Аналогичная цепная передача расположена со звездочкой 30 на противоположном конце приводного вала 19, обеспечивает синхронное вращение, задействованных в ней механизмов и перемещение листа шпона 3 по всей горизонтальной плоскости транспортера 2.
Узел фрезерования 4 включает электродвигатель 32 (см. фиг. 1, 4) (электродвигатель A80B2IM1001 2,2 кВт, 3000 об/мин) с горизонтальной платформой 33 (см. фиг. 4) и вертикальной платформой 34. При этом горизонтальная платформа 33 и вертикальная платформа 34 неразъемно соединены между собой.
Вертикальная платформа 34 имеет треугольную форму с основанием внизу, углы основания которого имеют окружности 36 с выступом их за габариты углов треугольника, а угол при вершине имеет прямоугольный выступ 35 с выходом его за габариты вершины. Прямоугольный выступ 35 при вершине и окружности 36 вертикальной платформы 34 имеют отверстия, в которые установлены подшипники 37 (см. фиг. 5) с крышками 38 (см. фиг. 5 и 6). При этом продольные оси вращения подшипников 37 параллельны между собой и во фронтальной проекции, т.е. в плоскости перпендикулярной этим осям образуют равнобедренный треугольник при их соединении.
Через вершину равнобедренного треугольника проходит (совпадает) ось вращения конца 39 (см. фиг. 5) выступающего вала электродвигателя 32, который через муфту 40 соосно соединен с валом 41 с фрезой 42 на свободном конце вала 41. Вал 41 имеет выступ 43, в который упирается нижнее кольцо подшипника 37, установленного в сквозном отверстии вертикальной платформы 34. С другой стороны этого подшипника 37 в его нижнее кольцо упирается втулка 44, внутренний диаметр которой совпадает с диаметром вала 41. В свободный торец втулки 44 упирается диск фрезы 42 с осевым отверстием, внутренний диаметр которой совпадает с диаметром вала 41. С другой стороны, диск фрезы 42 поджат втулкой 45 при помощи гайки 46. И все это соединение контрится болтом 47.
Через отверстия подшипников 37 (см. фиг. 5), расположенных в отверстиях окружностей 36 вертикальной платформы 34 проходят оси вращения многоступенчатого вала 48 и 49 (см. фиг. 4), один из которых 48 является ведущим.
Ведущий вал 48 имеет на конце, обращенном к вертикальной платформе 34, хвостовик 50, на который в дальнейшем при сборке станка кромкофрезерного устанавливается звездочка 51 (см. фиг. 2). Свободный конец 52 (см. фиг. 5) вала 48 имеет наибольший диаметр и длину, превышающую ширину ленты 53 (см. фиг. 4). К хвостовику 50, имеющего наименьший диаметр, диаметр вала 48 последовательно уменьшается, образуя ступени. Диаметр вала под отверстие подшипника 37, образует ступень, с диаметром 54 которой не превышает внешний диаметр внутреннего кольца подшипника 37 сразу после наибольшего диаметра. При этом кольцо 55 поджимает внутреннее кольцо подшипника 37 к выступу диаметра 54, образующего ступень при помощи гайки 56 с резьбой, диаметр которой меньше или равен внутреннему диаметру кольца 55. При этом длина вала под посадочное место подшипника меньше чем ширина внутреннего кольца подшипника 37. Подшипники 37 закрываются крышками 38 с двух сторон вертикальной платформы 34 при помощи болтов 57.
Между многоступенчатым валом 48 и многоступенчатым валом 49, расположен вал 58 натяжителя, который, вращаясь в подшипниковой опоре 59, установленной на конце Г-образного рычага 60 (см. фиг. 6), приспускает вал 58, натягивая сверху вниз ленту 53 (см. фиг. 4, 5, 6).
Г-образный рычаг 60 установлен с обратной стороны вертикальной платформы 34 при помощи двух разнесенных между собой резьбовых отверстий в ней, и соответствующих двух отверстий Г-образного рычага 60. Одно отверстие с болтом 61 расположено на его свободном конце, а другое с болтом 62 между первым отверстием Г-образного рычага 60 и подшипниковой опорой 59 и имеет форму сквозного паза 63, выполненного по радиусу.
Снизу над верхним обводом ленты 53 расположена выравнивающая полка 64 (см. фиг. 5, 7) с двумя косынками 65 по краям, которые соединены неразъемным соединением между собой и лицевой стороной вертикальной платформы 34. Горизонтальная нижняя плоскость выравнивающей полки 64 параллельна плоскости перемещения листа шпона 3, который расположен между горизонтальной нижней плоскостью выравнивающей полки 64 и верхним обводом ленты 53. Выравнивающая полка 64 имеет прямоугольное окно над вращающимся диском фрезы 42 шириной, превышающей ширину режущей пластины 66 и выступом ее режущей части не более толщины листа шпона 3 над горизонтальной плоскостью выравнивающей полки 64. Прямоугольное окно выравнивающей полки 64 снизу имеет скосы 67 от верхнего края окна с образованием минимального зазора между ним и касательной плоскостью образованной вращением диска фрезы 42 с режущей пластиной 66. Прямоугольное окно выравнивающей полки 64 формируется за счет канта объединяющего консольные скосы 67 по краю полки 64.
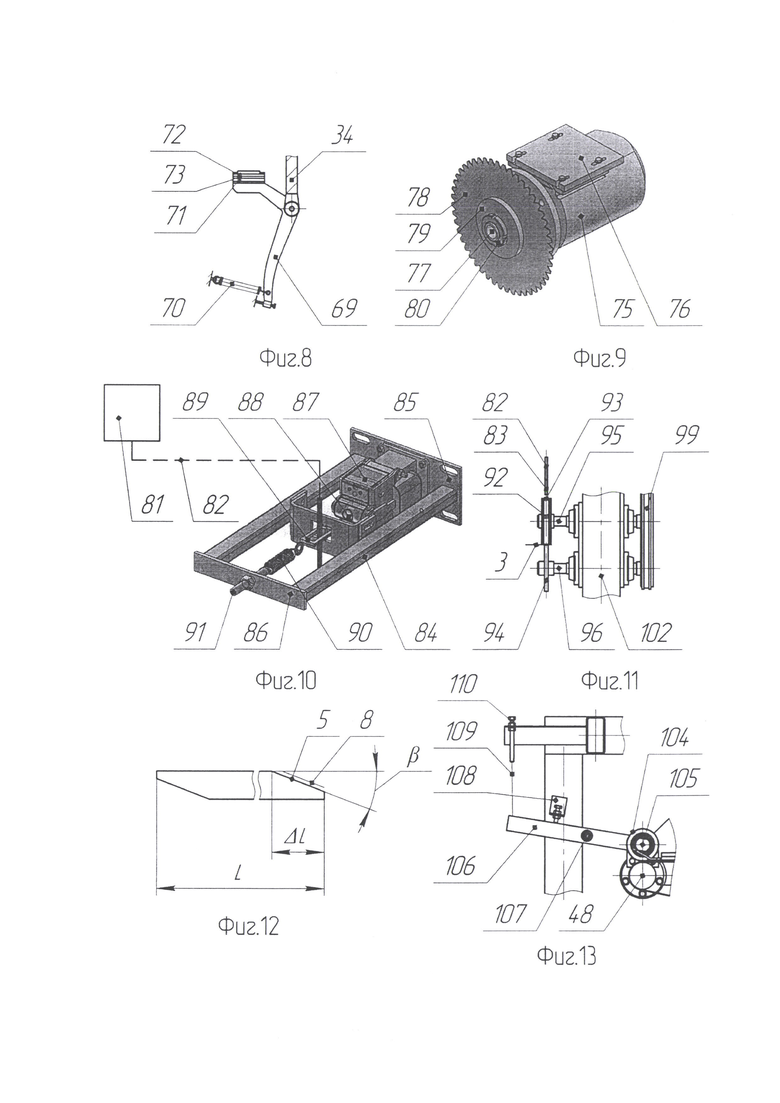
Снизу на верхнем обводе ленты 53 между многоступенчатым валом 48 и многоступенчатым валом 49 расположен прижим 68 (см. фиг. 7, 8) с регулируемой силой давления снизу на верхний обвод ленты 53. Для лучшего восприятия на фиг. 4 прижим и косынки 65 не показаны. Прижим 68 имеет изогнутый рычаг 69 (см. фиг. 8), установленный снизу на вертикальной платформе 34 с пружиной 70 и прямоугольный нажимной элемент 71 состоящий из набора подшипников 72, расположенных сверху вдоль прямоугольного нажимного элемента 71. Подшипники 72 закреплены в опорах, на которые передается воздействие пружины 70 через демпфирующую прокладку 73.
Аналогичный узел фрезерования 4 с прижимом 68 установлен с другой противоположной стороны рамы 9, с возможностью получать фаску в виде скоса 5 снизу листа шпона 3.
После фрезеровки получаются фаски с двух сторон обрабатываемого листа в виде скосов 5 (см. фиг. 12) с острыми углами β. Необходимый размер фаски в виде скоса 5 с острыми углами β на листе шпона достигается заточкой режущих пластин 66 диска фрезы 42 в определенный размер, затем происходит окончательная подрезка острого угла β до получения скоса 5.
Узел подрезки 6 расположен на вертикальном выступе 74 (см. фиг. 2) снизу перекладины 13 каркаса 1 с двух сторон рамы 9 и состоит из электродвигателя 75 (см. фиг. 9) с плитой 76. На выступающий конец электродвигателя 75 установлена втулка 77 с фланцем, на который опирается диск 78, за счет прижимной шайбы 79 при помощи накидной гайки 80.
После прохождения листа шпона 3 узлов подрезки 6 совмещенные края шпона приобретают вид ромба (см фиг. 12) со скошенными острыми углами, обрезанными в размер ΔL и полностью готовы к нанесению клея сверху на край листа шпона 3 с одной стороны, расположенной скосом 5 вверх.
Устройство нанесения клея 7 (см. фиг. 1) расположено за пределами каркаса 1 таким образом, чтобы клей, поступающий на скос 5, гарантированно не попадал на рабочие органы станка кромкофрезерного. Для этого место нанесения клея и его распределение на скосе смещено за пределы каркаса 1 вперед по ходу перемещения листа шпона 3.
Устройство нанесения клея 7 состоит из узла подачи клея с узлом ее регулировки и узла нанесения клея с механизмом вращения.
Узел подачи клея включает емкость 81 (см. фиг. 10) для клея, которая находится под постоянным небольшим избыточны давлением, и шланг 82 с наконечником 83 (см. фиг. 11).
Узел регулировки подачи клея расположен на крайней стойке 12 (см. фиг. 2) каркаса 1 и состоит из рамы 84 (см. фиг. 10) в виде двух параллельных стоек, расположенных в горизонтальной плоскости с прямоугольным основанием 85, расположенным вертикально и перекладиной 86. Между двух параллельных стоек на прямоугольном основание 85 установлено реле 87 с втягивающим наконечником 88, соединенным с одним краем рамки 89. Второй конец рамки 89 соединен с пружиной 90, а другой конец пружины 90 соединен со штифтом 91, проходящим через центральное отверстие перекладины 86. Штифт 91 на конце имеет резьбу и при помощи двух гаек, расположенных с двух сторон перекладины 86, может перемещаться и закрепляется на ней с регулировкой усилия действия пружины 90.
Емкость 81 может располагаться за пределами станка в любом удобном месте ее обслуживания. При этом шланг 82 перед наконечником 83 проходит внутри периметра рамки 89 узла регулировки подачи клея и имеет стык над горизонтальной плоскостью периметра рамки 89.
Узел нанесения клея с механизмом вращения включает вращающееся колесо 92 приема клея (см. фиг. 11) с двумя разнесенными пазами по ширине обода 93, расположенного на указанном скосе 5 листа шпона 3. Снизу листа шпона 3 под вращающимся колесом 92 расположено вращающееся подпорное колесо 94. При этом оси вращения 95 и 96 соответственно колеса 92 и 94 расположены в одной вертикальной плоскости и вращаются соответственно звездочками 97 и 98 (см. фиг. 2) при помощи цепи 99 механизма их вращения.
Механизм вращения колеса 92 приема клея и подпорного колеса 94 устройства нанесения клея 7 включает также цепь 99 с ведущей звездочкой 100, расположенной на конце единого приводного вала 19 (см. фиг. 2) перед звездочкой 30 механизма перемещения 2.
Натяжение цепи 99 механизма вращения осуществляется звездочкой 101, установленной на выносной вертикальной стойке 102, где установлены и звездочки 97 и 98, расположенные под звездочкой 101.
Станок кромкофрезерный изготавливается из разнообразного стального профиля марки Ст.3, в основном из труб прямоугольного сечения, двутавра, швеллера, листа и представляет собой сварную каркасную конструкцию, удобную для монтажа, профилактического осмотра и обслуживания с обеспечением доступа к основным узлам и механизмам.
Изготовление станка кромкофрезерного будет показан на примере получения шпона заданной длины из отдельных листов шпона размером 1650×1650×1,6 мм.
Прямоугольная рама 9, стойки 10, на которой она располагается, стойки 11 и 12 с перекладинами 13 и выносная стойка 102 изготавливаются из труб прямоугольного сечения размером 100×100 мм. Поперечины 14 с выступами 15 изготавливается из труб прямоугольного сечения размером 50×100 мм и после сварки каркаса 1 имеют следующие габариты без выносной стойки 102: высоту 1590 мм, ширину 1900 мм и длину 2330 мм с расположением верхней горизонтальной плоскости прямоугольной рамы 9 на высоте 920 мм.
Затем на сварном каркасе 1 по краям продольных перекладин прямоугольной рамы 9 устанавливают вертикально со стороны подачи листа шпона 3 заранее изготовленные кронштейны 22, напротив друг друга, с отбортовками, направленными во внутрь каркаса 1, и соединяют их неразъемным соединением на противоположных перекладинах прямоугольной рамы 9, таким образом, чтобы вертикальные параллельные плоскости их не выходили за внутренние габаритные размеры этих перекладин.
Эти вертикальные кронштейны 22 имеют соответствующие центральные отверстия, через которые проходят концевые части натяжного вала 23 транспортера 2 перемещения и выравнивания шпона 3, которые устанавливаются в подшипниковые опоры 20. В качестве подшипниковых опор 20 можно использовать подшипниковый узел UCF210 типа (фирмы) ASAHI. Эти подшипниковые узлы и подобные вертикальные кронштейны используются для установки и приводного вала 19.
Направляющие 17 транспортера 2 можно изготовить из отрезка швеллера высотой 80 мм и длиной не более 1850 мм. Они располагаются с зазором между приводным валом 19 и натяжным валом 23 в месте их контакта с транспортными лентами 16, где эти валы имеют больший диаметр. Все три направляющие 17 с транспортными лентами 16 устанавливаются на регулируемых по высоте и разнесенных между собой на 1400 мм двух поперечинах 18, установленных между стоек 11 и между крайних стоек 12 таким образом, чтобы все три направляющие 17, по которым перемещаются транспортные ленты 16, располагались в одной горизонтальной плоскости. В качестве транспортной ленты 16 можно использовать ленту Белтимпекс U10(B×S=60×2),L=4860 мм.
При изготовлении направляющих 17 в них между полками швеллера, распределено по длине перед установкой предварительно вырезаются сквозные прямоугольные отверстия, под которыми устанавливают ролики 25 (см. фиг. 3). Продольная ось ролика 25 расположена под осью симметрии сквозного прямоугольного отверстия, и установлена в подшипниковые опоры 26 с подшипниками 27, образуя подшипниковый узел. Подшипниковые опоры 26 устанавливаются с двух наружных сторон полок швеллера с возможностью регулировки их установки и крепятся каждая двумя болтами M10 с их контровкой (на фиг. 3 позицией не обозначены).
Для изготовления трех поперечин 14 используются отрезки прямоугольной трубы 50×100 мм длиной 1700 мм, к которым неразъемными соединениями при помощи сварки приварены отрезки прямоугольной трубы 50×100 мм соответствующей длины, образующие выступы 15. Свободные концы выступов 15 закрываются прямоугольными пластинами (позицией не обозначены) неразъемным соединением при помощи сварки. При этом поперечина 14, расположенная между стойками 11 соединяется с ними неразъемным соединением таким образом, чтобы выступы 15 располагались в сторону поступления листа шпона 3, а средняя поперечина 14, расположенная между перекладинами 13 соединяется с ними таким образом, чтобы выступы 15 располагались в противоположную сторону поступления листа шпона 3. К следующей поперечине 14, расположенной между перекладинами 13 выступы 15 располагаются по три с двух сторон, и соединяются с перекладинами 13 неразъемным соединением. Все поперечины 14 с выступами 15 располагаются в одной горизонтальной плоскости. К прямоугольным пластинам выступов 15 при помощи болтового соединения крепятся прижимные колеса 24 с элементами крепления их к прямоугольным пластинам выступов 15, таким образом, чтобы оси вращения колес 24, находящиеся в рабочем состоянии были попарно параллельны между собой и осями вращения соответствующих роликов 25, и находились с ними в одной вертикальной плоскости.
Прижимные колеса 24 имеют наружный диаметр обода Ф=270 мм и ширину 100 мм и изготовлены с возможностью смешения их из рабочей зоны с целью обеспечения доступа к установке, регулировке и обслуживанию роликов 25. При этом четвертый ряд прижимных колес 24, расположенный на выступах 15, направленных по ходу движения листа шпона 3 поперечины 14 расположен на транспортной ленте 16, соприкасающейся с большим диаметром приводного вала 19. Эти диаметры приводного вала 19 и натяжного вала 23 должны несколько превышать суммарную ширину швеллеров, из которых изготавливаются направляющие 17 и поперечины 18.
Прижимные колеса 24 и ролики 25 (см. фиг. 3) можно установить в подшипниковый узел типа PCJTY 20N
В качестве мотор-редуктора 28 для транспортера 2 можно использовать мотор-редуктор Sew Eurodrive R17DRS80S4; N=0,75 kВт; Ма=52 Нм. Мотор-редуктор 28 с кронштейном 31 установлен со стороны скоса 5, изготавливаемого на лицевой стороне листа шпона 3 станка кромкофрезерного. На выходном валу мотор-редуктор 28 установлена звездочка, имеющая количество зубьев Z=19 на диаметре t=19,05 и передающая при помощи цепи 29 вращение приводному валу 19 посредством звездочки 30 с количеством зубьев Z=30 на диаметре t=19,05. Для изготовления цепи 29 со стороны получения лицевого скоса 5 можно использовать цепь ПР-19,05-31,8, изготовленную по ГОСТ 13568 длиной 2228,85 мм и содержащую 117 звеньев. Кроме этого, цепь 29 обеспечивает вращение многоступенчатого вала 48, придавая ему значение ведущего вала узла фрезерования 4. На противоположном конце приводного вала 19, устанавливается вторая звездочка 30. Поэтому при вращении приводного вала 19, укороченная цепь, аналогичная цепи 29 длиной 1619,25 мм и содержащая 85 звеньев, обеспечивает вращение многоступенчатого вала 48 второго узла фрезерования 4, расположенного с противоположной стороны.
На конце приводного вала 19 со стороны скоса 5, изготавливаемого на лицевой стороне листа шпона 3 станка кромкофрезерного после установки звездочки 30 устанавливается звездочка 100, передающая при помощи цепи 99 вращение валу 95 (см. фиг. 11) устройства нанесения клея 7.
Узел фрезерования 4 является одним из основных и сложных узлов станка и от выбора входящих в него готовых изделий зависят его габариты, трудоемкость и сложность изготовления, ресурс работы, взаимозаменяемость. Ассортимент снижается. Выбор трех одинаковых подшипников 37 для вращения фрезы 42, ведущего вала 48 и вала 49 определяет не только толщину вертикальной платформы 34, но и диаметры ведущего вала 48 и вала 49, их конструкторское воплощение. В качестве этих подшипников были использованы подшипники SKF 3208 A-2RS1, ширина которых и стала толщиной вертикальной платформы 34.
Изготавливается вертикальная платформа 34 из листа стали размером 420×500 мм. Намечается равнобедренный треугольник размером основания 380 мм и высотой 140 мм, вершины которого будут служить центрами сквозных отверстий диаметром Ф=80.0 мм. Затем намечается контур вертикальной платформы 34 с прямоугольной вершиной 35 наверху, а углы основания в виде окружностей 36 с выступом их за габариты отверстий диаметром Ф=80.0 мм на 20.0 мм. Далее по намеченному контуру вертикальной платформе 34 придают заданный вид при помощи лазера или фрезерованием. Горизонтальная платформа 33 изготавливается с учетом свободной и удобной стыковки ее со стыковочными элементами выбранного электродвигателя 32 и возможностью пространственной регулировки ее в сборе с вертикальной платформой 34, на которой установлена выравнивающая полка 64 (см. фиг. 5, 7) с двумя косынками 65. Для этого горизонтальная платформа 33 снабжена тремя болтами установки узла фрезерования 4. При этом два болта (или шпильки), расположенные ближе к прямоугольной вершине 35 устанавливаются снизу перекладины 13 и один на выступе 103 к перекладине 13, который неразъемным соединением закреплен к ней сбоку.
Выравнивающая полка 64 (см. фиг. 5, 7) изготавливается из стального листа 120×160 мм и толщиной 30 мм, в котором с одной из длинных сторон по центру вырезается прямоугольный паз со скосами 67 вдоль паза. Со стороны паза свободные концы уменьшают на 15.0 мм и глубину 40.0 мм, срезая слой металла. На этот срез накладывают пластину 40×160 мм и толщиной 15.0 мм, которая в виде канта, объединяющего консольные скосы 67 по краю полки 64, образуют сквозное прямоугольное фрезеровочное отверстие. Кант крепится сверху болтами, таким образом, чтобы болты крепления не выходил за пределы горизонтальной плоскости снизу. Сверху по краям стального листа 120×160 неразъемным соединением устанавливают две косынки 65.
Сверху на высоте 39.5 мм над основанием треугольника полученной заготовки вертикальной платформы 34 размечают линию и по ней устанавливают низ выравнивающей полки 64 с косынками 65, расположенными вверх и соединяют это все неразъемным соединением. Высота установки выравнивающей полки 64 на вертикальной платформе 34 относительно основания треугольника зависит от диаметра ведущего вала 48 и вала 49, а также от толщины ленты 53. Затем в точках, определяющих углы треугольника, высверливают три сквозных отверстия диаметром Ф=80.0 мм и отверстия вокруг них под болты М10 поз. 57 для установки крышек 38. Далее устанавливают на горизонтальную плоскость монтажного стола прямоугольной вершиной 35 вниз вертикальную платформу 34 и к ней с противоположной стороны выравнивающей полки 64 неразъемным соединением стыкуют горизонтальную платформу 33, укрепляя соединение между собой косынками (позицией не обозначены). Затем в сквозное отверстие при вершине вертикальной платформы 34 устанавливают подшипник 37 в сборе с валом 41 выступом 43 на конце со стороны электродвигателя 32 и фиксируют их в этом положении установкой с двух сторон вертикальной платформы 34 крышками 38 при помощи болтов 57. Затем на вал 41 надвигается втулка 44 с упором в нижнее кольцо подшипника 37 с другой стороны. К свободному концу втулки 44 надвигается диск фрезы 42 с режущими пластинами 66 и через втулку 45 при помощи гайки 46 с резьбой М36х1.5 он крепится на валу 41 и контрят болтом 47. Диск фрезы 42 можно изготовить с использованием патента RU №2648110 п. 7. При этом пластины 66, располагаются в окне выравнивающей полки 64 с возможностью свободного вращения над скосами 67, а режущие кромки пластин выступают за пределы нижней плоскости выравнивающей полки 64 на глубину не превышающую толщину листа шпона 3 по его краю и уменьшающуюся под углом β. Затем в отверстия по углам с окружностями 36 вертикальной платформы 34 аналогичным образом устанавливаются подшипники 37 в сборе с ведущим валом 48 и валом 49, свободные концы которых расположены со стороны выравнивающей полки 64, и через втулку 55 при помощи гайки 56 с резьбой М36х1.5 они крепится в отверстиях подшипников 37. На хвостовик 50 ведущего вала 48 устанавливается звездочка 51 (см. фиг. 2), а ведомый вал 49 закрывается крышкой 38. Вал 58 натяжителя устанавливается в подшипниковой опоре 59 на конце Г-образного рычага 60 (см. фиг. 6) аналогично ведомому валу 49 с диаметром Ф=30 мм в отверстия двух спаренных подшипников 80205, выполненных по ГОСТ7242-81. Затем на горизонтальную платформу 33 устанавливают электродвигатель 32 (см. фиг. 1, 4), в качестве которого рекомендуется электродвигатель A80B2IM1001 2,2 кВт, 3000 об/мин. При этом диск фрезы 42 расположен над листом шпона 3. На выступающий конец вала электродвигателя 32 устанавливают одну часть муфты 40, а на свободный конец вала 41 вторую часть муфты 40 в виде двух звездочек Z=15; t=12,7, используя для их соединения цепь 2ПР-12.7-31,8, изготовленную по ГОСТ 13568 длиной 177,8 мм и содержащую 14 звеньев.
Узел фрезерования 4 готов к работе и установке его снизу перекладины 13 и на выступе 103. Узел фрезерования 4 с противоположной стороны устанавливают прямоугольной вершиной 35 вниз, т.е. повернутой на 180 градусов вокруг оси вращения диска фрезы 42. Таким образом диск фрезы 42 располагается под листом шпона 3.
Узел подрезки 6 можно изготовить на токарном станке. Так из металлического круга диаметром Ф 90 мм вытачивается прижимная шайба 79 толщиной 7,0 мм с центральным сквозным отверстием диаметром Ф=30 мм и углублением 2.0 мм диаметром Ф=60 мм с одной стороны. Затем вытачивается аналогичная шайба в виде фланца с двумя наружными выступами диаметром Ф=30 мм с двух сторон и центральным сквозным ступенчатым отверстием. Одно отверстие меньшее диаметром Ф=11.0 мм на длину 35 мм и другое отверстие диаметром Ф=20.0 мм. На выступе 77 фланца нарезана резьба М30х1,5, на него опирается диск пилы 78 диаметром Ф=210 мм и толщиной 1,3 мм. Рекомендуемый электродвигатель 75 с плитой 76 размером 110×110 мм и толщиной 8,0 мм может иметь следующие характеристики: n=3000 об/мин, N=0,25 кВт. Узел подрезки 6 собирается следующим образом: на выступающий конец электродвигателя 75 вставляется выступ фланца, с отверстием диаметром Ф=11.0 мм на длину 30 мм и через шайбу наружным диаметром 19 мм и через отверстие диаметром Ф=20.0 мм при помощи болта М4мм крепится в торцевое соответствующее резьбовое отверстие выступающего конца электродвигателя 75. Далее на выступ 77 с отверстием диаметром Ф=20.0 мм устанавливается диск пилы 78, а затем прижимная шайба 79, которая при помощи накидной гайки 80 прижимает диск пилы 78 к аналогичной шайбе фланца. Узел подрезки 6 готов к установке и работе.
Узел подачи клея устройства нанесения клея 7 изготавливается из неметаллических покупных изделий, герметично соединяющихся между собой. Емкостью 81 может быть двадцатилитровая канистра с отметкой минимального уровня, она может находиться под постоянным небольшим избыточным давлением. На высоте не более 100 мм от горизонтальной плоскости расположения рамы 84 устанавливается быстросъемный стык шланга 82 с наконечником 83. При этом наконечник 83 имеет регулируемое положение над ободом 93 вращающегося колеса 92 приема клея, которое фиксируется по результатам тестирования.
Узел регулировки подачи клея для устройства нанесения клея 7 включает реле 87 с втягивающим наконечником 88. В настоящее время таких реле выпускается великое множество и любое может подойти. Главное, чтобы оно преодолело усилие пружины 90, втягивающее наконечник 88 и усилие полного перекрытия подачи клея по шлангу 82. Это зависит от многих факторов и настраивается в зависимости от их сочетаний.
Узел нанесения клея с механизмом вращения устройства нанесения клея 7 состоит из выносной стойки 102, выполненной из прямоугольной трубы сечением 100×100 мм и длиной 700 мм, которая крепится болтовым соединением к торцу перекладины прямоугольной рамы 9 вертикально вверх. В ней на расстоянии между собой 120 мм просверливают заранее два отверстия диаметром Ф=20 мм и выше на 150 мм третье отверстие диаметром Ф=20 мм. Устанавливают в два нижних из них оси вращения 95 и 96 с подшипниковыми опорами с выступом осей вращения 95 и 96 с двух сторон. На внешней стороне каркаса 9 на выступающие концы осей вращения 95 и 96 устанавливают звездочки 97 и 98 (см. фиг. 2) в вертикальной плоскости, в которой находится звездочка 51, установленная на конце приводного вала 19. В этой же вертикальной плоскости на выносной стойке 102 устанавливается звездочка 101 натяжения цепи 99, объединяя их в этой вертикальной плоскости. Звездочка 51 является ведущей звездочкой механизма вращения и все они изготовлены с количеством зубьев Z=l 5 и с шагом t=19,05.
На противоположной стороне выносной стойки 102 на выступающие концы осей вращения 95 и 96 устанавливают соответственно колесо 92 приема клея и подпорное колесо 94, оси вращения которых находятся в одной вертикальной плоскости. Колесо 92 приема клея имеет наружный диаметр обода Ф=120 мм и ширину 10 мм, по краям наружного диаметра которого выточены две канавки шириной 1.0 мм и глубиной 0,5 мм. Подпорное колесо 94 имеет гладкий наружный обод.
Таким образом, устройство нанесения клея 7 состоящее из узла подачи клея с узлом ее регулировки и узла нанесения клея с механизмом вращения собирается непосредственно на каркасе 1 станка кромкофрезерного с установленным транспортером 2 и готов к эксплуатации после заполнения емкости 81 и подключения ее к системе подачи давления.
Изготовление станка кромкофрезерного предполагает установку двух прижимов 68 (см. фиг. 7, 8) ленты 53 с краем листа шпона 3 к выравнивающей полке 64 и установкой двух узлов прижима края листа шпона 3 к ленте 53 перед полкой 64 по одному на каждый из двух узлов фрезерования 4 после их установки. При этом необходимо отметить, что установку этих прижимов можно производить и ранее, но только после установки транспортера 2 и узлов фрезерования 4 на готовый каркас 1.
Для установки прижима 68 (см. фиг. 7, 8) ленты 53 с краем листа шпона 3 к выравнивающей полке 64 прямоугольный нажимной элемент 74 прижима 68 выступающим набором подшипников 72 располагается на горизонтальном обводе ленты 53, которая вращаясь, синхронно перемещает горизонтально вместе с транспортером 2 лист шпона 3, одновременно прижимая его к выравнивающей полке 64 с противоположной ее стороны, стороне установленного диска фрезы 42. При этом площадь прижима 68, выступающим набором подшипников 72 определяется шириной ленты 53 и двукратной длиной расстояния между скосами 67 окна фрезерования. Это положение фиксируется установкой отверстия рычага 69 между коротким и длинным рычагом на торце основания платформы 34 посредством кронштейна с осью, проходящей через это отверстие. Длинный рычаг на конце имеет пружину 70, конец которого устанавливается по месту к ближайшему элементу каркаса 1 с регулировкой усилия нажимного элемента 74 от воздействия пружины 70. Аналогично второй прижим 68 устанавливается на противоположной стороне каркаса 1 и платформе 34 второго узла фрезерования 4.
Второй узел - узел прижима края листа шпона 3 к ленте 53 (см. фиг. 13) расположен непосредственно перед выравнивающей полкой 64 по ходу его движения, который роликом с подшипниками 105 осуществляет его прижим к ленте 53, расположенной непосредственно на многоступенчатом валу 49. При этом ось вращения ролика 104 и ось вращения многоступенчатого вала 49 находятся в одной вертикальной плоскости. Ось вращения ролика 104 установлена на конце прямолинейного рычага 106 с осью его поворота 107. За осью поворота прямолинейного рычага 106 установлен ограничитель поворота 108, а на конце его пружина 109 с регулировочным винтом 110 на специальном выступе перекладины 13.
Изготавливается узел прижима края листа шпона 3 к ленте 53 следующим образом и не исключает некоего другого. Так, прямолинейный рычаг 106 можно изготовить из прямоугольной трубы сечением 40×40 мм и длиной 390 мм со скосом торца под углом 45 градусов. На длиной стороне прямоугольной трубы со стороны скоса отступают расстояние 25 мм и сверлится отверстие диаметром Ф=12 мм под установку оси диаметром Ф=30 мм с хвостовиком с резьбой M12 под установку на нем ролика 104 диаметром Ф=90 и длиной 80 мм с двумя подшипниками 105. Хвостовик оси диаметром Ф=30 мм с роликом 104 и подшипниками 105 вставляются в отверстие диаметром Ф=12 мм прямоугольной трубы и закрепляется на ней при помощи гайки Ml2 с пружинной шайбой. На расчетном расстоянии прямоугольной трубы сверлят сквозное отверстие диаметром Ф=22 мм под установку оси поворота 107 прямолинейного рычага 106 и при помощи гайки с пружинной шайбой он устанавливается на оси поворота 107, которая в свою очередь крепится к стойке 12. В отверстие на свободном конце прямолинейного рычага 106 устанавливается пружина 109, которая другим концом соединена с регулировочным винтом ПО, установленным на специальном выступе перекладины 13. При этом прямолинейный рычаг 106 упирается в установленный разъемным соединением регулируемый винтом ограничитель поворота 108.
Аналогично второй узел прижима края листа шпона 3 к ленте 53 устанавливается на противоположной стороне каркаса 1.
Изготовление станка кромкофрезерного завершается установкой двух направляющих 111 (см. фиг. .1) поддержки края отфрезерованного листа шпона 3, выполненного из листового проката толщиной 1,2 мм размером 180×660 мм со сквозным пазом под установленный вращающийся диск 78 узла подрезки 6. Направляющие 111 устанавливается в горизонтальной плоскости с двух сторон каркаса 1, в которой перемещается лист шпона 3 на транспортере 2. При этом вращающийся диск 78 узла подрезки 6 выступает из сквозного паза направляющей 111 не более 5 мм и не должен при вращении касаться периметра сквозного паза.
Изготовление станка кромкофрезерного завершается также установкой кожухов на выступающие вращающиеся узлы и механизмы и кожухи для узлов фрезерования 4 и подрезки 6, закрывающие рабочие зоны фрезерования и пиления, для которых предусмотрены патрубки для подключения к системе аспирации и удаления пыли и опилок из этих рабочих зон.
После монтажа на каркасе 1 транспортера 2, двух узлов фрезерования 4 (см. фиг. 1, 4), двух узлов подрезки 6, одного устройства нанесения клея 7, двух направляющих 111 с последующей установкой двух прижимов 68 на ленте 53 с краем листа шпона 3, прижатым к выравнивающей полке 64 и двух узлов прижима края листа шпона 3 к ленте 53, проводится наладка собранного станка кромкофрезерного и его дальнейшая эксплуатация.
Способ подготовки листа шпона к склейке на ус проявляется в работе станка кромкофрезерного и осуществляется следующим образом.
Подлежащие обработке листы шпона 3 непрерывно подаются с помощью приставного транспортера на транспортные ленты 16 с минимальным зазором между ними, которые приводятся в движение приводным валом 19 при помощи мотор-редуктора 28. При попадании их в промежуток между первым рядом прижимных колес 24 и роликами 25 лист шпона 3 приобретает устойчивое самостоятельное заданное движение и перемещается при помощи транспортных лент к узлам фрезерования 4. Мотор-редуктор 28 обеспечивает вращение приводного вала 19 за счет цепной передачи 29, вращающей звездочку 30 приводного вала 19. Одновременно начинается работа узла фрезерования 4. Цепная передача 29 вращает звездочку 51, установленную на хвостовике ведущего многоступенчатого вала 48, который обеспечивает перемещение ленты 53, расположенной на ведущем валу 48 и валу 49, на которых она расположена и перемещается синхронно с транспортными лентами 16 края листа шпона 3 вдоль полки 64. При этом узел прижима края листа шпона 3 к ленте 53 осуществляет прижим ролика 104 в месте нахождения оси его вращения в одной вертикальной плоскости с осью вращения многоступенчатого вала 49.
С другой стороны каркаса 1 приводной вал 19 имеет туже звездочку 30 и аналогичную цепную передачу, которая вращает звездочку 51, установленную на хвостовике ведущего многоступенчатого вала 48 второго узла фрезерования 4 с узлом прижима края листа шпона 3 к ленте 53 роликом 104.
Далее лист шпона 3 перемещается на транспортных лентах 16 с синхронным перемещением краев шпона 3 на ленте 53 узлов фрезерования 4 до поступления его в промежуток между вторым рядом прижимных колес 24 и роликами 25. При этом лист шпона 3 приобретает более устойчивое самостоятельное движение, при котором это движение не чувствительно к воздействию внешних факторов. Т.е. лист шпона 3 подготовлен к фрезеровке его концов для получения скосов 5. К моменту начала фрезерования на лист шпона 3 воздействуют два первых ряда прижимных колес 24 с роликами 25, расположенных на первых двух поперечинах 14, формирующих общее направление его движения и два узла прижима края листа шпона 3 к ленте 53 роликом 104, расположенных по его краям.
Включается электродвигатели 32 узлов фрезерования 4 и края листа шпона 3, прижатые лентами 53, посредством прижима 68 к выравнивающей полке 64 продвигаясь между скосами 67 режущими пластинами 66 вращающегося диска фрезы 42 в прямоугольном окне выравнивающей полки 64 образуют неподрезанные скосы 5 по краю листа шпона 3 под углом β с двух сторон
Минуя узлы фрезерования 4 края листа шпона 3 попадают на направляющие 111, которые находятся в горизонтальной плоскости перемещения листа шпона 3 и попадают под воздействие вращающегося диска 78 узла подрезки 6, который (см фиг. 12) обрезает края листа шпона 3 в заданный и он движется дальше к нанесению клея сверху на скощенный край листа шпона 3, расположенного скосом 5 вверх.
После прохождения узла подрезки 6 и первого ряда прижимных колес 24 с роликами 25 первого листа шпона 3 в промежуток между первым рядом прижимных колес 24 и роликами 25 впритык вставляется второй лист шпона 3, а первый продолжает движение к устройству нанесения клея 7.
Устройство нанесения клея 7 работает следующим образом. При включении мотор-редуктор 28 за счет цепной передачи 29 происходит вращение приводного вала 19, на конце которого со стороны скоса 5, обращенного вверх установлена звездочка 100, которая при помощи цепной передачи 99 приводит во вращение одновременно вращающееся колесо 92 приема клея и подпорное колесо 94. При подходе края листа шпона 3 к этим колесам подается сигнал на реле 87, и пружина 90 вытягивает наконечник 88 с рамкой 89, освобождая шланг 82 от пережатия (как показано на фиг. 10) и клей из емкости 81, которая находится под постоянным небольшим избыточны давлением через шланг 82 и наконечником 83 (см. фиг. 11) поступает сверху на вращающееся колесо 92 приема клея узла регулировки подачи клея, тем самым нанося клей на скос 5. Далее после нанесения клея на первый лист шпона 3 он готов к склейке на ус и перемещается лентами на отводящий транспортер для последующей стыковки и склейки. За ним следуют последующие готовые к склейке на ус листы шпона 3.
Таким образом предложенная группа изобретений позволяют создать кромку заданной длины до 30 мм, что значительно улучшает качество склейки. Создать компактное оборудование подготовки листа шпона к склейке, которое просто в изготовлении, настройке и эксплуатации, сократить время подготовки листа шпона для склейки листа на ус, за счет уменьшения его габаритных размеров и времени его продвижения по пути подготовки, снизить металлоемкость станка и энергозатратность с одновременным повышением качества его изготовления.

Группа изобретений относится к деревообрабатывающей промышленности, в частности к подготовке листов шпона к склейке на ус. Станок кромкофрезерный включает транспортер (2) перемещения и транспортировки листа шпона и дополнительные ленты перемещения его краев, два узла фрезерования (4), два узла подрезки (6), расположенные с двух сторон перемещающегося листа шпона на каркасе (1), и устройство нанесения клея (7). Каркас состоит из прямоугольной рамы (9), на которой расположены стойки с параллельными перекладинами (13), объединенные поперечинами (14). На поперечинах расположены выступы (15). Транспортер включает три транспортные ленты (16), каждая из которых расположена на направляющих, расположенных на двух поперечинах (18). Транспортные ленты выполнены с возможностью вращения при помощи единого приводного вала (19), концы которого установлены в подшипниковые опоры (20), расположенные в кронштейнах (21), которые установлены на двух параллельных перекладинах в конце прямоугольной рамы. Улучшается качество склейки, сокращается время подготовки листа шпона для склейки на ус, снижается металлоемкость станка, повышается качество его изготовления. 4 н.п. ф-лы, 13 ил.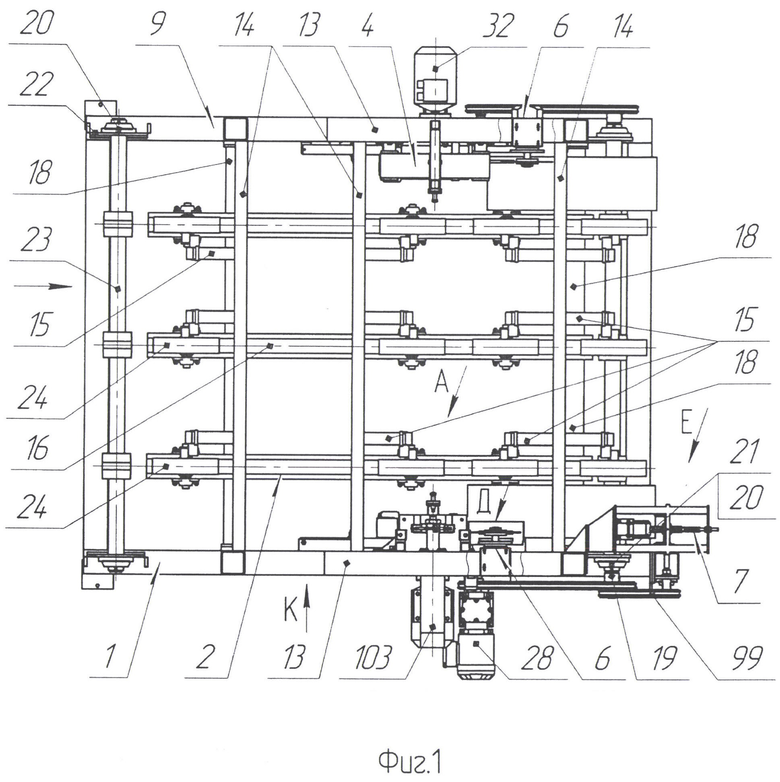
1. Способ подготовки листа шпона к склейке на ус, включающий подачу листа шпона на механизм перемещения и транспортировку к двум узлам фрезерования и двум пилам форматирования, расположенным с двух сторон каркаса, с дополнительным перемещением его краев с использованием вращающихся лент и образование скосов вдоль края с двух сторон листа шпона с форматированием по ширине и нанесением клея на скос, обращенный кверху, отличающийся тем, что транспортировка поступающего листа шпона производится механизмом перемещения до его передачи на склейку с дискретным местным воздействием на лист шпона усилий, в местах соприкосновения ленты с роликами, по которым они перемещаются, а дополнительное перемещение его краев осуществляется с использованием вращающихся лент многоступенчатых валов узлов фрезерования, при этом края шпона находятся полностью на лентах и прижимаются к ней дополнительными узлами прижима краев листа шпона к ленте непосредственно перед выравнивающей полкой по ходу его движения роликом, осуществляя прижим к лентам, расположенным непосредственно на ведомых многоступенчатых валах, при этом ось вращения ролика и ось вращения многоступенчатого вала находятся в одной вертикальной плоскости, а лист шпона перемещается в одной горизонтальной плоскости с транспортером, при этом это перемещение на лентах транспортера и лентах узлов фрезерования происходит с одной скоростью и от одного мотор-редуктора с прижимом краев листа шпона к выравнивающим полкам и при прохождении краев шпона над окном выравнивающих полок происходит образование скоса диском фрезы с отсосом стружки с дальнейшим продвижением края листа шпона с полученным скосом к узлам подрезки для форматирования листа шпона с отсосом стружки и получением скосов одного сверху, а другого снизу, на первый из которых при прохождении между двух колес наносится слой клея путем подачи его сверху на обод вращающегося колеса за счет единого мотор-редуктора и дальнейшее перемещение на отводящий транспортер для последующей склейки его на ус с другим листом шпона, при этом следующий лист шпона подается в стык с предыдущим.
2. Станок кромкофрезерный способа подготовки листа шпона к склейке на ус, включающий транспортер перемещения и транспортировки листа шпона и дополнительные ленты перемещения его краев, два узла фрезерования, два узла подрезки, расположенные с двух сторон перемещающегося листа шпона на каркасе, и устройство нанесения клея, отличающийся тем, что каркас состоит из прямоугольной рамы, установленной в горизонтальной плоскости на четырех стойках, на которой расположены стойки с параллельными перекладинами, поперечины и кронштейны, включая кронштейны, выполненные в виде выступов, на которых установлены основные узлы и устройства, при этом транспортер перемещения и транспортировки включает три транспортные ленты, каждая из которых расположена на направляющих, регулируемых по высоте двумя поперечинами и на которые вдоль них и порядно установлены прижимные колеса соприкосновения транспортных лент с роликами, по которым они перемещаются с листом шпона по всей горизонтальной плоскости транспортера посредством вращения единого натяжного вала и единого приводного вала со звездочками на его выступающих концах за счет одного мотор-редуктора при помощи цепной передачи перемещения, а каждый узел фрезерования имеет дополнительные ленты перемещения его краев, расположенные на многоступенчатых валах с двух сторон выравнивающей полки с окном и обеспечивает прижим края листа шпона к ней при помощи прижима с изогнутым рычагом, а лента, расположенная непосредственно на ведомом многоступенчатом валу, прижата к нему роликом, при этом ось вращения ролика и ось вращения многоступенчатого вала находятся в одной вертикальной плоскости, при этом диск фрезы расположен над окном выравнивающей полки, вращение которой обеспечивает электродвигатель, установленный в составе фрезерного узла на перекладине и выступе каркаса с возможностью регулировки его на каркасе при установке, при этом на хвостовике ведущего многоступенчатого вала узла фрезерования установлена звездочка, находящаяся в зацеплении с цепной передачей мотор-редуктора, осуществляющая перемещение дополнительной ленты перемещения краев шпона, каждый узел подрезки с вертикальными дисками пил расположен за узлом фрезерования перед устройством нанесения клея, которое состоит из узла подачи клея с узлом ее регулировки и узла нанесения клея с механизмом вращения, при этом емкость узла подачи клея расположена за пределами станка, узел регулировки подачи клея расположен на крайней стойке с внешней стороны каркаса, а узел нанесения клея с механизмом вращения расположен на выносной стойке за пределами прямоугольной рамы каркаса, при этом механизм вращения колеса приема клея цепной передачей связан со звездочкой единого приводного вала транспортера.
3. Узел фрезерования станка кромкофрезерного, состоящий из конвейера с лентой, электродвигателя и узла образования скоса под определенным расчетным углом в виде фаски вдоль листа шпона, отличающийся тем, что он выполнен из горизонтальной платформы и вертикальной платформы, неразъемно соединенных между собой под углом 90°, при этом вертикальная платформа имеет треугольную форму с основанием внизу, углы основания которого имеют окружности с выступом их за габариты углов треугольника, а угол при вершине имеет прямоугольный выступ с выходом его за габариты вершины треугольника, в углах которых выполнены отверстия, в два из которых в основание установлены с использованием подшипников оси вращения ведомого многоступенчатого вала и ведущего многоступенчатого вала с хвостовиком для установки звездочки, а в третье при вершине с использованием подшипников установлен вал с фрезой на конце, при этом свободный конец этого вала, выступающий с обратной стороны вертикальной платформы, через муфту соосно состыкован с выступающим концом вала электродвигателя, установленного на горизонтальной платформе, при этом между ступенчатыми валами над лентой, расположенной на них, установлена выравнивающая полка с косынками по краям и с прямоугольным окном фрезерования, а нижнее полотно ленты снабжено регулируемым натяжителем.
4. Устройство нанесения клея станка кромкофрезерного, устанавливаемое на несущий каркас и состоящее из емкости с клеем и шлангом подачи клея с регулировкой его подачи, отличающееся тем, что емкость с клеем находится под избыточным давлением и расположена за пределами станка, а шланг имеет сменный наконечник, расположенный над вращающимся ободом колеса с двумя разнесенными канавками, при этом шланг имеет стык, под которым размещена рамка, открывающая и закрывающая перемещение клея в шланге при помощи реле, а узел нанесения клея установлен на выносной стойке каркаса и имеет подпорное колесо под листом шпона, а сверху листа шпона в одной вертикальной плоскости с осью вращения подпорного колеса расположена ось вращения колеса приема клея, над ободом которого расположен сменный наконечник для подачи клея, при этом звездочки подпорного колеса и колеса приема клея объединены с второй крайней звездочкой на конце приводного вала транспортера цепной передачей, позволяющей произвести перенос клея на скос при их вращении и перемещении листа шпона.
| US 5992281 A, 30.11.1999 | |||
| US 4841907 A, 27.06.1989 | |||
| US 3461932 A, 19.08.1969 | |||
| RU 2058886 C1, 27.04.1996 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ОГНЕЗАЩИЩЕННОЙ ФАНЕРЫ И ФАНЕРНЫХ ПЛИТ | 1997 |
|
RU2113982C1 |

