Изобретение относится к обработке металлов давлением, в частности, к способам изготовления крутоиэогнутых отводов из трубных заготовок. Наиболее близким по технической сущности и достигаемому эффекту к предложенному способу является способ изготовления крутоизогнутых отводов путем гибки протяжкой по рогообразному сердечнику непрерывно подаваемой трубной заготовки с одновре менным ее нагревом, ij . Недостатком данного способа является то, что при протяжке по рогообразному сердечнику труб, особенно с малой относительной толщиной (толи ина стенки 1-2 мм при диаметре 20-120 по переднему торцу трубы в месте соприкосновения ее с вогнутой образующей рогообразного сердечника, име ющей максимальную кривизну, образуются смятия и разрывы, что объясняет ся возникновением в указанной зоне трубной заготовки как максимальных деформаций растяжения, так и максимальных сил трения. Смятия приводят к снижению качества получаемых отво дов, а разрывы - к значительным отходам в Производство. Кроме того, при появлении разрывов повьпиается трудоемкость процесса формообразования отводов, так как в зтом случае процесс должен быть прерван, устройство для осуществления процесса демонтировано, т.е. нагревательное устройство, рогообразный сердечник и трубная заготовка сняты, участок заготовки с разрывом отрезан, а затем для продолжения процесса необходимо вновь установить заготовку на позицию обработки и смонтировать уст ройство. Цель изобретения - улучщение качества изготавливаемьк отводов и повышение выхода годного. Поставленная цель достигается тем, что согласно способу изготовления крутоизогнутых отводов путем гибки протяжкой по рогообразному сердечнику непрерывно подаваемой трубной заготовки с одновременным ее нагревом, на переднем торце заготовки предварительно выполняют скос под углом к продольной ее оси, а при гибке заготовку располагают относительно рогообразного сердечника ост- рым углом скоса со стороны его образующей с вогнутым профилем максималь ной кривизны. На чертеже показана схема осуществления процесса изготовления крутоизогнутых отводов. Предлагаемьй способ осуществляется следующим образом. На штанге 1, одним концом закрепленной на станине пресса, а на другом конце несущей рогообразный сердечник 2, устаналивают трубную заготовку 3. Перед установкой заготовки 3 на ее переднем торце выполняет скос под углом к продольной оси заготовки. Затем устанавливают заготовку 3 на штангу 1, при этом заготовку располагают относительно рогообразного сердечника острым углом скоса со стороны его образующей с вогнутым профилем 4 максимальной кривизны. Закрепляют рогообразный сердечник 2 и нагревательное устройство 5. Для получения крутоизогнутого отвода производят непрерывную подачу трубной заготовки 3 по штанге 1 и рогообразному сердечнику 2 под воздействием направленного в задний торец заготовки усилия Р подвижной траверсы 6. При перемещении заготовки по рогообразному сердечнику происходит одновременный нагрев ее и гибка протяжкой с раздачей по диаметру. Пример. Изготовление тонкостенного крутоизогнутого отвода диаметром Д 63 мм с толщиной стенS 1 мм из трубы-заготовки сплава АМг2М с ДЯ.У. А2 мм и толщиной стенки t мм осуществляют следующим образом. На переднем торце трубы-заготовки 3 вьтолняют скос под углом к продольной оси ее, смазывают внутреннюю поверхность заготовки и устанавливают на штангу 1, при этом заготовку располагают относительно рогообразного сердечника 2 острым углом скоса со стороны его образующей с вогнутым профилем 4 максимальной кривизны. После подготовки устройства к работе и установки заготовки и нагревateльнoгo устройства 5 включают привод перемещения подвижной траверсы 6, которая усилием перемещает трубную заготовку 3 и наталкивает ее на рогообразный сердечник 2. При движении по сердечнику с одновременным нагревом происходит изготовление крутоизогнутого отвода из трубной заготовки.
3
Как известно, опасной зоной при протяжке труб по рогообразному сердечнику является передний торец трубы, взаимодействующий с вогнутой обрзующей рогообразного сердечника, имющей максимальную кривизну. В процессе изготовления крутоизогнутого отвода по предложенному способу происходит наталкивание трубной заготовки по вогнуть1м образующим сердечника ее острым углом скоса. При таком расположении угла скоса больших напряжений в опасной зоне заготовки не возникает, так как передний острый угол практически не подвержен воздействию усилий раздачи, поскольку его сечение, перпендикулярное продольной оси заготовки, не является замкнутым.
524
благодаря чему в указанной зоне не возникает максимальных деформаций растяжения и сил трения, и тем самым устраняется возможность появления
разрывов.
Использование предлагаемого способа по сравнению с известными способами обеспечивает существенное улучшение качества отводов и повышение выхода годного вследствие устра нения возможности появления-разрывов по торцам отводов; снижение трудоемкости процесса изготовления крутоизогнутых отводов с малой относительной
толщиной стенки в результате сокращения подготовительного времени, затрачиваемого на переналадку устройства в случае появления разрывов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления крутоизогнутых тонкостенных переходников | 1988 |
|
SU1581411A1 |
| Способ изготовления крутоизогнутых отводов | 1985 |
|
SU1278063A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ОТВОДОВ | 1996 |
|
RU2096113C1 |
| Способ изготовления изогнутых отводов | 1984 |
|
SU1247117A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ОТВОДОВ ИЗ ВЫСОКОЛЕГИРОВАННОЙ СТАЛИ | 2011 |
|
RU2465087C1 |
| ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ОТВОДОВ | 1990 |
|
SU1792002A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ОТВОДОВ | 2001 |
|
RU2205712C2 |
| Рогообразный сердечник | 1981 |
|
SU963611A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТВОДОВ | 1991 |
|
RU2028849C1 |
| Устройство для изготовления крутоизогнутых отводов | 1984 |
|
SU1260061A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ОТВОДОВ путем гибки протяжкой по рогообразному сердечнику непрерывно подаваемой трубной заготовки с одновременным ее нагревом, о тличающийся тем, что, с целью улучшения качества.изготавливаемых отводов и повышения выхода годного, на переднем торце заготовки предварительно выполняют скос под углом к продольной ее оси, а при гибке заготовку располагают относительно рогообразного сердечника острым углом скоса со стороны его образующей с вогнутым профилем максимальной кривизны.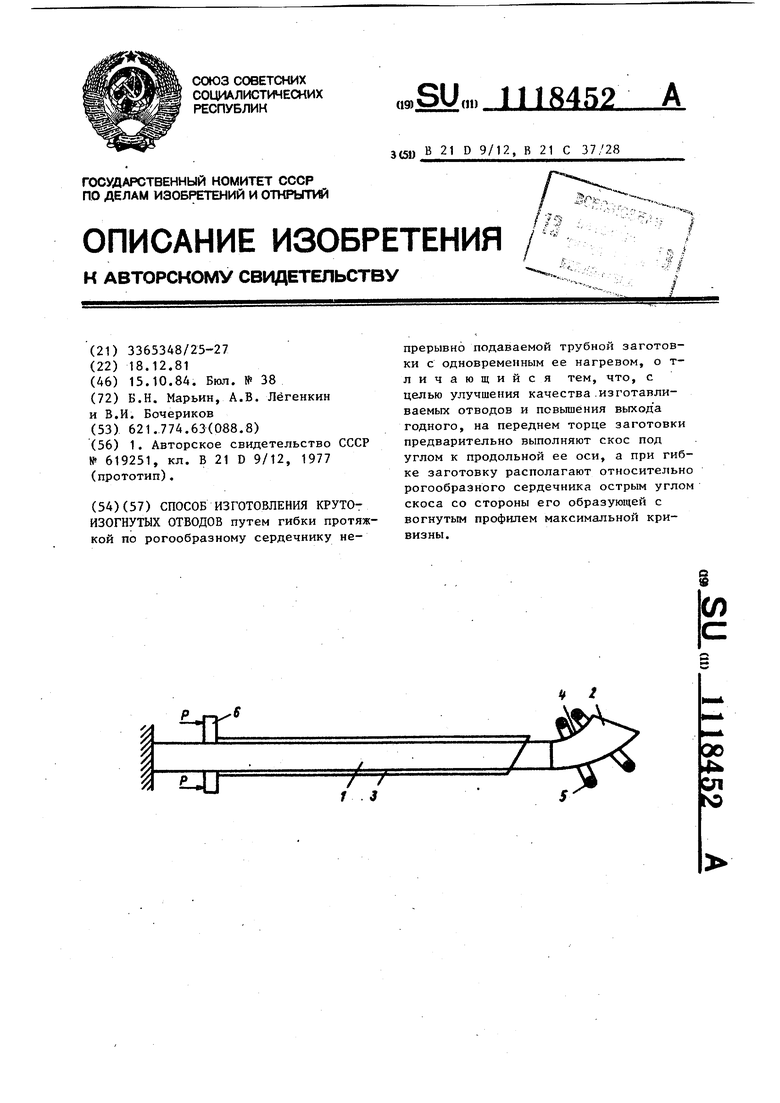
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления крутоизогнутых отводов | 1977 |
|
SU619251A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
