Изобретение относится к обработке металлов давлением, в частности к способам изготовления крутоиэогнутых переходников.
Цель изобретения - повышение производительности .
На фиг, 1 показано формирование фланца на рогообразном сердечнике; на фиг, 2 и 3 - изготавливаемые детали .
Способ осуществляется следующим образом.
На штанге, одним концом закрепленной на станине пресса, а на другом конце несущей рогообразный сердечник 1, на торце которого закреплена съемная конусная его часть 2, установлена трубная заготовка 3. Для получения крутоизогнутого переходника производят непрерьшную подачу трубной заготовки 3 по рогообразному сердечнику 1, при перемешивании заготовки
20 Изобретение позволяет получать цельнотянутые отводы с фланцем за одну технологическую операцию, что позволяет повысить производительность кроме того, способ не требует больших
Формула изобретения Способ изготовления крутоизогну3 происходит одновременный нагрев и .
гибка протяжкой с раздачей по диамет- затрат на изготовление оснастки, ру. При этом вначале получают участок отвода большего диаметра путем протяжки по конусной части 2 на необходимую длину. Затем подачу останавливают и снимают конусную часть 2, скру-30 тых отводов, преш ущественно с флан- чивая болт 4 при помощи ручки 5. цем, путем гибки с протяжкой по рого- После снятия оправки включают пода- образному сердечнику трубной заготов- чу заготовки и производят дальнейшую протяжку.
35
Пример. Для изготовления крутоизогнутого отвода из материала АМГ-2М с наружным диаметром одного koнцa 80 мм, а другого - 85 мм, толщиной стенки 1,5 мм, Радиусом гиба 120 мм берется труба АМГ-2М диамет™
ром 63 мм, толщиной стенки 1,5 мм„
ки с одновременным ее нагревом, отличающийся тем, что, с - целью повышения производительности, сначала изготавливают участок большего диаметра путем протяжки трубной заготовки по установленной со стороны торца рогообразного сердечника 40 съемной конусной его части, а затем после снятия последней изготавливают участок меньшего диаметра.
Трубную заготовку 3 устанавливают на штангу пресса, включают рабочий ход пресса и заготовка под воздействием направляющего в задний торец
заготовки усилия Р, перемещается по штанге к рогообразному сердечнику 1 со скоростью 30 мм/с. При прохождении до рогообразному сердечнику заготовка нагревается с помощью индуктора и деформируется в отвод. Пройдя рогообразный сердечник, трубная заготовка наталкивается на конусную его часть, диаметр которой больше диаметра сердечника. Протяжка трубной заготовки по конусной оправке осуществляется на необходимую длину большего участка отвода. Затем останавливают подачу, снимают конусную часть и продолжают подачу по сердечнику.
Изобретение позволяет получать цельнотянутые отводы с фланцем за одну технологическую операцию, что позволяет повысить производительность, кроме того, способ не требует больших
Формула изобретения Способ изготовления крутоизогнузатрат на изготовление оснастки, тых отводов, преш ущественно с флан- цем, путем гибки с протяжкой по рого- образному сердечнику трубной заготов-
затрат на изготовление оснастки, тых отводов, преш ущественно с флан- цем, путем гибки с протяжкой по рого- образному сердечнику трубной заготов-
ки с одновременным ее нагревом, отличающийся тем, что, с - целью повышения производительности, сначала изготавливают участок большего диаметра путем протяжки трубной заготовки по установленной со стороны торца рогообразного сердечника съемной конусной его части, а затем после снятия последней изготавливают участок меньшего диаметра.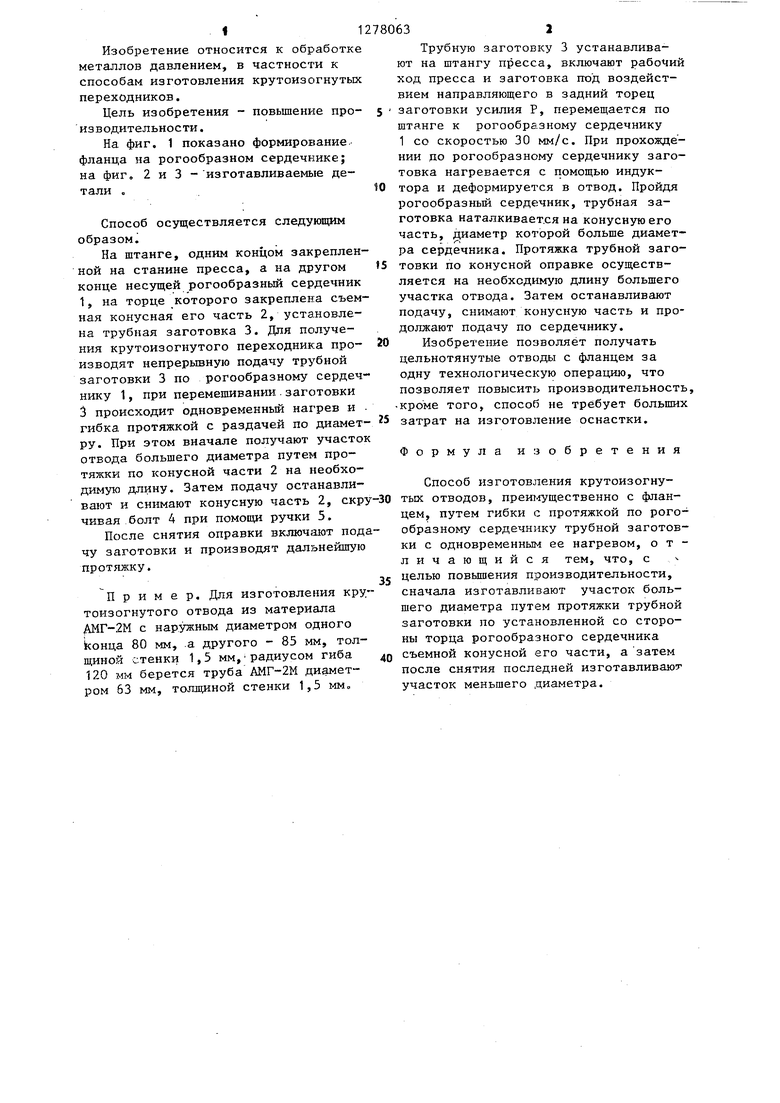
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления крутоизогнутых тонкостенных переходников | 1988 |
|
SU1581411A1 |
| Рогообразный сердечник | 1983 |
|
SU1224042A1 |
| Способ изготовления крутоизогнутых отводов | 1981 |
|
SU1118452A1 |
| Рогообразный сердечник для изготовления отводов из трубных заготовок | 1979 |
|
SU863069A1 |
| Рогообразный сердечник для изготовления отводов из трубных заготовок | 1982 |
|
SU1061882A1 |
| Способ изготовления изогнутых отводов | 1984 |
|
SU1247117A1 |
| Способ изготовления крутоизогнутых отводов | 1985 |
|
SU1340863A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ОТВОДОВ | 1996 |
|
RU2096113C1 |
| Рогообразный сердечник | 1981 |
|
SU963611A1 |
| Устройство для изготовления крутоизогнутых отводов | 1984 |
|
SU1260061A1 |
Изобретение относится к обработке металлов давлением, в частности к способам изготовления крутоизогнутых отводов. Изобретение позволяет повысить производительность полученньиг цельнотянутых отводов за счет получения готового отвода с фланцем за одну технологическую операцию. Протяжка трубной заготовки по конусной оправке осуществляется на небходимую длину большего участка отвода. Затем останавливают подачу, снимают конусную часть и продолжают подачу по сердечнику. 3 ил. ю 
Фиг.г
Редактор А. Козориз
Составитель И, Ковригина
Техред В.Кадар Корректор А. Обручар
Заказ 6789/8Тираж 783Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, А
иг.д
| Рогообразный сердечник для изготовления отводов из трубных заготовок | 1979 |
|
SU741988A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
