Изобретение относится к промышленности строительных материалов и может быть использовано для процессов тепловой обработки и сушки материалов.
Известен теплогенератор, [1] для осуществления тепловлажностной обработки железобетонных изделий. Недостатком способа обработки является повышение температуры среды, что приводит к деструктивным явлениям и снижению качества изделий.
Известен также способ тепловой обработки железобетонных изделий продуктами сгорания природного газа [2] с применением теплогенератора для рециркуляции теплоносителя. Однако указанный способ обеспечивает форсированный режим тепловой обработки с нарушением теплообмена в верхней зоне камеры из-за наложения контуров рециркуляции.
Задачей изобретения является снижение расхода газа и повышение качества обработки за счет постепенного наращивания уровня температурных полей и равномерности нагрева изделий.
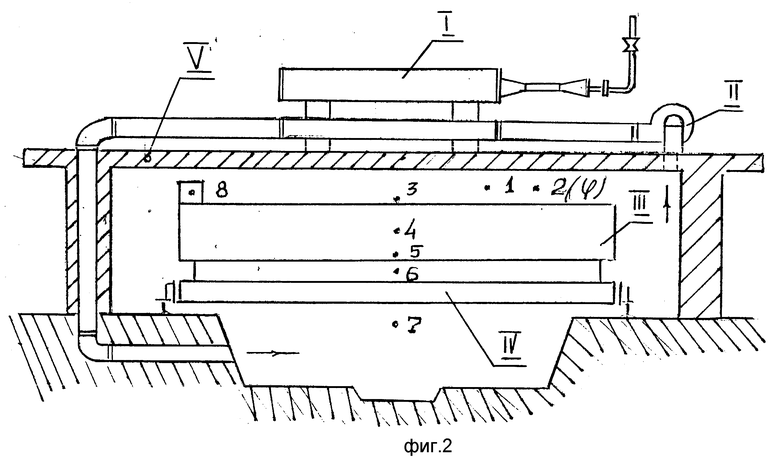
Представленная задача достигается путем установки теплогенератора на расстоянии 2/3 длины камеры от ее входа и подачи теплоносителя в нижнюю зону камеры перпендикулярно условно-замкнутому контуру рециркуляции теплоносителя с организацией тепло- и массообмена. в верхней части камеры со стороны открытой поверхности изделий.
На фиг. 1 представлена схема размещения теплогенераторов; на фиг. 2 - разрез щелевой камеры; на фиг. 3 распределение температур в центре панели в зависимости от температуры среды в верхней зоне камеры.
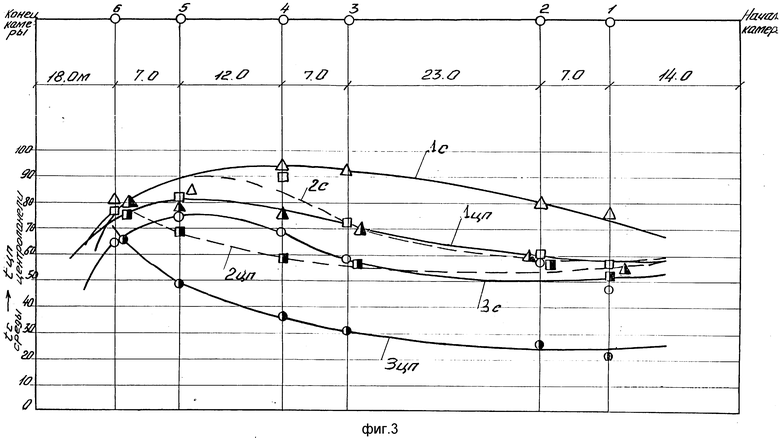
Теплогенератор 1 и рециркуляционный вентилятор 2 (фиг. 2), установленные на покрытии щелевой камеры 5. В камере 5 установлены поддон-вагонетки 4, на которых размещены керамзито-бетонные панели 3.
Для исследования тепло- и массообмена в рабочем пространстве камеры 5 были установлены хромель-копелевые термопары по высоте камеры и толщине изделия 3, обозначенные цифрами 1 8 на фиг. 2, что соответствует температурам
1 теплоносителя в верхней зоне камеры;
2 "мокрого" термометра;
3 верхней поверхности панели;
4 центра панели;
5 нижней поверхности панели;
6 поддона формы;
7 теплоносителя в нижней зоне камеры;
8 температура бетона в центре контрольного кубика.
Пример осуществления способа. Исследования проводились в одной из четырех щелевых камер Полтавского домостроительного комбината.
На фиг. 1 показан план размещения теплогенераторов. Длина камеры 88 м, ширина 4 м и высота 2 м. Расстояние от головки рельсов до покрытия равно 1,2 м. В щелевой камере размещается 11 поддонов-вагонеток длиной 8,8 м. Материал ограждающих конструкций тяжелый бетон. На покрытии каждой камеры согласно проекту установлены три теплогенератора ТОК 1.
Один из них установлен в зоне разогрева, два в зоне изотермического прогрева изделий. Система трубопроводов и вентиляторов на каждой камере образуют рециркуляционные системы, обеспечивающие теплообмен продуктов сгорания природного газа с панелями.
Согласно последним рекомендациям в "Пособии по тепловой обработке железобетонных изделий продуктами сгорания природного газа (к СНиП 3.09.01-85)" один теплогенератор в зоне изотермии был отключен.
Исследования вначале проводились с двумя оставшимися теплогенераторами - режим 1. В камере имеются три тепловые зоны: подъема температуры, изотермического прогрева, охлаждения изделий.
В каждой щелевой камере одновременно находится 35 м3 керамзитобетонных наружных стеновых панелей, вес металлических форм и поддон-вагонеток составляет 121 т.
После исследований работы щелевой камеры в режиме 1 были проведены подробные исследования с работой одного теплогенератора, установленного в зоне изотермии на расстоянии 2/3 длины от входа в камеру.
При этом особо важное значение имеет место установки теплогенератора по длине камеры, что является одним из основных моментов изобретения. При этом исследовались три варианта режимов (первый с двумя теплогенераторами, второй форсированный с одним теплогенератором, время обработки 14 ч и удлиненный - 22 ч режим 3 с одним теплогенератором).
Существенную роль играет способ подачи теплоносителя в щелевую камеру. Оказалось, что процесс тепловлажностной обработки (ТВО) можно вести при использовании только одного теплогенератора. Для этого теплогенератор необходимо расположить на 2/3 длины от ее входа (58 м), а теплоноситель следует подавать под панель, перпендикулярно движению вагонеток. В результате такого расположения теплогенератора и способа подачи теплоносителя получена оптимальная рециркуляция продуктов сгорания природного газа в камере, обеспечивающая необходимый тепло- и массоперенос, который и привел к повышению качества тепловой обработки панелей и резкого снижения расхода природного газа.
Найдены в результате исследований оптимальные размеры сечения верхней зоны, позволившие исключить при этом перегородки, разделяющие тепловые зоны щелевой камеры. В результате скорость рециркуляции продуктов сгорания в верхней зоне камеры увеличилась и соответственно, получена интенсификация процесса теплообмена между средой и панелями. Размеры сечения верхней зоны щелевой камеры над панелями составили 4,0x0,2 (h) м (фиг. 2).
Предполагаемая схема установки одного теплогенератора в соответствии с сущностью изобретения показана на фиг. 1. В результате изменения температур и определения испарения (влаги) в поперечных сечениях камеры по мере движения панелей на поддон-вагонетках найден наиболее эффективный режим тепловлажностной обработки в пределах заданной производительности.
На фиг. 3 показано изменение температуры в центре панели и среды вдоль камеры для трех исследованных режимов.
1-ый тип режимов. Работали два теплогенератора ТОК 1 (один в зоне подогрева, второй в зоне изотермии) продолжительность тепловой обработки t 17 ч. Исследование кривых изменения температуры в центре панели в зависимости от температуры среды показало, что при удлиненном режиме 3 и форсированном режиме 2 кривые имеют одинаковый характер. При этом температура бетона в центре панели при форсированном режиме выше, чем при удлиненном на 20 - 25oC и на 23 39oC, чем при режиме 1. Скорость нагрева бетона в центре панели составляла при удлиненном режиме 2 4oC в час, при форсированном режиме 2 и при режиме 1 4 6oC.
Отмечен также быстрый подъем температуры в начальной стадии прогрева при режимах 1 и 2, что приводит к интенсивному испарению воды затворения бетона на стадии подогрева и препятствует гидратации цемента, что ведет к пересушиванию поверхности наружных стеновых панелей.
2-й тип режимов. Работал один теплогенератор ТОК 1 в зоне изотермии, продолжительность тепловой обработки t 14 ч (форсированный режим).
3-й тип режимов. Работал один теплогенератор ТОК 1 в зоне изотермии, продолжительность тепловой обработки t 22 ч (удлиненный режим).
Таким образом, удлиненный режим 3 является менее энергоемким, чем форсированный режим и режим 1 с двумя теплогенераторами, так как на стадии изотермического прогрева происходит дополнительный разогрев бетона за счет изотермических реакций твердения бетона, что не требует увеличения расхода природного газа для тепловой обработки стеновых панелей.
Работа двух теплогенераторов в зоне изотермии и подогрева:
а) ухудшает условия теплообмена в щелевой камере, уменьшая величину скорости продуктов сгорания в верхней зоне камеры;
б) приводит к перерасходу газа в 1,6 раза;
в) приводит к "тепловому удару" на стадии подогрева наружных стеновых панелей, что приводит к деструктивным явлениям на границе слоев керамзитобетон отделочный слой и разрушению сцепления между ними.
Работа одного теплогенератора (режим 3) позволяет снизить температуру среды прогрева бетона в зоне изотермии до 74 85oC, не допуская ее повышения до 120 140oC, как рекомендовано СНиП 3.09.01-85 и не уменьшает суточной производительности щелевых камер.
Исследования и оптимизация тепловых режимов позволит сократить число теплогенераторов и рекомендовать изменить п.7.2 "Пособия по тепловой обработке железобетонных изделий продуктами сгорания природного газа (к СНиП 3.09.01-85)" в части обязательной установки двух теплогенераторов в камерах непрерывного действия объемом более 200 м3 (в нашем случае объем камеры составлял 650 м3) и оптимальный тепловой режим обеспечил один теплогенератор.
Мягкий режим тепловой обработки с одним теплогенератором в зоне изотермии позволяет исключить деструктивные явления, связанные с испарением влаги из тела бетона, оказывает положительное влияние на качество поверхности, исключает пересушивание изделий.
Предложенный способ позволяет сократить расход газа на тепловлажностную обработку железобетона в 1,6 раза при одновременном улучшении качества наружных поверхностей керамзитобетонных панелей. Мягкий режим тепловлажностной обработки панелей способствует повышению качества изделий в пределах заданной производительности.
При ТВО за счет интенсификации рециркуляции продуктов сгорания газа, полученной в результате уменьшения сечения пространства верхней зоны камеры, интенсифицируется тепло- и массообмен в щелевой камере за счет увеличения скорости теплоносителя. Обеспечивается пониженная отпускная влажность наружных стеновых панелей (около 8,6%) после прогрева. (По ГОСТ 13015.083 отпускная влажность легкого бетона наружных стеновых панелей не должна превышать 13% приближенная к равновесной (5 6%), что существенно улучшает теплофизические качества наружных стеновых панелей).
Установлено, что КПД щелевых камер, использующих в качестве теплоносителя продукты сгорания природного газа при указанном способе составляет 82,5% что значительно превосходит КПД ямных камер, работающих на этом же теплоносителе (24%).
Работа одного теплогенератора позволит снизить температуру среды прогрева бетона в зоне изотермии до 74 85oC, не допуская ее повышения до 120 - 140oC, что рекомендовано СНиП 3.09.01-85, не уменьшая суточной производительности щелевых камер, что соответствует мировому уровню достижений в этой области.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕПЛОВОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ТЯЖЕЛОГО БЕТОНА | 1991 |
|
RU2028996C1 |
| СПОСОБ ТЕПЛОВОЙ ОБРАБОТКИ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2015 |
|
RU2618003C1 |
| Способ тепловой обработки сборных железобетонных изделий | 2023 |
|
RU2807733C1 |
| ЩЕЛЕВАЯ КАМЕРА ДЛЯ ТЕПЛОВОЙ ОБРАБОТКИ БЕТОННЫХ ИЗДЕЛИЙ | 1991 |
|
RU2026780C1 |
| Теплогенератор | 1986 |
|
SU1357671A1 |
| Щелевая камера для тепловой обработки бетонных изделий | 1990 |
|
SU1749043A1 |
| Способ тепловой обработки изделий из легких бетонов | 1975 |
|
SU553236A1 |
| Способ тепловой обработки бетонных изделий | 1976 |
|
SU578290A1 |
| Теплогенератор | 1972 |
|
SU559914A1 |
| Способ камерного обогрева забетонированных конструкций | 1990 |
|
SU1784615A1 |
Изобретение относится к промышленности строительных материалов и может быть использовано для тепловой обработки и сушки строительных материалов. Способ тепловлажностной обработки изделий в щелевой камере продуктами сгорания природного газа включает подачу и рециркуляцию теплоносителя посредством теплогенератора, установленного на расстоянии 2/3 длины камеры от ее входа, с нагнетающим и всасывающим газоходами, установленными с образованием условно-замкнутого контура теплоносителя, подачу которого ведут в нижнюю зону камеры перпендикулярно ветви возвратна условно-замкнутого контура. 3 ил.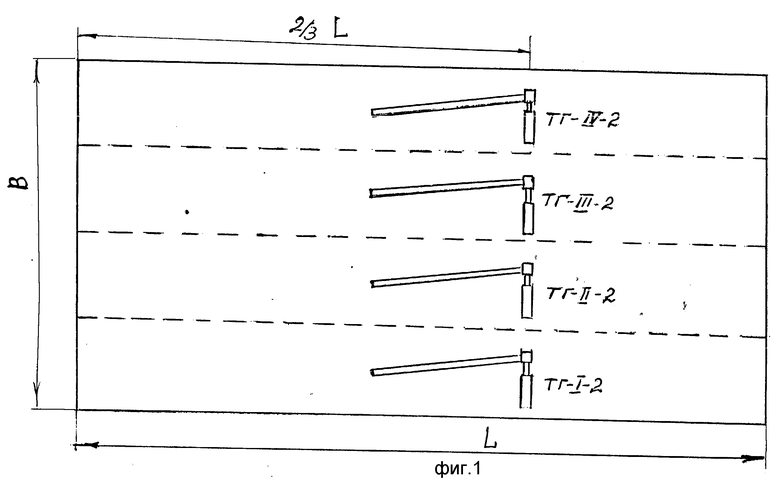
Способ тепловлажностной обработки изделий в щелевой камере продуктами сгорания природного газа, включающий подачу и рециркуляцию теплоносителя - продуктов сгорания посредством теплогенератора, размещенного на крыше туннеля камеры с нагнетающим и всасывающим газоходами, установленными с образованием условно замкнутого контура теплоносителя в камере, отличающийся тем, что теплогенератор устанавливают на расстоянии 2/3 длины камеры от ее входа, а подачу теплоносителя осуществляют в нижнюю зону камеры перпендикулярно ветви возврата условно замкнутого контура.
| SU, авторское свидетельство, 559914, кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Пособие по тепловой обработке изделий продуктами сгорания природного газа | |||
| - М.: НИИЖБ, Прейскурантиздат, 1988. | |||
