Изобретение относится к области машиностроения и может быть использовано при нанесении покрытий на сопряженные детали, работающие в узлах трения.
Известен узел контактирующих деталей с износостойким покрытием, выполненным из пористого хрома (авт. св. N 1263897, кл.F 02 F 1/20).
Основным недостатком таких деталей является их низкая стойкость. Это связано с тем, что оно имеет адгезию к детали, а также низкую сплошность. Кроме того, покрытия имеют грубую нерегулярную структуру. Все это снижает его износостойкость. В процессе эксплуатации другая контактирующая деталь взаимодействует как с материалом покрытия, так и с непокрытыми участками. Кроме того, грубая структура покрытия способствует преждевременному износу материала контртела, что снижает ресурс работы узла.
Наиболее близким по технической сути и достигаемому эффекту к предлагаемому устройству является узел контакта режущих деталей с износостойким покрытием, включающим N, C, O, например, из фаз внедрения переходных материалов (карбидов, нитридов, карбонитридов и других) (авт. св. N 1518579, кл. F 16 C 33/12).
Основным недостатком известного устройства является его невысокая стойкость, которая обусловлена несплошностью покрытия, его грубой структурой и низкой адгезией, вследствие плохой совместимости материала покрытия и основы, а также сравнительно низкими температурами ее разупрочнения (100 500oC).
Изготовление такого устройства осуществляется методом КИБ.
Наиболее близким к предлагаемому является способ изготовления деталей, при котором детали размещают в вакуумной камере, прикладывают к ним напряжение, производят очистку и разогрев поверхности ионами переходных металлов, затем напряжение снижают, вводят газ-реагент и конденсируют покрытие (Физика и химия обработки металлов, М. Наука, N 2, 1979, с. 169).
Недостатком известного способа является низкая износостойкость деталей с нанесенными на них покрытиями.
Это объясняется тем, что в нем отсутствуют приемы, обеспечивающие высокую адгезию покрытия к деталям, особенно для низкотемпературных материалов, а также приемы, совершенствующие структуру покрытий из фаз переходных металлов.
Цель изобретения повышение износостойкости контактирующих деталей.
Поставленная цель достигается тем, что рабочая поверхность основы контактирующих деталей снабжена адсорбирующим слоем толщиной 0,01 2 мкм, выполненных на основе переходного металла и компонентов адсорбента, а между адсорбирующим слоем и покрытием сформирован слой адсорбента толщиной 0,1 1,0 мкм, выполненный из переходных материалов, по крайней мере, один из которых является тугоплавким металлом, образующим эвтектику с покрытием.
Предложенное устройство изготавливается способом, при котором в камере дополнительно устанавливают катод, выполненный из компонентов материала адсорбента, проводят очистку и разогрев сначала ионами переходного металла до температуры адсорбции, затем зажигают катод-адсорбент и продолжают очистку и разогрев совместно ионами переходного металла и ионами материала адсорбента до температуры нанесения покрытия, периодически подключая катод-адсорбент на 1,0 1,2 мин с последующей паузой в течение 1,2 2 мин, после чего катод-адсорбент выключают, напряжение на деталях снижают, зажигают на 1 10 мин катод, выполненный из тугоплавкого металла, после чего конденсируют покрытие в среде газа-реагента, причем, тугоплавкий металл выбирают из условия образования его с материалом покрытия эвтектической системы с температурой плавления эвтектики 1500 3000oC, а в качестве компонентов материала катода-адсорбента используют алюминий и/или кремний.
Заявленные операции и режимы способа обеспечивают расположение предложенных слоев в определенном порядке и тем самым обеспечивают достижение поставленной заявителем цели. Это позволяет сделать вывод, что заявленные изобретения связаны между собой единым изобретательским замыслом.
Сравнение заявленных технических решений с прототипом позволило установить соответствие их критерию изобретения "Новизна".
При изучении других известных технических решений в данной области техники признаки, отличающие заявляемые изобретения от прототипа, не были выявлены и поэтому они обеспечивают заявленному техническому решению соответствие критерию "существенные отличия".
На чертеже представлена схема поперечного разреза предложенной конструкции.
Каждая контактирующая деталь состоит из металлической основы 1 с нанесенным на ее поверхность износостойким покрытием 2 и расположенных между ними адсорбирующего слоя 3 и слоя адсорбента 4, расположенного между адсорбирующим слоем и покрытием. Дополнительные слои введены, исходя из того, что адсорбирующий слой формируют с целью увеличения адгезии покрытия к поверхности детали и совершенствования его структуры. Для этого в его состав вводят компоненты адсорбентов, например, алюминий или кремний, которые улучшают совместимость адсорбирующего слоя и последующего слоя адсорбента, создаваемого для снижения поверхностного напряжения на границе деталь-покрытие. В результате того, что этот слой содержит также тугоплавкий металл, образующий эвтектику с покрытием, снижается фазовое напряжение на границе, увеличивается сплошность покрытия. Кроме того, условие того, что металл адсорбента и покрытие образуют эвтектическую систему, позволяет формировать покрытие более мелкодисперсного строения, в котором фаза имеет округлую, повторяющуюся форму (псевдорегулируемую структуру). Кроме того, наиболее мелкодисперсионным строением отличаются покрытия, которые образуют с тугоплавкими металлами или их сплавами эвтектики с температурой плавления 1500 3000oC. Например, Mo-Ti-C, W-Ti-N и др. При выходе за указанный интервал, например, для сплавов V-Ti-C или Ni-Ti-C зерна покрытия укрупняются и регулярность отсутствует, что снижает долговечность детали с покрытием.
Максимальный эффект предложенного устройства достигается при определенной толщине адсорбирующего слоя и слоя адсорбента. Толщина адсорбирующего слоя, включающего компоненты адсорбентов, например, алюминий и кремний, выбраны в пределах 0,01 2 мкм.
Так как при меньших толщинах адсорбирующий слой обладает низкой адсорбирующей стойкостью, а при большей температуре он начинает отслаиваться, что в обоих случаях снижает стойкость изделия. Толщина слоя адсорбента, включающего тугоплавкий металл или его сплав, лежит в пределах 0,1 1,0 мкм. Этот слой является связующим слоем между основой и покрытием. Высокая адгезия конструкции на границе адсобирующий слой адсорбент обеспечивается непосредственно наличием адсорбирующих компонентов, а на границе адсорбат - покрытие тем, что слой адсорбента содержит тугоплавкий металл, образующий эвтектическую систему с материалом покрытия, в которых обычно существует повышенная взаимная растворимость компонентов друг в друге.
Оптимальная толщина слоя адсорбента по результатам исследования составляет 0,1 1,0 мкм. При этом уменьшение или увеличение этого диапазона приводит к нарушению конструкции, то есть снижению адгезии на границах, а следовательно и долговечности деталей вследствие отслоения покрытий.
Изобретение осуществляется следующим образом:
Контактирующие детали располагают в камере, вакуумированной до значения 5•10-2 мм рт.ст. и проводят очистку и разогрев ионами переходного металла, из которого выполнен катод, до температуры адсорбции.
Температура адсорбции в каждом конкретном случае устанавливалась экспериментально, в большинстве случаев она лежит в пределах 70 120oC, а в конкретном варианте для алюминия или его сплавов составляет 80oC, а для кремния или его сплавов 100oC.
При достижении температуры адсорбции начинают формировать адсорбирующий слой до температуры нанесения покрытия.
Формирование адсорбирующего слоя при разогреве до температуры нанесения покрытия способствует увеличению адгезии между основой и слоем адсорбции, что повышает долговечность узла в целом.
Адсорбирующий слой формируют в прерывистом режиме. Катод с компонентами адсорбента периодически включают на 1,0 1,2 мин. При длительности испарения менее 1 мин в адсорбирующий слой вводится незначительное количество адсорбента, которое неэффективно для последующего осаждения. При горении более 1,2 мин в составе слоя появляется значительное количество интерметаллидных фаз, что приводит к его охрупчиванию в процессе эксплуатации и снижению долговечности деталей. Пауза между зажиганием катода адсорбента составляет 1,5 2,0 мин. При меньшей паузе в слое также образуется значительное количество хрупких интерметаллидов (например, интерметаллидов титана и алюминия при использовании титана, как катода материала покрытия и алюминия адсорбента), при паузе более 2 мин количество адсорбента в слое снижается, что в обоих случаях снижает адгезию и долговечность покрытия. Затем напряжение на деталях снижают и начинают формирование слоя адсорбата. Формирование этого слоя осуществляют в течение 1 10 мин при включении катода тугоплавкого металла или его сплава. При меньшем времени формируются тонкие прерывистые слои адсорбата, которые не улучшают адгезию основы и покрытия, а при большем времени толстый хрупкий слой тугоплавкого металла; что приводит к сколу покрытия.
Среди тугоплавких металлов выбирают только такие, которые образуют эвтектику с материалом покрытия (диаграмма состояния эвтектического типа), и среди них только те, температура эвтектики которых лежит в интервале 1500 - 3000oC, так как экспериментально установлено, что только эти сочетания компонентов позволяют формировать покрытие с псевдорегулярной структурой.
Изобретение иллюстрируется следующими примерами.
В камере установки для нанесения покрытий ННВ-6.6ИI устанавливали одну из контактирующих деталей узла (ролики из подшипника, изготовленные из стали ШХ15), предварительно очищенные от загрязнений. Кроме того, в камеру устанавливали катод, включающий компоненты адсорбента (выполненный из алюминия), и катод, включающий тугоплавкий металл молибден. Камеру вакуумировали до значения 5•10-5 мм рт.ст. и зажигали дуговой разряд, и испаряли катод из титана. К роликам прикладывали напряжение 800 В и разогревали до температуры 80oC. Затем подключали катод-адсорбент из алюминия и продолжали разогрев ионами титана и алюминия до температуры 180oC. Катод из алюминия подключали периодически, при этом время его горения составляло 1 мин, а пауза 2 мин. Таким образом формировали адсорбирующий слой из алюминия. После этого катод из алюминия отключали, зажигали катод из молибдена, снижали напряжение на роликах до 80 В и формировали слой адсорбата на основе титана и молибдена в течение 5 мин. Затем катод из молибдена отключали, в камеру вводили газ-реагент (азот), создавая в ней давление 3•10-3 мм рт.ст. и выдерживали в течение 45 60 мин, что соответствует толщине покрытия 5 6 мкм. После этого заряд выключали, подачу газа прекращали, с роликов снимали напряжение и охлаждали их в камере до комнатной температуры.
Стойкостные испытания деталей (роликов) машин и механизмов проводили на машине трения АВ-1, контртело в которой выполнено из стали 45. Р нагрузка в зоне контакта составляла 18 30 кг/мм2, V скорость вращения контртела составляла 20 60 м/мин. Износостойкость определяли как количество циклов нагружения (N) до разрушения единичного объема шероховатости покрытия.
Стойкостные испытания обрабатывающих деталей (режущего инструмента) проводили в процессе металлообработки резанием. Например, для стальных деталей (спиральных сверл из стали Р6М5) режимы резания составляли: V скорость резания 45 об/мин, S подача 0,18 мм/об, l глубина резания 15 мм.
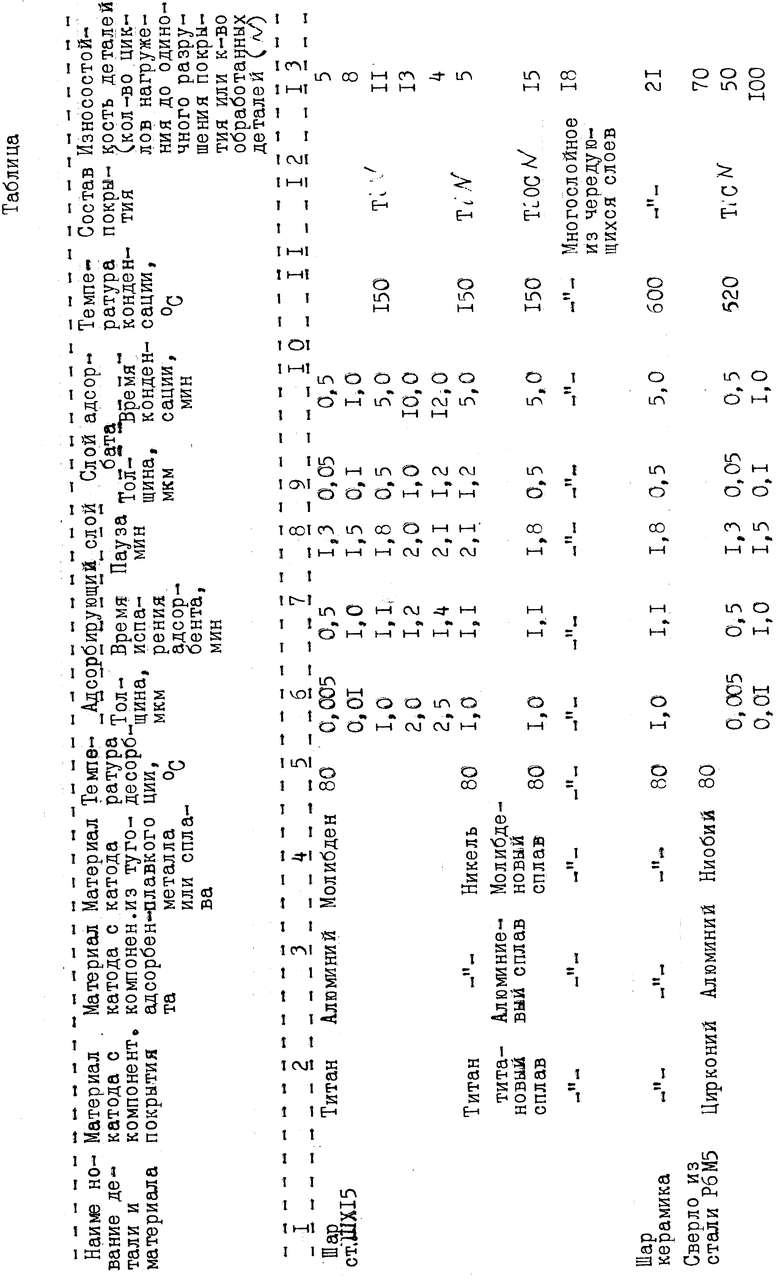
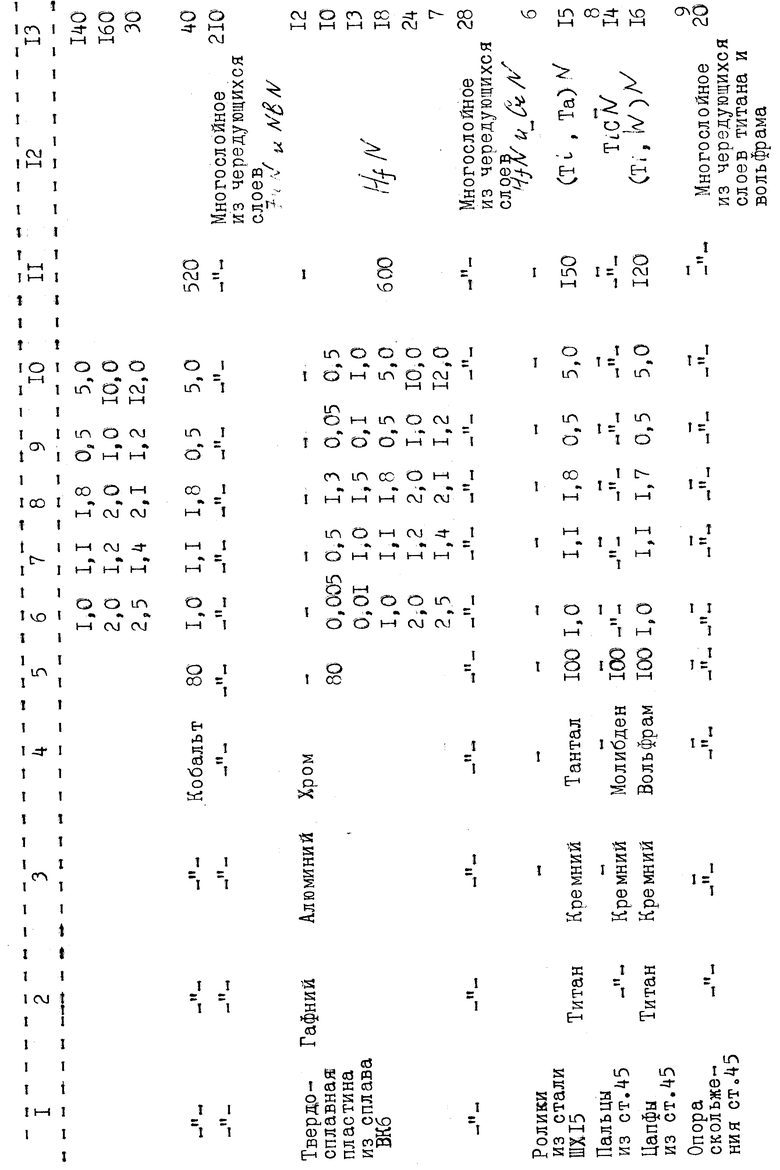
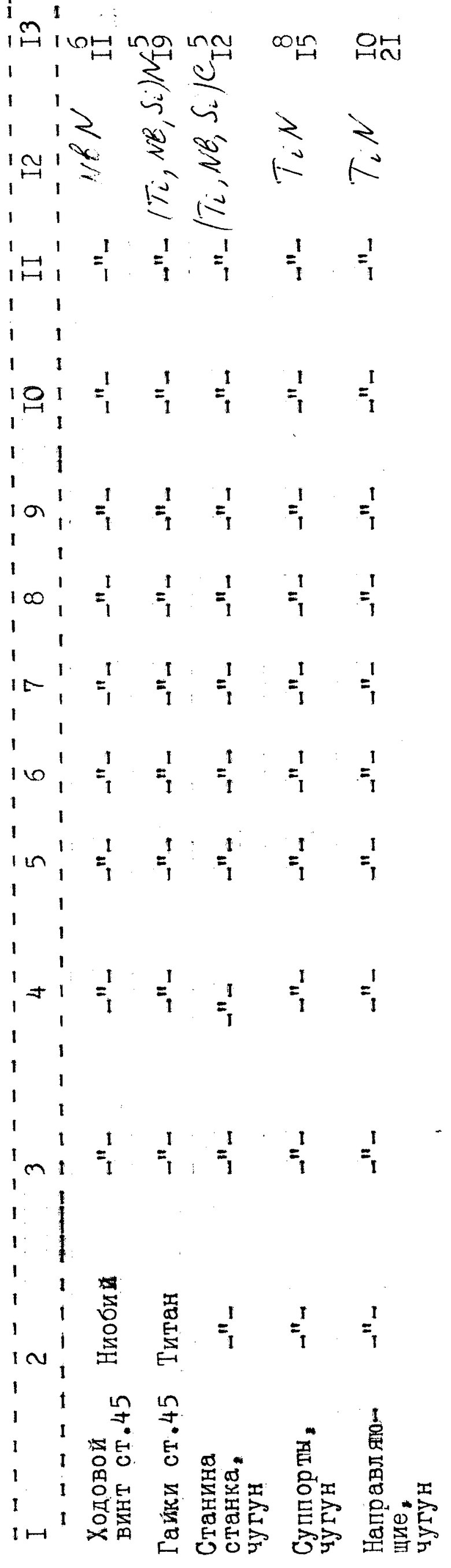
Результаты испытаний представлены в таблице.
Анализ результатов испытаний показал наиболее высокую стойкость изделий в заявленных пределах, установленных экспериментально. Из таблицы результатов испытаний можно сделать вывод, что при сочетании тугоплавкого металла с материалом покрытия с образованием эвтектики с температурой плавления 1200
1400oC (Ni, Co) наблюдается низкая стойкость деталей, т.к. не реализуется псевдорегулярная структура покрытия. Использование заявленного изобретения позволит повысить стойкость изделий по сравнению с прототипом в 2 раза. Могут быть использованы детали с однослойными, многослойными, многокомпонентными покрытиями из фаз внедрения на основе переходных металлов для различных узлов (шаровых, шарнирных соединений, цапф, пальцев, кривошипов, опор скольжения, ходовых винтов и гаек, направляющих для металлорежущих станков и т. д. ) и различных условий контакта (точечного, линейного, плоскостного или прочих всевозможных видов).
| название | год | авторы | номер документа |
|---|---|---|---|
| Режущий инструмент и способ его изготовления | 1983 |
|
SU1454634A1 |
| СПОСОБ МНОГОСЛОЙНОГО НАНЕСЕНИЯ ПОКРЫТИЙ НА ПОДЛОЖКУ | 2011 |
|
RU2492276C1 |
| Износостойкое покрытие и способ его получения | 1984 |
|
SU1495390A1 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ С УМЕНЬШЕННЫМ ТЕПЛООТВОДОМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1996 |
|
RU2168039C2 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО ПОКРЫТИЯ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2004 |
|
RU2260632C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ ИЗ АМОРФНОГО ОКСИДА АЛЮМИНИЯ РЕАКТИВНЫМ ИСПАРЕНИЕМ АЛЮМИНИЯ В РАЗРЯДЕ НИЗКОГО ДАВЛЕНИЯ | 2016 |
|
RU2653399C2 |
| Режущий инструмент и способ его изготовления | 1982 |
|
SU1342942A1 |
| Способ изготовления режущего инструмента из быстрорежущей стали и твердого сплава с износостойким покрытием | 1983 |
|
SU1465463A1 |
| Режущий инструмент и способ его изготовления | 1982 |
|
SU1110212A1 |
| ВЫСОКОКАЧЕСТВЕННЫЕ КОМПОЗИТНЫЕ АДСОРБЕНТЫ С КОМПОНЕНТОМ ТИПА "ЯДРО В ОБОЛОЧКЕ" ДЛЯ СИСТЕМ VSA/VPSA/PSA | 2019 |
|
RU2745299C1 |
Использование: при нанесении покрытий в сопряженных деталях, работающих в узлах трения. Сущность изобретения: с целью повышения износостойкости контактирующих деталей поверхность основы снабжена адсорбирующим слоем толщиной 0,01 - 2 мкм, выполненным на основе переходного металла и компонентов адсорбента. Между адсорбирущим слоем и покрытием сформирован слой адсорбата толщиной 0,1 - 1 мкм, выполненный из переходного металла, по крайней мере, один из которых является тугоплавким металлом, образующим эвтектику с покрытием. С целью повышения износостойкости в способе, включающем размещение контактирующих деталей в вакуумной камере, приложение напряжения к деталям, очистку и разогрев поверхности ионами испаряемых в вакууме катодов, выполненных из переходных металлов, снижение напряжения, введение газа-реагента и конденсацию покрытия, в камере дополнительно устанавливают катод, выполненный из компонентов материала адсорбента. Далее проводят очистку и разогрев сначала ионами переходного металла до температуры адсорбции, затем зажигают катод-адсорбент и продолжают очистку и разогрев совместно ионами переходного металла и ионами материала адсорбента до температуры нанесения покрытия. В указанном процессе периодически подключают катод-адсорбент на 1,0 - 1,2 мин с последующей паузой в течение 1,2 - 2 мин. После чего катод-адсорбент выключают, напряжение на деталях снижают. Зажигают на 1 - 10 мин катод, выполненный из тугоплавкого металла. После чего конденсируют покрытие в среде газа-реагента, причем, тугоплавкий металл выбирают из условия образования его с материалом покрытия эвтектической системы с температурой плавления эвтектики 1500 - 3000oC. 2 з. п. ф-лы, 1 ил, 1 табл.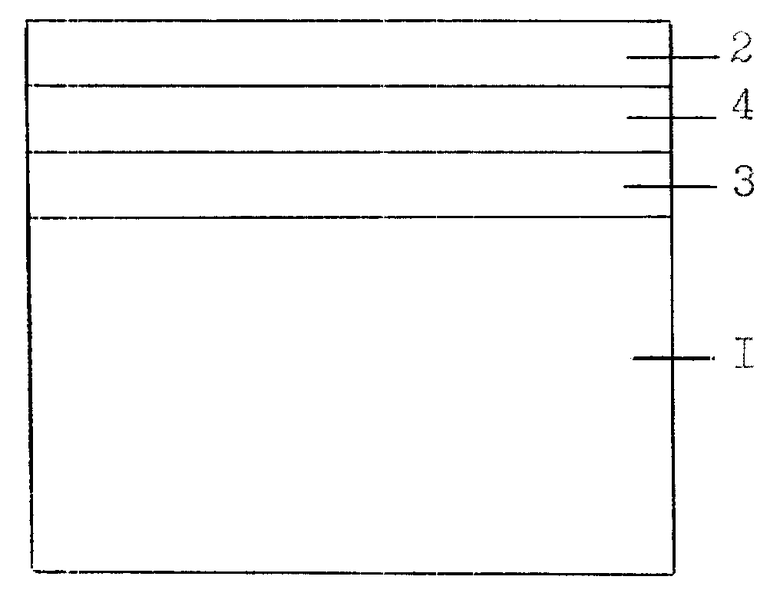
| Пара трения | 1987 |
|
SU1518579A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| Физика и химия обработки материалов, N 2, 1979, с | |||
| Универсальный двойной гаечный ключ | 1920 |
|
SU169A1 |
