Изобретение относится к способам защиты металлических трубопроводов от коррозии и может быть использовано в нефтедобывающей и других отраслях промышленности, где применяются трубопроводы для перекачки нефти и других агрессивных жидкостей.
Известен способ футеровки металлических труб термопластичным покрытием, включающий введение внутрь этих труб заготовки из термопластического материала в форме трубы, прижатие заготовки к поверхности трубы при нагреве участков заготовки с постепенным перемещением зоны обогрева (авт. св. СССР N 678253, кл. F 16 L 58/16, 1979). Из-за неравномерности внутреннего диаметра металлической трубы используют полиэтиленовую заготовку трубу несколько меньшего диаметра, чем металлическая труба.
Это приводит к необходимости использования достаточно высокого давления для обеспечения прижатия заготовки к внутренней поверхности металлической трубы, что усложняет способ. Необходимость значительной деформации при этом термопластичного материала приводит к тому что футеровка не обладает высокой надежностью.
После осуществления способа из-за разницы в диаметре футеровки трубы обладают пониженной пропускной способностью.
Была поставлена задача разработать более простой способ футеровки металлических труб, обеспечивающих повышение надежности футеровки и увеличение пропускной способности трубопровода.
Эта задача была решена настоящим изобретением.
В способе футеровки металлических труб термопластичным покрытием, включающем введение внутрь этих труб заготовки из термопластичного материала в форме трубы, прижатие заготовки к поверхности трубы при нагреве участков с постепенным перемещением зоны обогрева, согласно изобретению, используют заготовку в форме трубы с наружным диаметром, соответствующим внутреннего диаметра металлической трубы, перед введением в металлическую трубу заготовку нагревают, подвергая в нагретом состоянии обратимой вытяжке с уменьшением диаметра, до комнатной температуры в вытянутом состоянии, а после введения заготовки в металлическую трубу прижимают ее к поверхности трубы при нагреве заготовки от одного края трубы к другому до температуры не ниже температуры первоначального нагрева.
Одновременно с обратимой вытяжкой заготовку можно обратимо прогибать в радиальном направлении по всей ее длине в одном или нескольких местах, затем охлаждают ее до комнатной температуры в вытянутом и прогнутом состоянии.
В предпочтительном варианте выполнения способа осуществляют нагрев участков заготовки после введения ее в металлическую трубу, а также прижимают заготовку к поверхности трубы, вводя в один из концов заготовки эластичную пробку, после чего закачивают с этого конца в заготовку под давлением жидкость или газ, нагретые до температуры разогрева заготовки, и продвигают эластичную пробку от одного края трубы к другому.
В металлическую трубу, в частности, можно закачивать нагретую воду.
В предпочтительном варианте выполнения способа заготовку подвергают обратимой вытяжке с уменьшением ее диаметра на 6 12%
Предпочтительно используют заготовку из полиэтилена, а ее нагрев производят до 50 100oC.
Данный способ можно осуществить с помощью другого изобретения - устройства для футеровки металлических трубопроводов термопластичным покрытием.
Известно устройство для футеровки металлических трубопроводов термопластичным покрытием, включающее выполненную из эластичного материала (резины) пробку. Данное устройство не обеспечивает качественное прижатие футерующего термопластичного материала к внутренней поверхности металлической трубы, так как резина является достаточно жестким материалом и может проходить только внутри достаточно прогретой области из термопластичного материала, и, следовательно, требуется ее дополнительная протяжка внутри заготовки специальным тросом. Если прогретая часть заготовки остыла, а пробка осталась в ней, ее очень сложно вынуть из трубы.
Была поставлена задача создания устройства для футеровки металлических трубопроводов, обеспечивающего качественное прижатие футерующего материала к внутренней поверхности металлической трубы.
Задача решается тем, что устройство для футеровки металлических трубопроводов термопластичным покрытием, включающее выполненную из эластичного материала пробку, согласно изобретению, содержит две связанные гибкой связью пробки, причем жесткость первой пробки меньше второй, а вторая пробка содержит сквозное отверстие.
В предпочтительном варианте выполнения устройства первая пробка выполнена из пенополиуретановой губки, а вторая из резины.
В предпочтительном варианте выполнения устройства пробки выполнены цилиндрическими.
Признак "используют заготовку в форме трубы с наружным диаметром, соответствующим внутреннему диаметру металлической трубы" означает, что используют заготовку с наружным диаметром, равным с небольшим допуском (1 2 мм) диаметру (наименьшему) металлической трубы.
Обратимая вытяжка означает вытяжку с деформациями, которые полностью исчезают (исходная форма восстанавливается) при повышении температуры до температуры высокоэластического состояния используемого полимера.
Использование заготовки в форме трубы с наружным диаметром, соответствующим внутреннему диаметру металлической трубы, позволяет повысить пропускную способность футерованного трубопровода, повысить качество и надежность футеровки за счет улучшения прилегания ее к внутренней поверхности металлической трубы.
Нагрев заготовки и обратимая вытяжка последней с уменьшением диаметра с последующим охлаждением до комнатной температуры в вытянутом состоянии позволяют обеспечить введение заготовки в металлическую трубу.
Последующий нагрев заготовки от одного конца трубы до другого позволяет постепенно восстанавливать форму заготовки, прижимая ее участки изнутри давлением. При этом поджатие участков происходит последовательность, от одного края трубы к другому, что обеспечивает повышение качества футеровки.
Температура нагрева при вытяжке и последующего нагрева должна обеспечить быстрые обратимые деформации заготовки и их снятие и, следовательно, должна соответствовать температуре высокоэластического состояния полимера, из которого выполнена заготовка. Для заготовки из полиэтилена эта температура составляет 50 100oC.
При осуществлении данного способа одновременно с обратимой вытяжкой заготовки можно обратимо прогибать в радиальном направлении по всей ее длине в одном или нескольких местах, затем охлаждать ее до комнатной температуры в вытянутом и прогнутом состоянии. Такая подготовка заготовки позволяет облегчить введение последней в металлическую трубу.
Может быть осуществлен следующий способ нагрева участков заготовки после введения ее в металлическую трубу, а также прижатия заготовки к поверхности трубы: в один из концов заготовки вводят эластичную пробку, после чего закачивают с этого конца в заготовку под давлением жидкость (например, воду) или газ, нагретые до температуры разогрева заготовки, и продвигают эластичную пробку от одного конца трубы к другому. Это позволяет осуществить равномерное и качественное поджатие заготовки к внутренней поверхности металлической трубы.
Предлагаемая конструкция устройства для футеровки металлических трубопроводов позволяет осуществить продвижение такого устройства внутри заготовки за счет давления закачиваемой в трубу жидкости (газа).
Жесткость одной из пробок относительно невелика, и эта пробка под давлением закачиваемой в трубу среды постепенно продвигается в холодную часть заготовки. Жесткость другой пробки, более высока, и эта пробка продвигается в нагретой части трубы, поджимая заготовку к внутренней поверхности металлической трубы. В жесткой пробке должно быть сквозное отверстие, чтобы обеспечить проникновение среды к менее жесткой пробке для продвижения последней. Гибкая связь между пробками необходима, чтобы менее жесткая пробка протягивала бы более жесткую за собой.
Соотношение жесткостей пробок может быть реализовано, если первая пробка выполнена из пенополиуретановой губки, а вторая из резины.
Если трубы являются цилиндрическими, предпочтительным является выполнение пробки цилиндрическими.
Предложенный способ отличается тем, что используют заготовку в форме трубы с наружным диаметром, соответствующим внутреннему диаметру металлической трубы, перед введением в металлическую трубу заготовку нагревают, подвергая в нагретом состоянии обратимой вытяжке с уменьшением диаметра с последующим охлаждением до комнатной температуры в вытянутом состоянии, а после введения заготовки в металлическую трубу прижимают ее к поверхности трубы при нагреве заготовки от одного конца трубы до другого до температуры не ниже температуры первоначального нагрева.
Предложенное устройство отличается тем, что оно содержит две связанных гибкой связью пробки, причем жесткость первой пробки меньше второй, и вторая пробка содержит сквозное отверстие.
В патентной и научно-технической литературе не описан блок взаимно связанных признаков, согласно которому после введения в металлическую трубу предварительно вытянутой и охлажденной трубы из термоэластичного материала, последнюю нагревают последовательно от одного края к другому до температуры первоначального нагрева и воздействуют на нагретые участки с внутренней стороны полиэтиленовой трубы давлением, прижимающим ее к металлической трубе.
Не описан также блок взаимосвязанных признаков, согласно которому для придания оптимальной формы трубчатому материалу используют две связанные гибкой связью пробки, выполненные из эластичного материала, причем жесткость первой пробки меньше второй.
Изобретения могут быть использованы в нефтеперерабатывающей и других отраслях промышленности, где используются трубопроводы для перекачки нефти и других агрессивных жидкостей. Они позволяют повысить плотность прилегания полиэтиленовой футеровки к трубе и, как следствие, пропускную способность трубопровода и эффективность защиты его от коррозии. Таким образом, заявленные предложения удовлетворяют критерию патентоспособности "промышленная применимость".
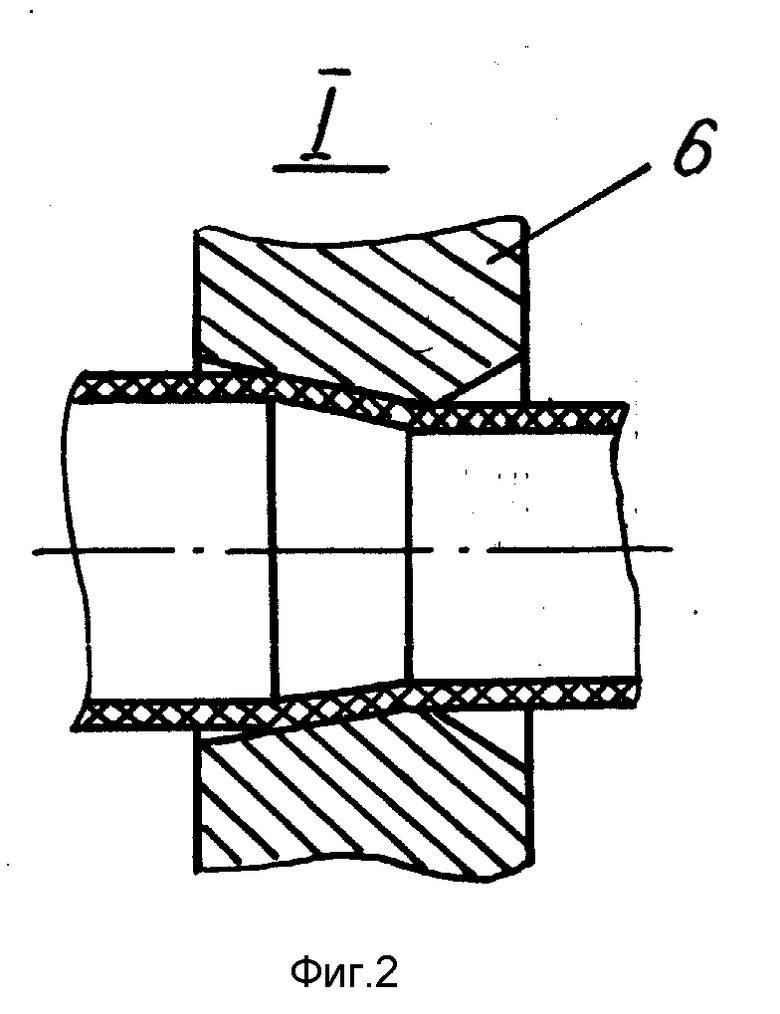
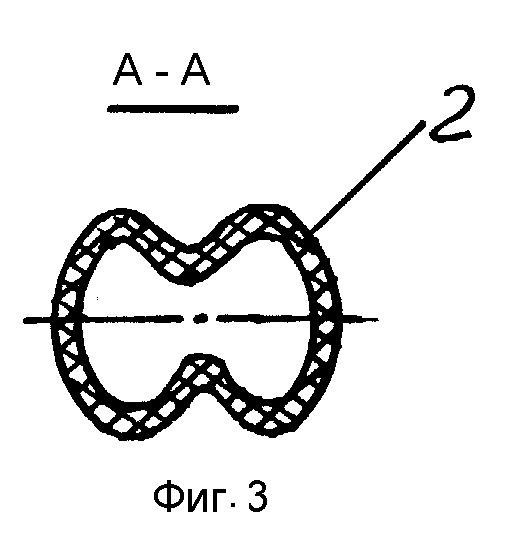
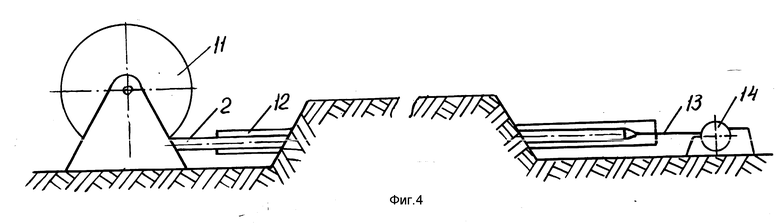
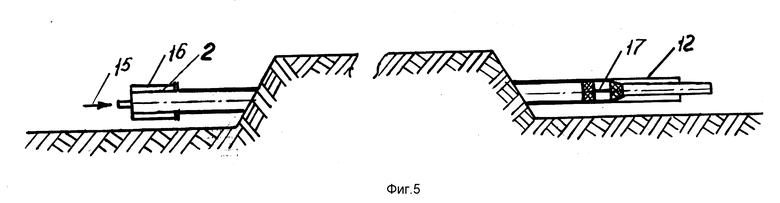
На фиг. 1 показана общая схема обратимой вытяжки полиэтиленовой трубы; на фиг. 2 показана часть узла I (фильеры) устройства для уменьшения диаметра и вытяжки нагретой полиэтиленовой трубы; на фиг. 3 показано сечение А-А полиэтиленовой трубы после ее обратимого прогибания в радиальном направлении на фиг. 1; на фиг. 4 показано введение в металлическую трубу вытянутой и охлажденной полиэтиленовой трубы; на фиг. 5 показано нагревание введенной в металлическую трубу полиэтиленовой трубы и воздействие на нагретые участки полиэтиленовой трубы давлением, прижимающим ее к металлической трубе; на фиг. 6 показано осевое сечение Б-Б на фиг. 1.
При осуществлении предлагаемого способа используют полиэтиленовую трубу с наружным диаметром, соответствующим внутреннему диаметру металлической трубы. Ее сначала нагревают до 50 100oC, подвергают при этой температуре обратимой вытяжки с уменьшением диаметра. После этого трубу охлаждают до комнатной температуры в вытянутом состоянии.
Для осуществления этих операций используют устройство, изображенное на фиг. 1. Устройство содержит барабан 1, на который намотана вытягиваемая заготовка полиэтиленовая труба 2, водяной нагреватель 3 с патрубками 4 и 5 соответственно для подачи и выхода нагретой воды, фильеру 6 уменьшения диаметра нагретой трубы с рубашкой нагрева 7, каналом 8 для прохождения трубы, патрубками 9 и 10 соответственно для подачи и выхода нагретой воды. Данное устройство содержит также барабан 11 для доводки охлажденной вытянутой трубы.
После вытяжки и охлаждения полиэтиленовой трубы 2 ее вводят в металлическую трубу 12 с помощью устройства, изображенного на фиг. 4. Полиэтиленовую трубу 2 вводят в металлическую трубу 12, предварительно присоединив к ее концу трос 13 и протягивая трос 13 с помощью привода 14.
После введения полиэтиленовой трубы 2 в металлическую трубу 12 нагревают до 50 100oC участки полиэтиленовой трубы 2, воздействуют на нагретые участки с внутренней стороны полиэтиленовой трубы 2 давлением, прижимающим ее к металлической трубе 12. С этой целью в трубу 2 закачивают через патрубок 15 заглушки 16, надетой на конец металлической трубы 12, воду при 50 100oC. Прижимающее давление создают с помощью устройства 17, которое предварительно помещают в конец полиэтиленовой трубы 2.
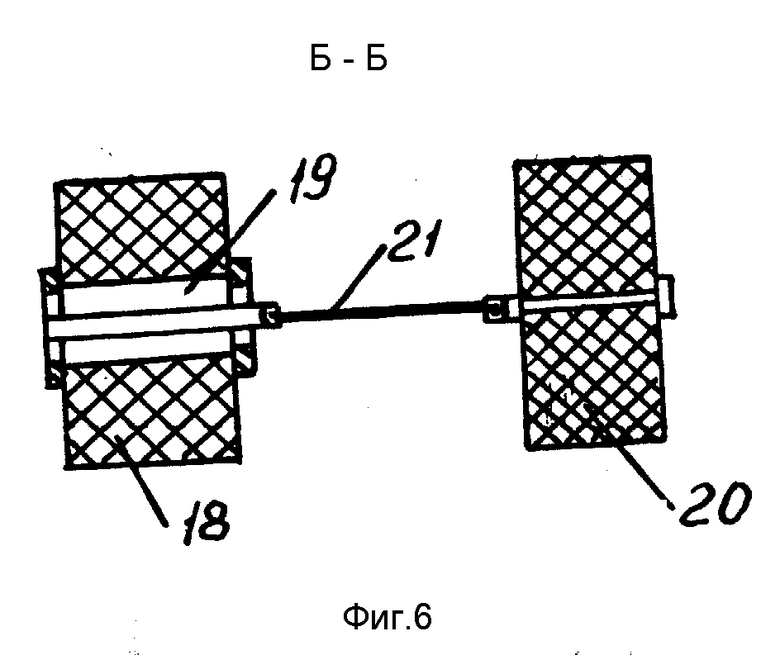
Устройство 17 содержит относительно жесткую цилиндрическую пробку 18 из резины. Пробка 18 содержит сквозное отверстие 19. Устройство 17 содержит также менее жесткую пробку 20 из пенополиуретановой губки. Пробки 18 и 20 связаны посредством гибкой связи 21, представляющей собой металлическую цепочку.
Способ осуществляется и устройство для его осуществления работают следующим образом.
Намотанная на барабан 1 с диаметром, равным минимальному внутреннему диаметру металлической трубы, заготовка 2 из термопластичного материала - полиэтилена в форме трубы поступает в водяной нагреватель 3, где она нагревается до температуры высокоэластического состояния (50 100oC). Нагретая заготовка 2 поступает в фильеру 6, канал 8 с рубашкой нагрева 7, поддерживающей температуру заготовки 2 в пределах 50 100oC. В фильере 6 происходит обратимая вытяжка заготовки 2 с уменьшением ее диаметра с помощью канала 8 (имеющего меньший диаметр, чем исходный диаметр заготовки 2). После выхода из канала 8 вытянутая заготовка 2 охлаждается до комнатной температуры и наматывается на барабан 11, с помощью которого происходит и протяжка заготовки через фильеру 6 и канал 8. Канал 8 может иметь выступы, которые прогибают заготовку 2 в радиальном направлении, как показано на фиг. 3. После такой обработки и намотки всей заготовки 2 на барабан 11 к ее концу присоединяют конец намотанного на барабан привода 14 троса 15, предварительно пропущенного через металлическую трубу 12. После этого с помощью привода 14 заготовку 2 протягивают через металлическую трубу 12. Затем в один из концов заготовки 2 вводят эластичную пробку, содержащую две связанные гибкой связью 21 пробки 18 и 20. При этом сначала вводят пробку 20 из пенополиуретановой губки. На конец металлической трубы 12 надевают заглушку 16 и через патрубок 15 этой заглушки закачивают в заготовку под давлением 15 атм. нагретую до 50
100oC воду. Конец заготовки 2 разогревается, заготовка восстанавливает первоначальный диаметр, и пробка 18 за счет упругости резины прижимает полиэтилен к внутренней поверхности металлической трубы. Вода проходит через отверстия 19 и передает давление на пробку 20 из пенополиуретана, которая, обладая небольшой жесткостью, втягивается в неразогретую часть заготовки 2, протягивая за собой посредством гибкой связи 21 пробку 18 из резины. Пробка 18 протягивается только по мере участков заготовки 2, прижимая их к поверхности металлической трубы 12. Так, последовательно, от одного конца трубы 12 до другого заготовка 2 разогревается и ее части прижимаются к поверхности трубы.
Изобретение позволяет решить задачу упрощения способа футеровки металлических труб, обеспечивающего повышение надежности футеровки и увеличения пропускной способности трубопровода.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ | 1990 |
|
RU2016338C1 |
| ТЕПЛОГИДРОИЗОЛЯЦИОННЫЙ ЭЛЕМЕНТ И СПОСОБ ТЕПЛОГИДРОИЗОЛЯЦИИ МЕТАЛЛИЧЕСКИХ ТРУБОПРОВОДОВ | 1995 |
|
RU2095679C1 |
| ТРУБА С ВНУТРЕННЕЙ ПЛАСТМАССОВОЙ ОБОЛОЧКОЙ | 1995 |
|
RU2095675C1 |
| СПОСОБ СОЕДИНЕНИЯ МЕТАЛЛИЧЕСКИХ ТРУБ | 1990 |
|
RU2023931C1 |
| СПОСОБ РАЗРАБОТКИ НЕФТЯНОЙ ЗАЛЕЖИ | 1995 |
|
RU2085714C1 |
| СПОСОБ ОБЛИЦОВКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОЙ ТРУБЫ ПОЛИМЕРНЫМ РУКАВОМ | 2010 |
|
RU2424116C1 |
| Способ изготовления слоистых изделий из полимерных композиционных материалов | 1989 |
|
SU1643162A1 |
| Способ получения покрытий | 1989 |
|
SU1813583A1 |
| Разъемное соединение | 1990 |
|
SU1733733A1 |
| Способ получения щелочно-галоидных монокристаллов | 1990 |
|
SU1730220A1 |
Использование: строительство и эксплуатация трубопроводов. Сущность изобретения: при футеровке металлических труб в них вводят заготовку из термопласта в форме рукава, нагревают и прижимают заготовку избыточным давлением к внутренней поверхности трубопровода. Предварительно рукав при нагреве обратимо вытягивают с уменьшением диаметра и фиксируют деформацию. Нагревают рукав в трубопроводе до температуры не ниже температуры обратимой вытяжки. Прижатие рукава к трубопроводу возможно введением в рукав пробки и создании за ней избыточного давления. Пробку перемещают вдоль трубопровода. Пробка содержит головную и концевую части, соединенные гибкой связью. Жесткость головной части меньше жесткости хвостовой части пробки. 2 с. и 6 з.п. ф-лы, 6 ил.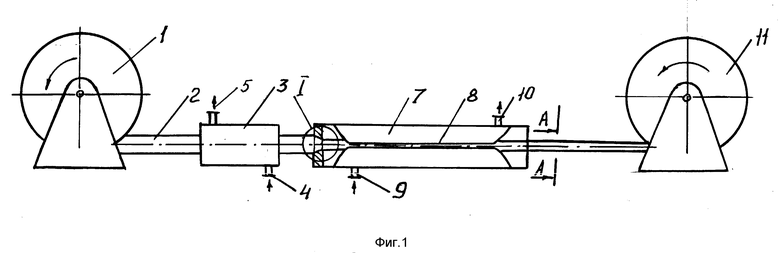
6. Способ по п. 1, или 2, или 3, или 4, или 5, отличающийся тем, что в качестве термопластичного материала используют полиэтилен, а нагрев заготовки производят до 50 100oС.
| SU, авторское свидетельство, 678253, кл | |||
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |

