Изобретение относится к области защиты трубопроводного транспорта от коррозии и может быть использовано при строительстве трубопроводов в различных отраслях промышленности.
Известен способ футерования металлических труб термопластичным материалом (патент RU №2100687, F16L 58/10, опубл. в Бюл. №36 от 27.12.1997 г.), включающий введение в нее заготовки в форме рукава из термопластичного материала, прижатие заготовки к поверхности трубы избыточным давлением в полости заготовки и нагрев заготовки с перемещением зоны обогрева. Предварительно перед введением в трубу заготовку при нагреве подвергают обратимой вытяжке с уменьшением диаметра, фиксируют деформацию заготовки охлаждением до комнатной температуры и прижимают к трубе заготовку при ее нагреве до температуры не ниже температуры обратимой вытяжки заготовки. Одновременно с вытяжкой заготовку прогибают в радиальном направлении по всей длине в одном или нескольких местах с последующей фиксацией прогибов. При футеровании используется цилиндрическая пробка, выполненная из двух соединенных гибкой связью пробок. При этом согласно описанию цилиндрическая пробка перемещается в трубе за счет давления воды, нагретой до 50-100°C. Вода проходит через отверстие хвостовой пробки, имеющей повышенную жесткость, и передает давление на головную пробку с низкой жесткостью.
Недостатком данного способа является высокая трудоемкость и энергоемкость из-за необходимости многочисленных нагревов термопластичной заготовки большим объемом горячей воды. Недостатком так же является отсутствие клеевой связи термопластичного материала с внутренней поверхностью металлической трубы, что может привести к схлопыванию футеровки в процессе эксплуатации из-за возникновения разрежения в трубе (например, при опорожнении трубопровода). Кроме того, в процессе перемещения в трубе хвостовой пробки с повышенной жесткостью может произойти обрыв или необратимая вытяжка термопластичной заготовки в осевом направлении из-за ее нагрева до температуры 50-100°С. Другим недостатком способа является отсутствие стабильности температуры воды, которая понижается в процессе заполнения термопластичной заготовки, передавая тепло трубе.
Известен способ покрытия внутренней поверхности трубопровода (авторское свидетельство №1420295, F16L 58/02, опубл. в Бюл. №32 от 30.08.88 г.), заключающийся во введении в трубопровод пленочного рукава, конец которого выворачивают и закрепляют на трубопроводе, перемещении и прижатии его к покрываемой поверхности посредством создания избыточного давления в полости рукава. С целью применения более тонких пленок при перемещении рукава по трубопроводу перед ним создают противодавление. При этом согласно описанию рукав перемещается по трубопроводу, перемещая одновременно клей и разделитель, отделяющий клей от перекачиваемого продукта. Перекачиваемый продукт вытекает из трубопровода через регулятор расхода, который создает требуемое противодавление.
Недостатком данного способа является сложность подачи клея в зону, расположенную между разделителем и закрепленным к трубе рукавом, в начальной стадии процесса. Сложным является процесс приема остатков дорогостоящего клея при выходе из трубы без значительных технологических потерь и сохранением его качества. Недостатком является сложность обеспечения герметичности прижатия разделителя к внутренней поверхности трубы из-за больших допусков на геометрические размеры внутренней полости стальных труб, что приведет к технологическим потерям клея и к снижению его качества при смешении с перекачиваемым продуктом. Другим недостатком является необходимость создания противодавления из-за возможности растяжения и обрыва зоны выворачивания пленочного рукава в осевом направлении под действием избыточного давления жидкости, что значительно усложняет технологический процесс.
Наиболее близким по технической сущности и достигаемому результату является способ облицовки внутренней поверхности трубы (патент RU №2222748, F16L 58/10, опубл. в Бюл. №3 от 27.01.2004 г.), включающий введение в нее рукава с клеящим составом, конец которого выворачивают и закрепляют на торце трубы, прижатие рукава к внутренней поверхности трубы и создание вакуума. При этом прижатие рукава к внутренней поверхности трубы осуществляется при помощи избыточного давления, создаваемого внутри рукава между торцевой крышкой и поршнем специальной штанги, и при помощи вакуума, создаваемого между рукавом и трубой за счет разобщителя специальной штанги. В процессе облицовки трубу, поступательно перемещающуюся в сторону вывернутого конца рукава, подвергают нагреву током высокой частоты в зоне расположения поршня специальной штанги до температуры полимеризации клеящего состава. Избыточное давление поддерживают до окончания процесса приклеивания.
Недостатком данного способа является сложность применяемого технологического оборудования, которое, в свою очередь, усложняет сам технологический процесс. Для осуществления способа облицовки, кроме подачи избыточного давления в полость рукава, необходимо создавать разрежение между трубой и рукавом вакуумным оборудованием. Так как нагреватель трубы расположен в зоне прижимающего поршня специальной штанги, существует возможность обрыва или необратимой вытяжки нагретого рукава поршнем под действием растягивающих напряжений и напряжений сдвига. Данный фактор не позволяет применять в процессе облицовки труб тонкостенные рукава. Недостатком так же является сложность обеспечения герметичности прижатия поршня специальной штанги к внутренней поверхности трубы из-за больших допусков на геометрические размеры внутренней полости стальных труб.
Технической задачей изобретения является повышение качества облицовки трубы полимерным рукавом за счет повышения адгезионной связи между ними и снижение себестоимости за счет снижения трудоемкости, энергоемкости и материалоемкости (применение тонкостенных полимерных рукавов) технологического процесса.
Поставленная техническая задача решается способом облицовки внутренней поверхности металлической трубы полимерным рукавом, включающим введение в металлическую трубу рукава с клеящим составом, конец которого выворачивают и закрепляют на трубе, ввод в рукав поршня со стороны закрепления рукава с закрытием неподвижной крышкой, образуя герметичную камеру между ними, прижатие рукава к внутренней поверхности трубы избыточным давлением в камере с перемещением поршня относительно трубы до другого конца и приклеивание рукава к внутренним стенкам трубы нагревом трубы до температуры полимеризации клеящего состава с поддержанием избыточного давления в камере.
Новым является то, что трубу неподвижно фиксируют в процессе прижатия рукава, наружный диаметр которого выбирают равным минимальному значению внутреннего диаметра трубы с учетом допуска, а внутреннюю поверхность рукава перед введением предварительно смазывают антифрикционным составом, причем поршень выполняют регулируемым по наружному диаметру, а нагрев трубы производят после полного прижатия рукава к внутренней поверхности трубы.
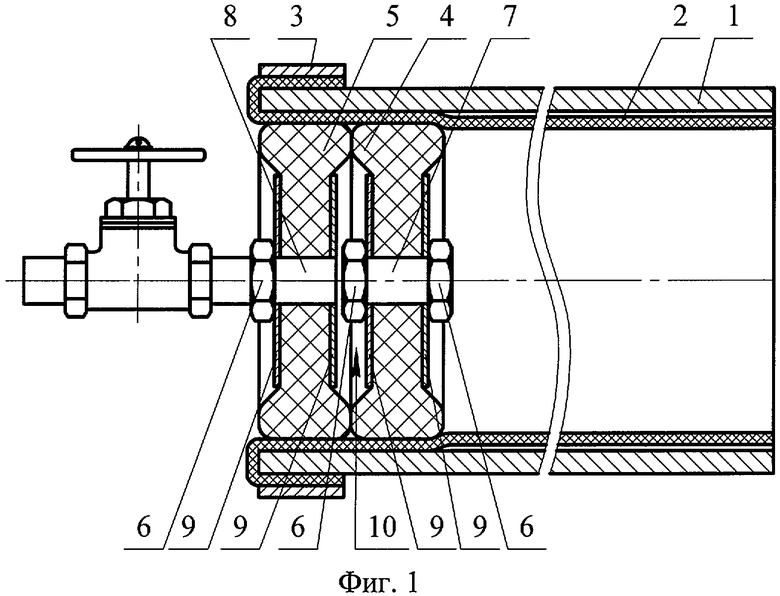
На фиг.1 изображен продольный разрез металлической трубы в начальной стадии облицовки.
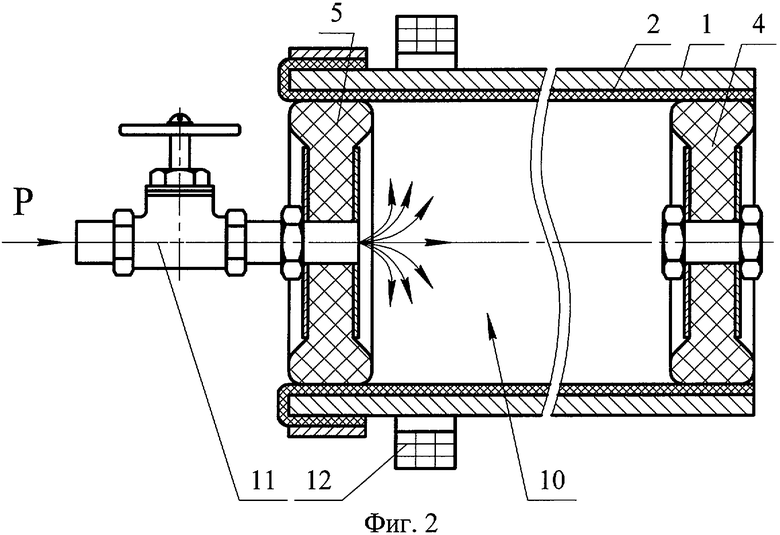
На фиг.2 изображен продольный разрез металлической трубы в конечной стадии облицовки.
Способ осуществляется следующим образом. Внутреннюю поверхность металлической трубы 1 (фиг.1), подлежащей облицовке, подвергают очистке от отложений. Далее вовнутрь очищенной трубы 1 вводят полимерный рукав 2 с нанесенным на наружную поверхность клеящим термопластичным составом (на фиг.1 не показан). Наружный диаметр полимерного рукава 2 равен минимальному внутреннему диаметру трубы с минусовым допуском, позволяющим свободно устанавливать рукав 2 в трубу 1. Вывернутый конец полимерного рукава 2 закрепляют к наружной стенке конца трубы 1 фиксирующим элементом 3. В тот же конец трубы 1 последовательно устанавливают подвижный поршень 4 и крышку 5, которые выполнены с возможностью регулировки их наружных диаметров. Одним из способов обеспечения данной регулировки является выполнение подвижного поршня 4 и крышки 5 из упруго-эластичного материала, что позволяет осуществлять их упругую деформацию, например, заворачиванием гаек 6, которые могут располагаться на оси 7 у подвижного поршня 4 и на патрубке 8 со сквозным отверстием у крышки 5. Заворачиваемые гайки 6, перемещаясь в осевом направлении, сдвигают шайбы 9, которые и осуществляют упругую деформацию поршней 4 и 5 путем их сжатия. В результате такой деформации поршень 4 и крышка 5, увеличиваясь в радиальном направлении, растягивают сопрягаемые участки полимерного рукава 2 и плотно прижимают их к внутренней поверхности трубы 1 с образованием камеры 10 между ними. После этого в камеру 10 внутренней полости полимерного рукава 2, расположенного между поршнем 4 и крышкой 5, через сквозное отверстие патрубка 8 подается рабочая жидкость (например, вода) под избыточным давлением. Крышка 5 под действием избыточного давления упирается в ограничитель, расположенный на торце трубы 1 (на фиг.1 не показан), и остается в неподвижном состоянии. Поршень 4 под действием избыточного давления рабочей жидкости перемещается вдоль трубы 1, последовательно растягивая в радиальном направлении полимерный рукав 2, одновременно прижимая его к внутренней стенке трубы 1 (фиг.2). Такое последовательное прижатие позволяет вытеснить максимальный объем воздуха между полимерным рукавом 2 и трубой 1 (часть воздуха остается в микронеровностях соприкасаемых поверхностей). В случае превышения степени прижатия поршня 4 к поверхности полимерного рукава 2 критического значения, зависящего от фрикционных свойств их материалов и материала трубы 1, может произойти обрыв полимерного рукава 2 в осевом направлении под действием сил трения. Поэтому в предлагаемом способе заложена возможность регулировки наружных диаметров поршня 4 и крышки 5 с целью максимального вытеснения воздуха из зазора между рукавом 2 и трубой 1 и исключения возможности обрыва полимерного рукава 2 в процессе его прижатия к внутренней поверхности трубы 1. Регулировка наружного диаметра поршня 4 позволяет также обеспечить требуемое усилие прижатия рукава 2 при существующих отклонениях от номинальных геометрических размеров внутренней поверхности трубы 1 (диаметр, овальность, толщина стенки и т.д.). Для снижения коэффициента трения между поршнем 4 и полимерным рукавом 2 на внутреннюю поверхность рукава наносится антифрикционная смазка, что позволяет увеличить степень прижатия рукава 2 к трубе 1 при одном и том же значении силы трения. Предлагаемая схема прижатия полимерного рукава 2 к внутренней поверхности трубы 1 позволяет эффективно вытеснять воздух из зазора между ними без применения сложного вакуумного оборудования. Остаточный воздух в указанном зазоре опасен тем, что увеличение его температуры при нагреве трубы 1 в процессе полимеризации клеящего состава рукава 2 сопровождается увеличением его давления. Данное давление может привести к локальным вздутиям на внутренней поверхности полимерного рукава 2 в случае нахождения в полости рукава воздуха, обладающего свойством сжиматься (отсутствие противодавления). Вздутия могут привести к локальным уменьшениям толщины рукава 2 или к его разрыву. Поэтому заполнение полости полимерного рукава 2 осуществляется не воздухом, а жидкостью, так как она является практически несжимаемым телом и, находясь под избыточным давлением, предотвратит образование воздушных вздутий при нагреве. Нагрев трубы 1 для полимеризации клеящего состава осуществляется только после полного заполнения внутренней полости полимерного рукава 2 жидкостью с избыточным давлением по всей длине трубы. Это позволяет исключить возможность повреждения разогретого полимера рукава 2, так как его стенки находятся под статическим сжимающим напряжением, создаваемым жидкостью с избыточным давлением (напряжения сдвига и растяжения отсутствуют). Кроме того, данная жидкость, осуществляя охлаждение внутренней стенки полимерного рукава 2, предотвращает перегрев полимерного материала. С этой целью в полость полимерного рукава 2 нагнетают жидкость с температурой, не превышающей первоначальную температуру трубы 1. Нагрев происходит только на границе трубы 1 и клеящего состава рукава 2. Избыточное давление жидкости в полости полимерного рукава 2 поддерживают постоянно до окончания процесса его приклеивания к внутренней стенке трубы 1. Для снижения энергоемкости предлагаемого способа процесс полимеризации клеящего термопластичного состава рукава 2 может происходить от нагрева трубы 1, осуществляемого при нанесении наружной двухслойной или трехслойной полимерной изоляции известными способами. Для этого трубу 1 (фиг.2) отсоединяют от трубопровода, соединяемого с источником давления (на фиг.2 не показан) задвижкой 11 (с целью сохранения внутреннего избыточного давления в камере 10), расположенной на патрубке 8, и отправляют на линию наружной изоляции. На данной линии осуществляют последовательный нагрев трубы 1 установкой ТВЧ (токами высокой частоты) 12, нанесение адгезионного слоя и наружной полимерной изоляции. Таким образом, нагрев трубы 1 осуществляют одновременно для процесса приклеивания наружной изоляции и для приклеивания внутреннего полимерного рукава 2.
Предлагаемый способ повышает качество облицовки трубы полимерным рукавом за счет повышения адгезионной связи между ними, снижает себестоимость процесса за счет снижения трудоемкости и энергоемкости, не требует сложного технологического оборудования, позволяет снизить материалоемкость за счет применения полимерных рукавов с более тонкой стенкой из-за исключения возможности его обрыва в процессе облицовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБЛИЦОВКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБЫ | 2002 |
|
RU2222748C2 |
| СПОСОБ НАНЕСЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ | 2019 |
|
RU2717271C1 |
| СПОСОБ ОБЛИЦОВКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОЙ ТРУБЫ ПОЛИМЕРНОЙ ОБОЛОЧКОЙ | 2006 |
|
RU2326287C1 |
| УСТРОЙСТВО ДЛЯ ОБЛИЦОВКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ТРУБ РУКАВНЫМ ТЕРМОПЛАСТИЧНЫМ ПЛЕНОЧНЫМ МАТЕРИАЛОМ | 2000 |
|
RU2182275C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ТРУБОПРОВОДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2198341C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБОПРОВОДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2212578C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ТРУБОПРОВОДА | 2011 |
|
RU2479784C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОРАСШИРЯЕМОГО РУКАВА ИЗ ТЕРМОПЛАСТИЧНОГО ПОЛИМЕРА (ВАРИАНТЫ) | 2008 |
|
RU2385228C2 |
| САНИРУЮЩИЙ РУКАВ ДЛЯ ТРУБОПРОВОДОВ | 1996 |
|
RU2102649C1 |
| СПОСОБ ОБЛИЦОВКИ ТРУБОПРОВОДА | 1998 |
|
RU2145029C1 |
Изобретение относится к области защиты трубопроводного транспорта от коррозии и может быть использовано при строительстве трубопроводов в различных отраслях промышленности. В процессе облицовки вводят полимерный рукав с клеящим составом и приклеивают его к внутренней поверхности металлической трубы подвижным поршнем, образуя герметичную камеру и неподвижную фиксацию трубы. Прижатие рукава к внутренней поверхности трубы осуществляют избыточным давлением в камере, а приклеивание - за счет нагрева трубы до температуры полимеризации клеящего состава. Наружный диаметр полимерного рукава выбирают равным минимальному значению внутреннего диаметра трубы с учетом допуска. Внутренняя поверхность полимерного рукава до процесса облицовки смазывается антифрикционным составом. Поршень выполняют регулируемым по наружному диаметру, а нагрев трубы производят после полного прижатия рукава к внутренней поверхности трубы. Технический результат, достигаемый при использовании способа по изобретению, заключается в том, что повышается качество облицовки трубы полимерным рукавом за счет повышения адгезионной связи между ними, снижается себестоимость процесса за счет снижения трудоемкости и энергоемкости, не требуется сложного технологического оборудования и обеспечивается снижение материалоемкости за счет применения полимерных рукавов с более тонкой стенкой для исключения возможности его обрыва в процессе облицовки. 2 ил.
Способ облицовки внутренней поверхности металлической трубы полимерным рукавом, включающий введение в нее рукава с клеящим составом, конец которого выворачивают и закрепляют на трубе, ввод в рукав поршня со стороны закрепления рукава с закрытием неподвижной крышкой, образуя герметичную камеру между ними, прижатие рукава к внутренней поверхности трубы избыточным давлением в камере с перемещением поршня относительно трубы до другого конца и приклеивание рукава к внутренним стенкам трубы нагревом трубы до температуры полимеризации клеящего состава с поддержанием избыточного давления в камере, отличающийся тем, что трубу неподвижно фиксируют в процессе прижатия рукава, наружный диаметр которого выбирают равным минимальному значению внутреннего диаметра трубы с учетом допуска, а внутреннюю поверхность рукава перед введением предварительно смазывают антифрикционным составом, причем поршень выполняют регулируемым по наружному диаметру, а нагрев трубы производят после полного прижатия рукава к внутренней поверхности трубы.
| СПОСОБ СОЗДАНИЯ ИЗНОСОСТОЙКОГО ПОЛИМЕРНОГО ПОКРЫТИЯ НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБЫ | 2007 |
|
RU2368502C2 |
| JP 2000335607 A, 05.12.2000 | |||
| US 4198739 A, 22.04.1980 | |||
| СПОСОБ НАНЕСЕНИЯ ПОЛИМЕРНОГО ЗАЩИТНОГО ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБОПРОВОДА | 1993 |
|
RU2028210C1 |
| JP 11314263 А, 16.11.1999 | |||
| GB 1040685 A, 01.09.1966. | |||

