Изобретение относится к обработке металлов давлением и может быть использовано для гибки стержневых заготовок в одной, двух и более плоскостях с возможностью изменения направления гиба их средней части, например, при изготовлении штанги стабилизатора для различных модификаций и типов автомобилей.
Известно устройство для пространственной гибки стержневых заготовок, содержащее узлы, предназначенные для гибки концов заготовки в основной плоскости гиба, которые выполнены в виде прижимов-шаблонов и гибочных инструментов, смонтированных на приводных суппортах, установленных на станине с возможностью перемещения вдоль оси заготовки, и узел, предназначенный для гибки средней части заготовки, выполненный в виде пресса, снабженного подвижным силовым цилиндром гибки, шток которого соединен с ползуном, несущим пуансон, а корпус цилиндра связан с ползуном, несущим матрицу штампа (см. пат. РФ на изобретение №2270732 от 30.08.2004 по классу МПК В21D 7/06). При этом корпус цилиндра подпружинен относительно корпуса пресса в сторону заготовки и ограничен в этом направлении регулируемым упором. Кроме того указанный пресс может принимать необходимое угловое положение, обеспечивающее требуемый угол между плоскостью гиба средней части заготовки и основной плоскостью гиба.
Достоинством данного устройства является возможность разводить на достаточное расстояние матрицу и пуансон из их рабочего положения в исходное, тем самым освобождая готовую деталь для ее вертикальной разгрузки и последующей загрузки новой заготовки, что позволяет повысить качество изготовления штанги стабилизатора.
Однако одним из главных недостатков данного устройства является то, что в нем не предусмотрена возможность изменения направления гиба средней части штанги, что сужает его технологические возможности.
Кроме того, в известном устройстве прижимы-шаблоны с гибочными инструментами и пуансон с матрицей не являются быстросменными комплектами инструментов и предназначены для гибки штанги стабилизатора только определенной конфигурации. К тому же в данном устройстве не предусмотрена окончательная подгибка (до 30°) концов штанги в плоскости, перпендикулярной основной плоскости гиба. Все это лишает известное устройство универсальности, а также сужает его технологические возможности.
Следует также сказать, что примененный в известном устройстве механизм поворота пресса на требуемый угол, выполненный в виде ходового винта, гайки и троса, один конец которого связан с корпусом пресса, а второй - с упомянутой гайкой, не обеспечивает надежность и безопасность работы устройства, поскольку в процессе поворота массивного и неуравновешенного пресса, особенно при его подъеме, существует вероятность обрыва троса из-за значительного трения в поворотных цапфах пресса.
Вместе с тем, отсутствие в гидрооборудовании указанного устройства гидропневмоаккумуляторов делает его менее производительным, что в случае быстроостывающих штанг малого диаметра компенсируется более высокой температурой их предварительного нагрева и тем самым ведет к повышению энергозатрат, а также к неоправданно высокому окалинообразованию нагретой заготовки.
Следует также сказать, что отсутствие в известном техпроцессе закалочной ванны, расположенной в непосредственной близости около гибочного устройства, приводило к необходимости транспортировки согнутой штанги к месту ее закалки (в данном случае - на другой участок) и к повторному ее нагреву, что в свою очередь также повышало энергозатраты и транспортные расходы.
Задачей заявляемого изобретения является устранение указанных недостатков, а именно расширение технологических возможностей устройства, включающих придание ему свойств универсальности, увеличение его производительности с одновременным снижением энергозатрат, а также повышение удобства и безопасности обслуживания.
Для решения поставленной задачи в известном устройстве для пространственной гибки стержневых заготовок, содержащем узлы, предназначенные для гибки концов заготовки в основной плоскости гиба, выполненные в виде прижимов-шаблонов и гибочных инструментов, смонтированных на приводных суппортах, установленных на станине с возможностью перемещения вдоль оси заготовки, и узел, предназначенный для гибки средней части заготовки, выполненный в виде пресса, расположенного перпендикулярно оси заготовки с возможностью его регулировки в угловом положении, при этом пресс снабжен силовым цилиндром гибки, шток которого соединен с ползуном, несущим пуансон, а корпус цилиндра связан с ползуном, несущим матрицу штампа, указанный пресс снабжен дополнительным силовым цилиндром, предназначенным для одновременного перемещения ползунов матрицы и пуансона из их исходного положения соответственно в рабочее и крайне отведенное для начала гибки положение, причем шток указанного цилиндра соединен с корпусом пресса, а подвижный корпус этого цилиндра связан с ползуном матрицы. При этом пуансон и матрица выполнены легкосъемными и в соответствующих исходных положениях, в зависимости от направления гиба, каждый из них может иметь относительно продольной оси заготовки взаимно противоположные позиции, соответствующие одному из двух оппозитно расположенных мест их крепления на своих ползунах. При этом первая пара исходных положений матрицы и пуансона характеризуются выдвинутым положением штоков обоих цилиндров и ближайшим к ним расположением матрицы штампа, а вторая - втянутым положением этих штоков и противоположным расположением матрицы, причем в обоих случаях матрица и пуансон закреплены на своих ползунах на максимальном расстоянии друг от друга.
Корпус дополнительного силового цилиндра связан с ползуном матрицы посредством винтовой пары с возможностью регулировки с помощью последней ее рабочего положения. При этом пуансон с матрицей и прижимы-шаблоны с гибочными инструментами выполнены в виде нескольких быстросменных комплектов, соответствующих конфигурации сгибаемых заготовок, причем один из них снабжен дополнительными прижимами-шаблонами и гибочными инструментами, предназначенными для догибки концов заготовки в плоскости, перпендикулярной основной плоскости гиба. Кроме того, привод углового перемещения пресса выполнен в виде смонтированного на станине качающегося силового цилиндра, шток которого соединен с корпусом пресса, причем в последнем выполнены круговые пазы с возможностью размещения в них опорных роликов, оси которых смонтированы в станине устройства, при этом ось круговых пазов совпадает с осью прямой заготовки. Гидрооборудование устройства снабжено гидропневмоаккумуляторами, а в непосредственной близости от устройства расположена масляная ванна для закалки согнутой заготовки, включающая транспортер для перемещения последней.
Снабжение пресса заявляемого устройства дополнительным силовым цилиндром, предназначенным для одновременного перемещения ползунов матрицы и пуансона из их исходного положения соответственно в рабочее и крайне отведенное для начала гибки положение, а также выполнение матрицы и пуансона легкосъемными с возможностью их установки на одном из двух оппозитно расположенных мест их крепления на своих ползунах, благодаря чему каждый из них может занимать в соответствующих исходных положениях взаимно противоположные позиции относительно продольной оси заготовки, позволяет производить гибку средней части штанги, в зависимости от ее модификации, в одном из двух взаимопротивоположных направлений. При этом осуществление связи подвижного корпуса дополнительного силового цилиндра с ползуном матрицы посредством винтовой пары позволяет в наладочном режиме более точно регулировать рабочее положение матрицы штампа при переходе в процессе изготовления штанг с одного их типоразмера на другой. Кроме того, выполнение матрицы с пуансоном и прижимов-шаблонов с гибочными инструментами в виде нескольких быстросменных комплектов, соответствующих конфигурации сгибаемых заготовок, также позволяет расширить технологические возможности заявляемого устройства и сделать его максимально универсальным. Причем снабжение одного из указанных комплектов дополнительными прижимами-шаблонами и гибочными инструментами позволяет догибать концы заготовки в плоскости, перпендикулярной основной плоскости гиба, что необходимо при изготовлении штанги стабилизатора определенного вида и модификации, в частности для автомобиля «Валдай». Вместе с тем, применение в заявляемой конструкции в качестве привода углового перемещения пресса качающегося силового цилиндра, а также выполнение направляющих для данного перемещения в виде смонтированных в станине опорных роликов, расположенных в круговых пазах пресса, позволяет механизировать и сделать более надежным и безопасным процесс изменения углового положения пресса. Кроме того, включение в гидрооборудование устройства гидропневмоаккумуляторов позволяет значительно уменьшить время цикла гибки штанги стабилизатора, в результате чего экономится электроэнергия, которая потребовалась бы на дополнительный нагрев заготовки (особенно малого диаметра), учитывая ее остывание при менее производительном процессе гибки. При этом расположение закалочной масляной ванны, включающей транспортер, в непосредственной близости от устройства позволяет с одного нагрева производить закалку согнутой заготовки, что также ведет к экономии затрат на электроэнергию и транспортные расходы.
На фиг.1 показан общий вид устройства с условно совмещенными на одной позиции несколькими заготовками различной конфигурации.
На фиг.2 показан общий вид устройства в изометрии.
На фиг.3 показан выносной элемент А на фиг.2.
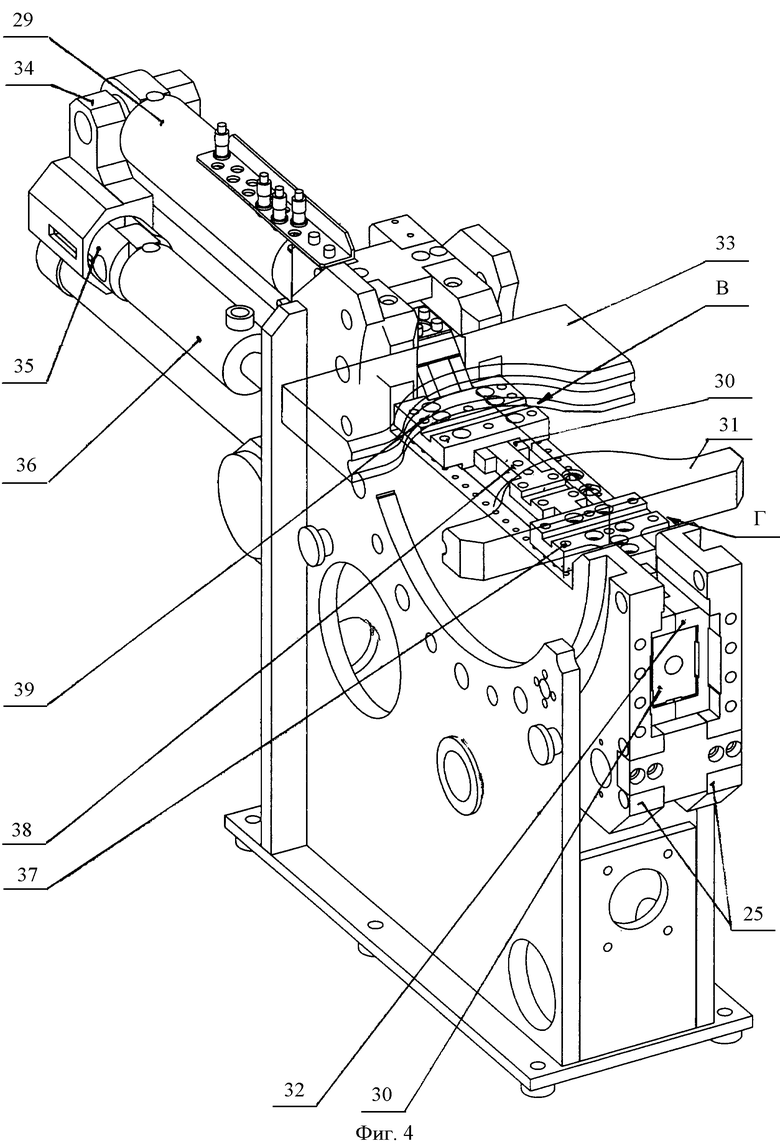
На фиг.4 показан отдельно пресс устройства, расположенный под углом 90° к основной плоскости гиба, с расположением матрицы и пуансона, предусматривающим гибку средней части заготовки в сторону силовых цилиндров пресса.
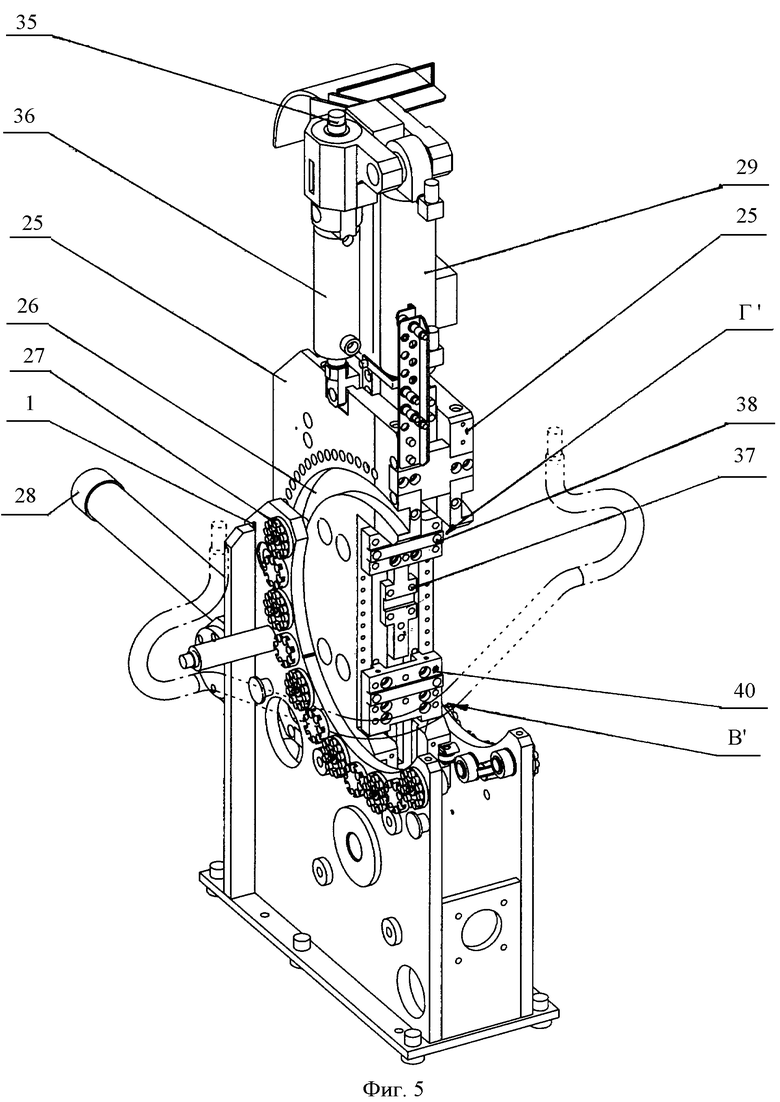
На фиг.5 показан отдельно пресс устройства, расположенный в основной плоскости гиба, с расположением мест крепления матрицы и пуансона, предусматривающим гибку средней части заготовки в сторону, противоположную силовым цилиндрам пресса.
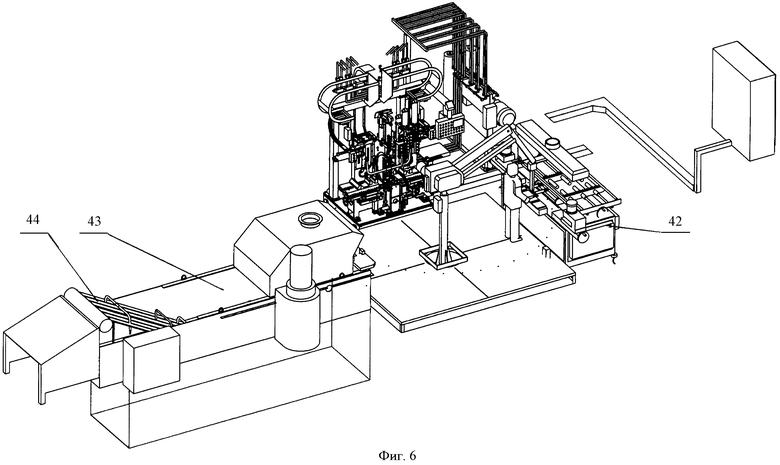
На фиг.6 показан участок изготовления штанги стабилизатора, включающий собственно устройство для гибки стержневых заготовок, нагревательную установку и закалочную масляную ванну с транспортером.
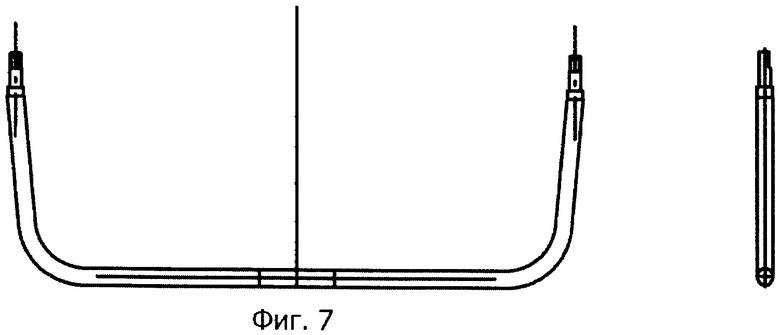
На фиг.7 показана штанга стабилизатора для автомобиля ГАЗ 2975 «Тигр».
На фиг.8 показана штанга стабилизатора для автомобиля ГАЗ 3302«Газель».
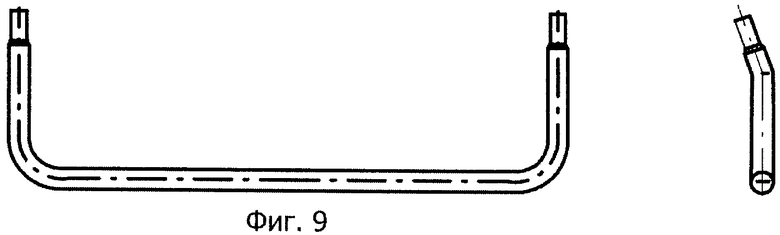
На фиг.9 показана штанга стабилизатора для автомобиля ГАЗ 33104 «Валдай».
На фиг.10 показана штанга стабилизатора для автомобиля ГАЗ 3110 «Волга».
На фиг.11 показана штанга стабилизатора для автомобиля ГАЗ 33104 «Валдай» (первоначальный вариант).
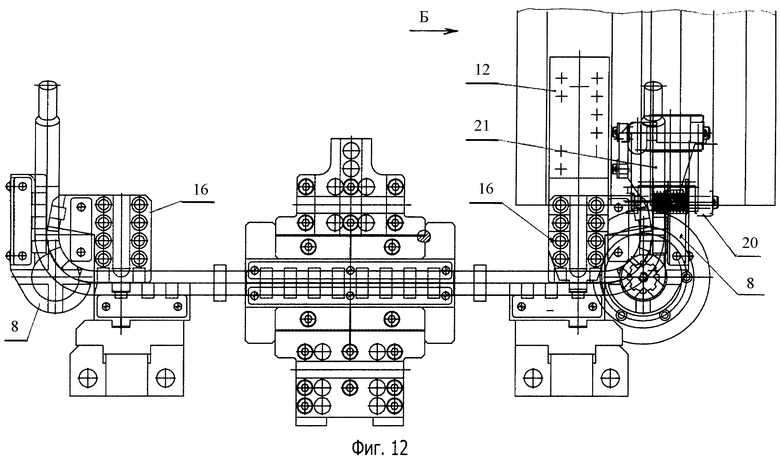
На фиг.12 - фрагментарно - гибка штанги стабилизатора, изображенной на фиг.9.
На фиг.13 - вид Б на фиг.12.
Устройство содержит станину 1 с тумбами 2, в горизонтальных направляющих 3 которых с возможностью возвратно-поступательного перемещения от цилиндра 4, снабженного механизмом синхронизации 5, установлены приводные суппорты 6. На суппортах 6 смонтированы механизмы для гибки концов штанги, состоящие из поворотных валов 7 с закрепленными на них гибочными инструментами 8 соответствующего профиля с реечным приводом от цилиндров 9. Также на суппортах 6 в направляющих 10 и 11 с возможностью вертикального перемещения смонтированы соответственно ползуны 12 и 13 с приводами от цилиндров 14 и 15. На ползунах 12 закреплены прижимы-шаблоны 16 также соответствующего профиля, вокруг которых осуществляется гибка концов штанги в основной (вертикальной) плоскости, а на ползунах 13 с возможностью горизонтального перемещения установлены ползушки 17 с рабочими инструментами 18, приводимые в движение цилиндрами 19. Ползушки предназначены для догибки концов заготовки либо в основной плоскости гиба либо в плоскости, перпендикулярной последней. Гибочные инструменты 8 и прижимы-шаблоны 16 представляют собой быстросменные комплекты инструментов, каждый из которых предназначен для гибки штанги определенной конфигурации, причем один из комплектов (см. фиг.12, 13) снабжен дополнительными прижимами-шаблонами 20 и гибочными инструментами 21, предназначенными для догибки концов заготовки в плоскости, перпендикулярной основной плоскости гиба. При этом во время движения вниз ползуна 13 на гибочный инструмент 21 воздействует нажимной элемент 22, закрепленный на корпусе ползушки 17. На приводных суппортах 6 консольно закреплены ложементы 23, предназначенные для размещения в них прямолинейных участков заготовки, причем внутренняя поверхность ложементов 23 является ответной нижней поверхности прижимов-шаблонов 16. Для ориентирования заготовки по ее концам предусмотрены упоры 24, также закрепленные на суппортах 6. В средней части станины 1 смонтирован пресс, корпус которого состоит из двух жестко соединенных между собой боковин 25. С внешней стороны боковин выполнены круговые пазы 26 прямоугольного сечения, ось которых совпадает с осью прямой заготовки, при этом в пазах 26 расположены опорные ролики 27, оси которых закреплены в станине 1. Для изменения углового положения пресса применен смонтированный на станине качающийся силовой цилиндр 28, шток которого связан с корпусом пресса. Поворот пресса осуществляется в диапазоне от 0 до 90 градусов со ступенчатой фиксацией его положения через 5 градусов. При выключенном гидроприводе корпус пресса не опускается, так как цилиндр 28 имеет достаточно большое внутреннее сопротивление, а также подключен по схеме «гидростопора». Для гибки средней части штанги предусмотрен силовой цилиндр 29, шток которого соединен с ползуном 30, несущим пуансон 31, при этом ползун 30 проходит внутри составного ползуна 32, который смонтирован во внутренних направляющих боковин 25 и несет матрицу 33. При этом пуансон и матрица также выполнены в виде быстросменных комплектов инструментов, соответствующих определенному профилю сгибаемой заготовки. С задней стороны ползуна 32, между его составными частями защемлен конец удлиненного участка сварного кронштейна 34, на котором шарнирно закреплен подвижный корпус силового цилиндра 29. С этим же кронштейном посредством винтовой пары 35 связан также выполненный подвижным корпус дополнительного силового цилиндра 36, шток которого соединен с корпусом пресса. Силовой цилиндр 36 предназначен для одновременного перемещения ползунов матрицы и пуансона из их исходного положения соответственно в рабочее и крайне отведенное для начала гибки положение. При этом пуансон 31 и матрица 33 выполнены легкосъемными и имеют на своих ползунах соответственно 37, 38 и 39, 40 оппозитно расположенные места их крепления, благодаря которым в соответствующих исходных положениях, в зависимости от требуемого направления гиба каждый из них может занимать относительно продольной оси заготовки взаимно противоположные позиции. Причем в случае исходного положения матрицы и пуансона, которое характеризуется выдвинутым положением штоков обоих цилиндров 29 и 36 (см. фиг.4), месту крепления 39 матрицы 33 (позиция «В») соответствует максимально удаленное от него место крепления 37 пуансона 31 (позиция «Г»). И наоборот, противоположной относительно продольной оси заготовки позиции матрицы (позиция «B'») и месту ее крепления 40 (см. фиг.5) соответствует также максимально удаленное от него место крепления 38 пуансона 31 (позиция «Г′»), которая противоположна позиции «Г» и месту его крепления 37 при первом исходном положении, причем в данном случае исходное положение матрицы и пуансона характеризуется уже втянутым положением штоков указанных цилиндров. Таким образом, в первом случае гибка средней части штанги производится в сторону расположения цилиндров 29 и 36, а во втором случае - в противоположную сторону. Гидрооборудование устройства включает в себя пару гидропневмоаккумуляторов 41, существенно увеличивающих производительность процесса гибки штанги, а в непосредственной близости от устройства расположены нагревательная установка 42 и закалочная масляная ванна 43 с транспортером 44, предназначенным для подъема закаленной штанги.
Устройство работает следующим образом.
Предварительно на приводные суппорты 6 устанавливаются соответствующие профилю сгибаемой заготовки прижимы-шаблоны 16 и гибочные инструменты 8. Также в зависимости от направления гиба средней части штанги (если таковой необходим), на своих ползунах 30 и 32 соответствующим образом устанавливается необходимый комплект инструментов, включающий пуансон 31 и матрицу 33. Причем, если прогиб средней части штанги направлен в сторону цилиндров 29 и 36, матрица крепится на позиции «В», соответствующей месту ее крепления 39 на ползуне 32, а пуансон закрепляется на позиции «Г», соответствующей месту его крепления 37 на ползуне 30 (см. фиг.4). При этом исходное положение пуансона и матрицы и соответственно несущих их ползунов 30 и 32 характеризуется выдвинутым положением штоков силовых цилиндров 29 и 36. Напротив, если прогиб средней части штанги направлен в сторону, противоположную цилиндрам 29 и 36, матрица крепится на позиции «B'», соответствующей месту ее крепления 40 на ползуне 32 (см. фиг.5), при этом указанная позиция является противоположной ее позиции «В» относительно продольной оси заготовки. Пуансон 31 в данном случае крепится на позиции «Г'», которая относительно продольной оси заготовки является противоположной его позиции «Г» и соответствует месту его крепления 38 на ползуне 30. При этом исходное положение матрицы и пуансона в этом случае характеризуется уже втянутым положением штоков силовых цилиндров 29 и 36. Если необходимо, выбирается также угловое положение пресса. На приведенных чертежах (см. фиг.4, 5) показаны крайние положения пресса, т.е. при 0 и 90 градусах. Следует также сказать, что форма некоторых штанг не предусматривает гибку ее средней части (см. фиг.7, 8, 9).
В любом из исходных положений (см. фиг.4 или фиг.5) и при соответствующих креплениях на своих ползунах пуансон 31 и матрица 33 находятся в разведенном положении, тем самым освобождая рабочую зону пресса для загрузки очередной заготовки. Приводные суппорты 6 также находятся в разведенном состоянии. Нагретая в установке 42 прямая заготовка укладывается в ложементы 23 приводных суппортов 6 и центрируется по упорам 24. После этого включаются приводные цилиндры 14 ползунов 12 с прижимами-шаблонами 16, которые прижимают заготовку к ложементам 23. Далее цилиндры 9 производят поворот валов 7 с гибочными инструментами 8, осуществляя гибку концов заготовки вокруг прижимов-шаблонов 16 на заданный угол в основной (вертикальной) плоскости. Если форма штанги не предусматривает гибку ее средней части, а также не требуется догибка концов штанги в какой-либо плоскости, цикл работы на этом этапе завершается и готовая заготовка после возвращения гибочных инструментов и прижимов-шаблонов в исходное положение извлекается из устройства и загружается в масляную ванну 43, где подвергается закалке, после чего с помощью транспортера 44 поднимается наружу. Если форма штанги с прямолинейной средней частью требует догибки ее концов в основной плоскости гиба (см. фиг.8), то при соответственно установленных комплектах прижимов-шаблонов 16 и гибочных инструментов 8 в работу вступают ползуны 14, которые перемещают ползушки 17 на определенный уровень вниз, и последние, двигаясь после этого в продольном направлении, своими рабочими инструментами 18 воздействуют на соответствующие гибочные инструменты, окончательно догибая концы штанги в требуемой плоскости. Если форма штанги с прямолинейной средней частью требует догибки ее концов в плоскости, перпендикулярной основной плоскости гиба (см. фиг.9.), то при соответственно установленных комплектах прижимов-шаблонов 16 и гибочных инструментов 8, которые в данном случае снабжены дополнительными прижимами-шаблонами 20 и подпружиненными гибочными инструментами 21, в работу также вступают ползуны 14. Последние перемещают вниз ползушки 17 и те, воздействуя на гибочные инструменты 21 нажимными элементами 22, закрепленными на их корпусах, окончательно догибают концы штанги в требуемой плоскости. После этого гибочные инструменты и ползуны возвращаются в исходное положение, а согнутая штанга извлекается из устройства и аналогичным образом подвергается закалке. Если форма штанги предусматривает гибку ее средней части, например, в сторону расположения силовых цилиндров 29 и 36 (см. фиг.4), то с учетом вышеуказанных установок пуансона и матрицы для данного направления гиба, а также после основного загиба концов штанги и последующего опускания ползушек 17 с соответствующими инструментами 18 (в данном случае - роликами) на уровень прямолинейных участков концов штанги срабатывает силовой цилиндр 36 и оба ползуна 30 и 32, несущие пуансон 31 и матрицу 33, с небольшим ходом одновременно сдвигаются в сторону, противоположную силовым цилиндрам 29 и 36. При этом матрица занимает рабочее положение, подходя к прямолинейному участку штанги, а пуансон занимает крайне отведенное для начала гибки положение. Одновременно с этим включается силовой цилиндр 4, причем до начала гибки средней части штанги приводные суппорты 6 находятся в неподвижном состоянии, поскольку давление в указанном цилиндре настроено на величину, способную развивать на штоке этого цилиндра усилие, достаточное для преодоления сил трения при перемещении суппортов 6 к центру устройства, но меньшее критической силы устойчивости прямолинейного участка заготовки, находящегося между прижимами-шаблонами 16. Далее срабатывает силовой цилиндр гибки 29 и его шток, втягиваясь в корпус цилиндра, перемещает ползун 30 с пуансоном 31 к матрице 33. Как только пуансон 31 начинает прогибать среднюю часть заготовки, приводные суппорты 6 с закрепленными на них ложементами 23 с помощью механизма синхронизации 5 одновременно начинают смещаться к центру устройства, предотвращая тем самым вытягивание, а следовательно, и утонение изгибаемых участков. Одновременно с гибкой средней части штанги идет догибка прямолинейных участков концов штанги, путем горизонтального перемещения ползушек 17 с инструментами 18 к центру устройства и взаимодействия последних через гибочные инструменты 8 с указанными участками. После окончания гибки ползушки 17 расходятся в противоположные стороны и поднимаются вверх, после чего гибочные инструменты 8 возвращаются в исходное положение. Затем в крайне отведенное положение отходит пуансон 31, после чего срабатывает силовой цилиндр 36 и его корпус, отрабатывая ход назад, одновременно возвращает матрицу 33 и пуансон 31 в их исходное положение. Разжатая штанга на прижимах-шаблонах 16 поднимается вверх и затем окончательно освобождается путем незначительного перемещения приводных суппортов 6 к центру устройства. Далее штанга беспрепятственно извлекается из устройства, суппорты 6 возвращаются в исходное положение, а саму штангу опускают в масляную ванну 43, где она подвергается закалке, после чего транспортером 44 ее поднимают наружу. Если форма штанги предусматривает гибку ее средней части в сторону, противоположную силовым цилиндрам 29 и 36 (см. фиг.5), то процесс гибки штанги происходит аналогичным образом, с той лишь разницей, что пуансон 31 и матрица 33 по сравнению с первым случаем занимают относительно продольной оси заготовки противоположные позиции. И при срабатывании силового цилиндра 36 матрица и пуансон одновременно перемещаются в сторону данного цилиндра, занимая соответственно рабочее и крайне отведенное для начала гибки положение, после чего шток силового цилиндра 29, уже выдвигаясь, перемещает пуансон 31 к матрице 33. После завершения процесса гибки все исполнительные механизмы в обратной последовательности возвращаются в исходное положение, а согнутая штанга, извлеченная из устройства, подвергается закалке. Следует также сказать, что в процессе изготовления штанг, при переходе с одного их типоразмера на другой производится регулировка рабочего положения матрицы 33 с помощью винтовой пары 35 путем точного совмещения оси инструмента с осью заготовки. Благодаря этому компенсируются неточности в изготовлении инструмента и учитываются допуски на ход силового цилиндра 36.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРОСТРАНСТВЕННОЙ ГИБКИ СТЕРЖНЕВЫХ ЗАГОТОВОК | 2004 |
|
RU2270732C1 |
| УСТРОЙСТВО ДЛЯ ПРОСТРАНСТВЕННОЙ ГИБКИ СТЕРЖНЕВЫХ ЗАГОТОВОК | 2001 |
|
RU2207928C2 |
| Устройство для гибки стержневых заготовок | 1979 |
|
SU860908A1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| Станок-автомат для двусторонней гибки труб | 1985 |
|
SU1271611A1 |
| Станок для соединения витков двухплоскостных спиралей скобами | 1988 |
|
SU1549644A1 |
| Штамп совмещенного действия для отрезки заготовки от ленты и гибки острого угла изделия | 1984 |
|
SU1278072A1 |
| Трубогибочная машина | 1988 |
|
SU1556786A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С НЕСКОЛЬКИМИ ИЗГИБАМИ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ И ПРОГИБОМ В ВЕРТИКАЛЬНОЙ ПЛОСКОСТИ | 2000 |
|
RU2189291C2 |
| Устройство для пространственной гибки изделий из трубной заготовки | 1986 |
|
SU1338925A1 |






Изобретение относится к обработке металлов давлением и может быть использовано для гибки стержневых заготовок в одной, двух и более плоскостях с возможностью изменения направления гиба их средней части, например, при изготовлении штанги стабилизатора для различных модификаций и типов автомобилей. Пресс, предназначенный для гибки средней части заготовки, имеет цилиндр гибки, дополнительный силовой цилиндр, предназначенный для одновременного перемещения матрицы и пуансона из их исходного положения соответственно в рабочее и крайне отведенное для начала гибки положение. Пуансон и матрица выполнены быстросъемными, при этом первая пара исходных положений матрицы и пуансона характеризуется выдвинутым положением штоков обоих цилиндров и ближайшим к ним расположением матрицы, а вторая - втянутым положением этих штоков и противоположным расположением матрицы. Расширяются технологические возможности. 5 з.п. ф-лы, 13 ил.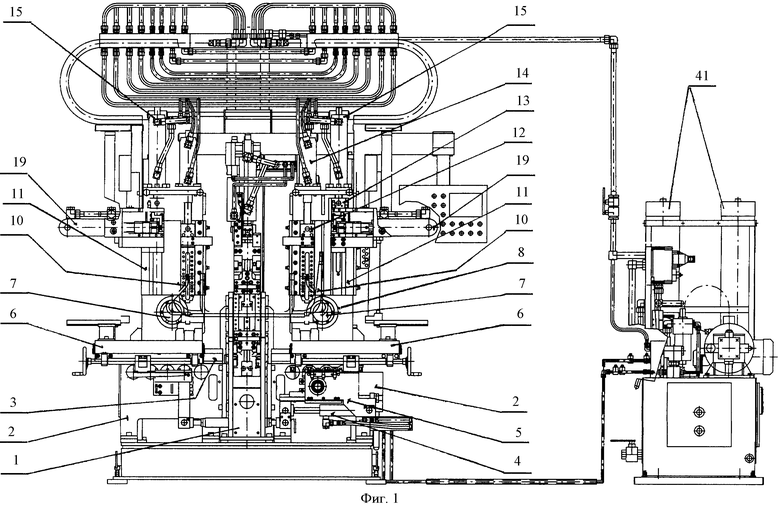
1. Устройство для пространственной гибки стержневых заготовок в одной, двух и более плоскостях, содержащее узлы, предназначенные для гибки концов заготовки в основной плоскости гиба, выполненные в виде прижимов-шаблонов и гибочных инструментов, смонтированных на приводных суппортах, установленных на станине с возможностью перемещения вдоль оси заготовки, и узел, предназначенный для гибки средней части заготовки, выполненный в виде пресса, расположенного перпендикулярно оси заготовки с возможностью его регулировки в угловом положении, при этом пресс снабжен силовым цилиндром гибки, шток которого соединен с ползуном, несущим пуансон, а корпус цилиндра связан с ползуном, несущим матрицу штампа, отличающееся тем, что пресс снабжен дополнительным силовым цилиндром, предназначенным для одновременного перемещения ползунов матрицы и пуансона из их исходного положения соответственно в рабочее и в крайнее отведенное для начала гибки положение, причем шток указанного цилиндра соединен с корпусом пресса, а подвижный корпус цилиндра связан с ползуном матрицы, при этом пуансон и матрица выполнены быстросъемными и в соответствующих исходных положениях в зависимости от направления гиба каждый из них может иметь относительно продольной оси заготовки взаимно противоположные позиции, соответствующие одному из двух оппозитно расположенных мест их крепления на своих ползунах, при этом первая пара исходных положений матрицы и пуансона характеризуется выдвинутым положением штоков обоих цилиндров и ближайшим к ним расположением матрицы штампа, а вторая пара - втянутым положением этих штоков и противоположным положением матрицы, причем в обоих случаях матрица и пуансон закреплены на своих ползунах на максимальном расстоянии друг от друга.
2. Устройство для пространственной гибки стержневых заготовок по п.1, отличающееся тем, что корпус дополнительного силового цилиндра связан с ползуном матрицы посредством винтовой пары с возможностью регулировки с помощью последней ее рабочего положения.
3. Устройство для пространственной гибки стержневых заготовок по п.1, отличающееся тем, что матрица с пуансоном и прижимы-шаблоны с гибочными инструментами выполнены в виде нескольких быстросменных комплектов, соответствующих профилю сгибаемых заготовок, причем один из комплектов снабжен дополнительными прижимами-шаблонами и гибочными инструментами, предназначенными для догибки концов заготовки в плоскости, перпендикулярной основной плоскости гиба.
4. Устройство для пространственной гибки стержневых заготовок по п.1, отличающееся тем, что привод углового перемещения пресса выполнен в виде смонтированного на станине качающегося силового цилиндра, шток которого соединен с корпусом пресса, причем в последнем выполнены круговые пазы с возможностью размещения в них опорных роликов, оси которых смонтированы в станине.
5. Устройство для пространственной гибки стержневых заготовок по п.1, отличающееся тем, что оно снабжено гидропневмоаккумуляторами.
6. Устройство для пространственной гибки стержневых заготовок по п.1, отличающееся тем, что оно снабжено расположенной в непосредственной близости от него масляной ванной, предназначенной для закалки согнутой заготовки.
| УСТРОЙСТВО ДЛЯ ПРОСТРАНСТВЕННОЙ ГИБКИ СТЕРЖНЕВЫХ ЗАГОТОВОК | 2004 |
|
RU2270732C1 |
| УСТРОЙСТВО ДЛЯ ПРОСТРАНСТВЕННОЙ ГИБКИ СТЕРЖНЕВЫХ ЗАГОТОВОК | 2001 |
|
RU2207928C2 |
| Устройство для гибки | 1976 |
|
SU621424A1 |
| US 4972698 A, 27.11.1990. | |||

