Изобретение относится к порошковой металлургии, в частности к устройствам для непрерывного прессования изделий из порошков, и является усовершенствованием устройства по авт. свид. N 518273.
Целью изобретения является расширение технологических возможностей устройства за счет обеспечения процесса формования изделий из горячих пластифицированных порошков.
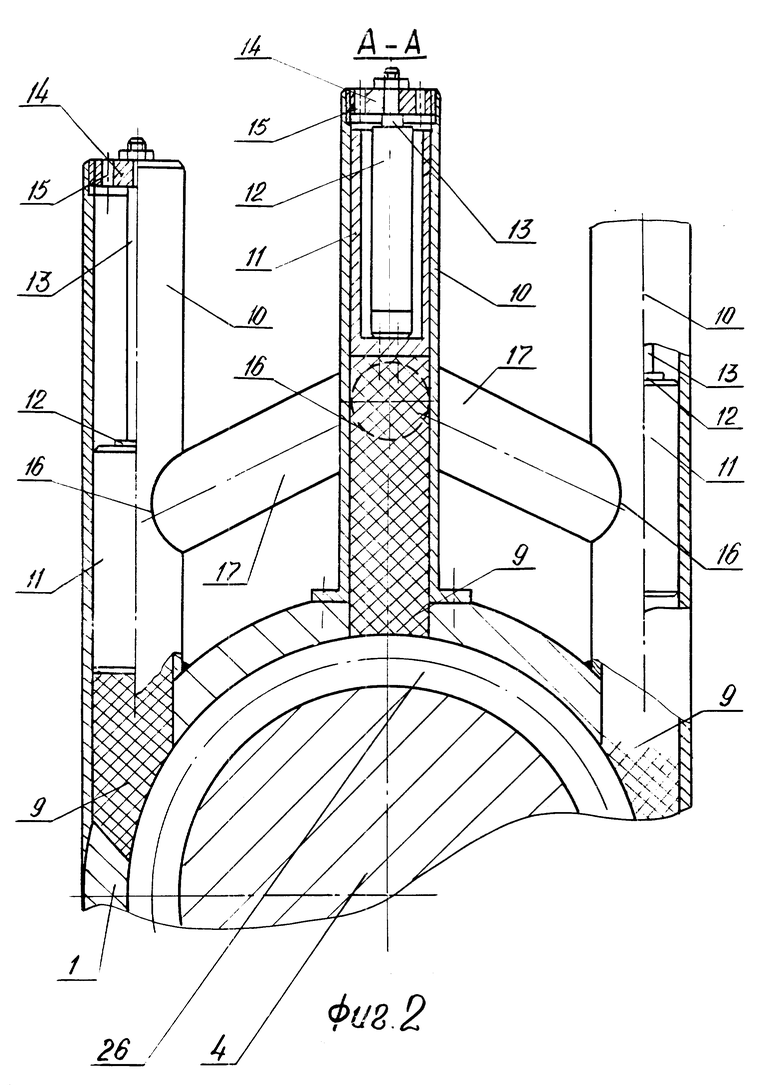
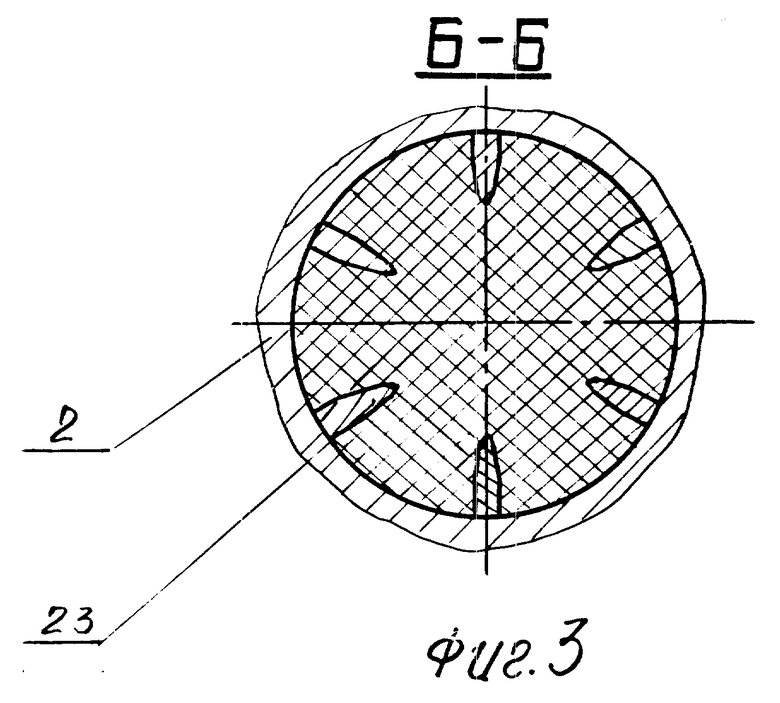
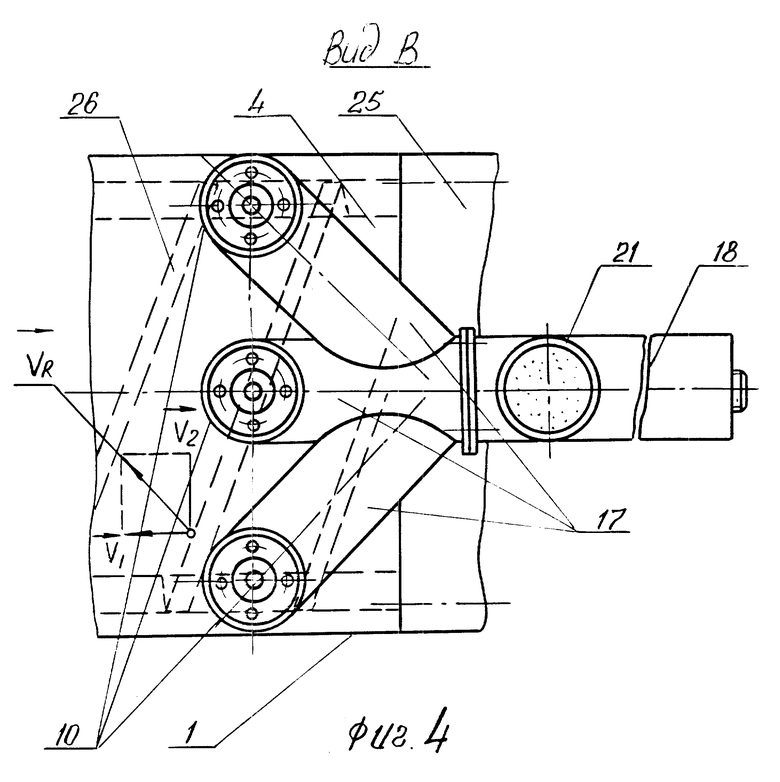
На фиг. 1 показан общий вид устройства; на фиг. 2 сечение А-А на фиг. 1; на фиг. 3 сечение Б-Б на фиг. 1; на фиг. 4 вид по стрелке В на фиг. 1.
Устройство для непрерывного прессования порошков содержит матрицу 1 с мундштуком 2, дополнительную секцию 3, размещенную между матрицей 1 и мундштуком 2 и формующий элемент (пуансон) 4, торец которого выполнен в виде клиновой поверхности 5 с началом 6, концом 7 и зазором 8 между ними.
Матрица 1 выполнена с отверстиями 9 и снабжена узлами 10 периодической подачи порошковой массы, размещенных по ее боковой поверхности радиально в вертикальной плоскости.
Узлы 10 выполнены в виде цилиндров с пуансонами внутри. Пуансоны выполнены в виде гильз 11 и закреплены основанием к гидроцилиндрам 12. Гидроцилиндры 12 расположены в полости гильз 11 и закреплены штоками 13 в вершине цилиндров узлов 10 (в гайке 14 с отверстиями 15). На боковой поверхности цилиндры узлов 10 снабжены отверстиями 16. К отверстиям 16 присоединены патрубки 17. Одним концом патрубки 17 закреплены к цилиндрам узлов 10, другим друг к другу. Центральный патрубок 17 снабжен дополнительным узлом 18 подачи массы. Узел 18 состоит также из цилиндра, гильзы 19, гидроцилиндра 20 и загрузочного патрубка 21.
Мундштук 2 в зоне пластической деформации (коническая зона 22) снабжен направляющими 23 в виде ножей, расположенных радиально и параллельно оси устройства. Направляющие 23 закреплены в зоне 22 болтами 24.
Формующий элемент (пуансон) 4 выполнен с возможностью вращательного движения в корпусе подшипников (крышка 25) и снабжен на боковой поверхности экструдером 26, выход которого соединен зазором 8 с камерой 27, образованной скосом 28.
Для создания крутящего момента Мкр на формующем элементе 4 последний снабжен зубчатым колесом (на чертеже не показано).
Мундштук 2, матрица 1, цилиндры узлов 10, патрубки 17, цилиндр дополнительного узла 18 и загрузочный патрубок 21 снабжены термоэлектрическими нагревателями (не показаны).
Устройство работает следующим образом.
От привода (не показан) формующему элементу 4 сообщают крутящий момент Мкр и в загрузочные патрубок 21 подают горячую массу. Пластифицированная порошковая масса, поступая в цилиндр узла 18, проталкивается возвратно-поступательным движением гильзы 19 вдоль оси цилиндра узла 18 и центрального патрубка 17, распределяясь и во все остальные патрубки 17. Как показано на фиг. 2, в центральном узле 10 гильза 11 находится в крайнем верхнем положении и отверстие 16 открыто, поэтому масса из центрального патрубка 17 поступает в полость цилиндра центрального узла 10, загружая его. В левом узле 10 происходит выдавливание массы из полости цилиндра в матрицу 1 через левое отверстие 9, при этом отверстие 16 левого узла 10 перекрыто гильзой 11. А в правом узле 10 гильза 11 двигается вверх, но отверстие 16 также перекрыто гильзой 11. Поэтому масса из патрубков 17 выдавливается только через центральный патрубок 17 в полость центрального узла 10. После окончания загрузки центрального узла 10 гильза 11 этого узла 10 начинает двигаться из верхнего крайнего положения вниз перекрывая отверстие 16, при этом одновременно, гильза 11 правого узла 10 начинает открывать отверстие 16 правого узла 10 и масса из дополнительного узла 18 выдавливается через правый патрубок 17, отверстие 16 в полость правого узла 10. Перекрыв отверстие 16, гильза 11 центрального узла 10 начинает выдавливать массу из полости центрального цилиндра в матрицу 1 через центральное отверстие 9, при этом в левом узле 10 гильза 11, достигнув крайнего нижнего положения, начинает двигаться вверх, а в это время в правом узле 10 гильза 11 достигла крайнего верхнего положения. После загрузки правого узла 10 станет загружаться левый узел 10, а правый будет выдавливать массу в матрицу 1 и т.д.
Поочередно выдавливаемая масса из узлов 10 захватывается витками экструдера 26 и подается через зазор 8 в камеру 27 под давлением. Из камеры 27 масса перемещается параллельно клиновой поверхности 5 по радиусу и при наглухо замкнутом выходе из мундштука 2 (не показано) заполняет объем зоны деформации и калибра в мундштуке 2, образуя сплошную массу с формуемой поверхностью. В мундштуке 2 происходит уплотнение массы за счет непрерывного вдавливания в формуемую поверхность бесконечно-малых объемов, поступающих под клиновую (формующую) поверхность 5 из камеры 27.
Непрерывно вдавливаемая масса формующей клиновой поверхностью 5 в объем массы, находящейся в зоне деформации и калибра мундштука 2, увеличивает плотность массы в объеме зон деформации и калибра, создавая давление А на клиновую поверхность 5 формующего элемента 4.
Клиновая поверхность 5 с таким же давлением P давит на объем массы, находящейся в зоне пластификации и калибра и при достижении давления подпора, равного А (0,8 0,95) P, выход мундштука 2 размыкают и масса из зоны пластификации выдавливается через зону калибра непрерывно.
Таким образом, применение в описанном устройстве направляющих, расположенных в зоне пластической деформации мундштука (фиг. 1) параллельно оси устройства, исключает радиальное перемещение объема массы по поверхности скольжения совместно с клиновой поверхностью, что позволяет равномерно вдавливать материал формующей поверхностью в формуемую, а выполнение их в виде ножей (фиг. 3) исключает сопротивление осевому перемещению массы из зоны деформации.
Кроме этого, применение узлов периодической подачи массы, расположенных по боковой поверхности матрицы, выполненных в виде цилиндров с отверстиями на боковой поверхности и с пуансонами внутри позволяет принудительно подавать поочередно массу в матрицу, исключив тем самым проскальзывание ее относительно поверхностей скольжения, равномерно подавая под клиновую поверхность, а расположение их в вертикальной плоскости (фиг. 2) позволит исключить их влияние, при поочередном выдавливании, друг на друга путем отвода подаваемой массы витками экструдера, т.к. виток экструдера расположен под углом к оси устройства (фиг. 4).
Выполнение пуансонов внутри цилиндров в виде гильз с закрепленными и расположенными в их полостях гидроцилиндров, штоки которых закреплены в вершинах цилиндров, позволяет согласовать работу узлов периодической подачи массы для поочередного (а значит непрерывного) вдавливания массы в матрицу, а применение патрубков, соединенных одним концом друг к другу, а другим присоединенных к отверстиям цилиндров, позволяет связать воедино все узлы периодической подачи массы в один узел, обеспечивая равномерную и непрерывную подачу массы в матрицу. Кроме этого, применение дополнительного узла подачи порошковой массы, расположенного соосно с центральным патрубком позволяет непрерывно снабжать узлы периодической подачи массой, подаваемой извне, что в совокупности с вышеизложенным за счет создания равномерной и непрерывной подачи порошковой массы в матрицу позволяет значительно повысить эффективность работы устройства, в частности, обеспечивая возможность формования горячих углеродных масс, характеризующихся низким коэффициентом трения с поверхности скольжения, т.е. позволяет значительно расширить технологические возможности устройства при формовании изделий из пластифицированных порошков.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ГОРЯЧИХ ПЛАСТИФИЦИРОВАННЫХ ПОРОШКОВ | 1990 |
|
RU2068750C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ГОРЯЧИХ ПЛАСТИФИЦИРОВАННЫХ ПОРОШКОВ | 1989 |
|
RU2082555C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВ | 1990 |
|
RU2089346C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКА | 1989 |
|
RU2089345C1 |
| СПОСОБ СУХОЙ ОЧИСТКИ ГОРЯЧЕГО ГАЗОВОГО ПОТОКА ОТ ХЛОРИДА ВОДОРОДА И ПАРОВ ХЛОРИДОВ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2019275C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОЩЕТОК | 1994 |
|
RU2088007C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ТУГОПЛАВКИХ ПОКРЫТИЙ НА ВОЛОКНИСТЫЕ МАТЕРИАЛЫ | 1991 |
|
RU2011700C1 |
| МАТЕРИАЛ НАДРОТОРНОГО УПЛОТНЕНИЯ АВИАЦИОННОГО ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 1992 |
|
RU2027863C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СТЕПЕНИ СОВМЕСТИМОСТИ СВЯЗУЮЩЕГО И НАПОЛНИТЕЛЯ В УГЛЕРОД-УГЛЕРОДНЫХ КОМПОЗИТАХ | 1992 |
|
RU2072517C1 |
| СПОСОБ ГИДРОСТАТИЧЕСКОГО ПРЕССОВАНИЯ ПОРОШКООБРАЗНЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2033898C1 |
Изобретение относится к порошковой металлургии, в частности к устройствам для непрерывного прессования изделий из порошков. Цель - расширение технологических возможностей устройства за счет обеспечения процесса формования из горячих пластифицированных порошков. От привода формующему элементу 4 сообщают крутящий момент, а в загрузочный патрубок 21 подают горячую массу. Масса, поступая в цилиндр узла 18, распределяется во все патрубки, а затем в полость цилиндра центрального узла 10. После загрузки этого узла отверстие 16 перекрывается, гильза начинает выдавливать массу из полости цилиндра в матрицу 1 через центральные отверстия 9, где она захватывается витками экструдера 26 и подается под давлением через зазор 8 в камеру 27. В мундштуке 2 происходит уплотнение массы, а клиновая поверхность 5 обеспечивает непрерывное выдавливание материала через зону калибра. 4 ил.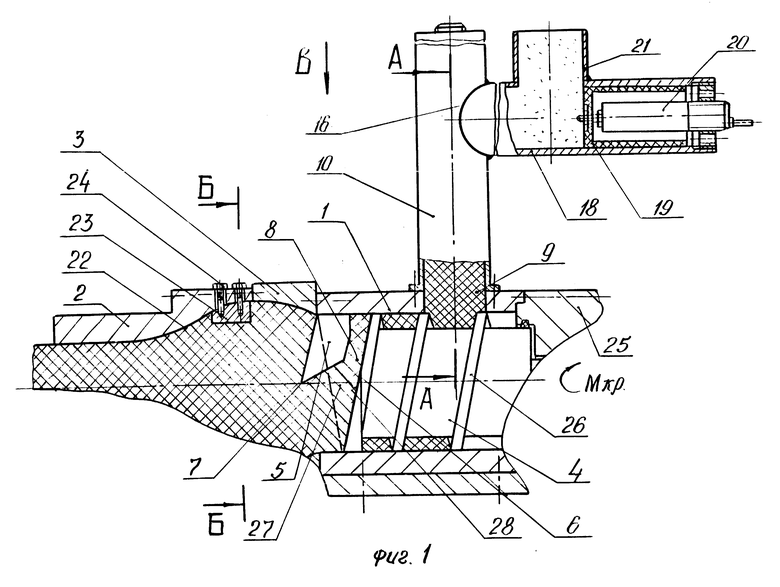
Устройство для непрерывного прессования изделий из порошков, отличающееся тем, что, с целью расширения технологических возможностей за счет обеспечения формования изделий из горячих пластифицированных порошков, оно снабжено узлами периодической подачи пластифицированного порошка, расположенными на боковой поверхности матрицы и выполнеными в виде цилиндров с пуансонами, и направляющими в виде ножей, размещенными на поверхности мундштука параллельно оси устройства, при этом пуансоны выполнены в виде гильз и гидроцилиндров, расположенных в полости гильз и прикрепленных штоками к вершинам цилиндров, последние выполнены с отверстиями на боковой поверхности и патрубками, закрепленными одним из концов в отверстиях цилиндров, а другие соединенными друг с другом, причем центральный патрубок имеет соосный ему дополнительный узел подачи пластифицированного порошка.
| Устройство для формования заготовок из смеси пластифицированных порошков | 1975 |
|
SU518273A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
