Изобретение относится к порошковой технологии, а именно к способам гидростатического прессования и может быть использовано при производстве графитов, огнеупоров, сплавов и др. порошкообразных материалов.
Известен способ получения гидропрессованных изделий, включающий укладку смеси в форму, виброуплотнение и гидропрессование, осуществляемое одновременно с калибровкой.
Недостатком этого способа является неоднородность получаемого материала по свойствам, т.к. гидростатическое давление прикладывается только в радиальном направлении и не обеспечивает равномерного всестороннего обжатия.
Известен также способ гидростатического прессования, включающий загрузку защитной оболочки в пресс-форме порошком, уплотнение порошка, герметизацию оболочки, гидростатическое прессование и извлечение заготовки из пресс-формы.
Недостатки: запыление атмосферы при загрузке порошком и предварительном уплотнении, а также длительность подготовительных операций по герметизации и разгерметизации оболочки.
Известно также устройство для гидростатического прессования, содержащее пресс-форму в виде перфорированной гильзы, защитную оболочку из эластичного материала, гидростат и питатель.
Однако указанное требует дорогостоящей оснастки для изготовления оболочки и устройства для ее герметизации.
В основу изобретения положена задача улучшения экологии производства, повышения качества прессованного материала и снижения трудоемкости.
Решение задачи обеспечивается тем, что загрузку порошка производят в оболочку из пленочного или пленкоподобного материала в виде рукавного элемента, закрытую горловину которого и донную часть предварительно герметизируют. При этом устройство оснащено загрузочной трубкой, соединенной с питателем, на которой фиксируется горловина рукавного элемента.
Таким образом исключается распыление пресс-порошка и контакт заготовки с окружающей средой от момента ее изготовления до использования на других операциях. Кроме того, обеспечивается сокращение продолжительности цикла изготовления заготовок за счет сокращения длительности вспомогательных операций, а также снижения затрат на производство конечного продукта за счет снижения стоимости оболочек.
Данная технология позволяет использовать оболочку после цикла прессования в качестве защитного упаковочного материала.
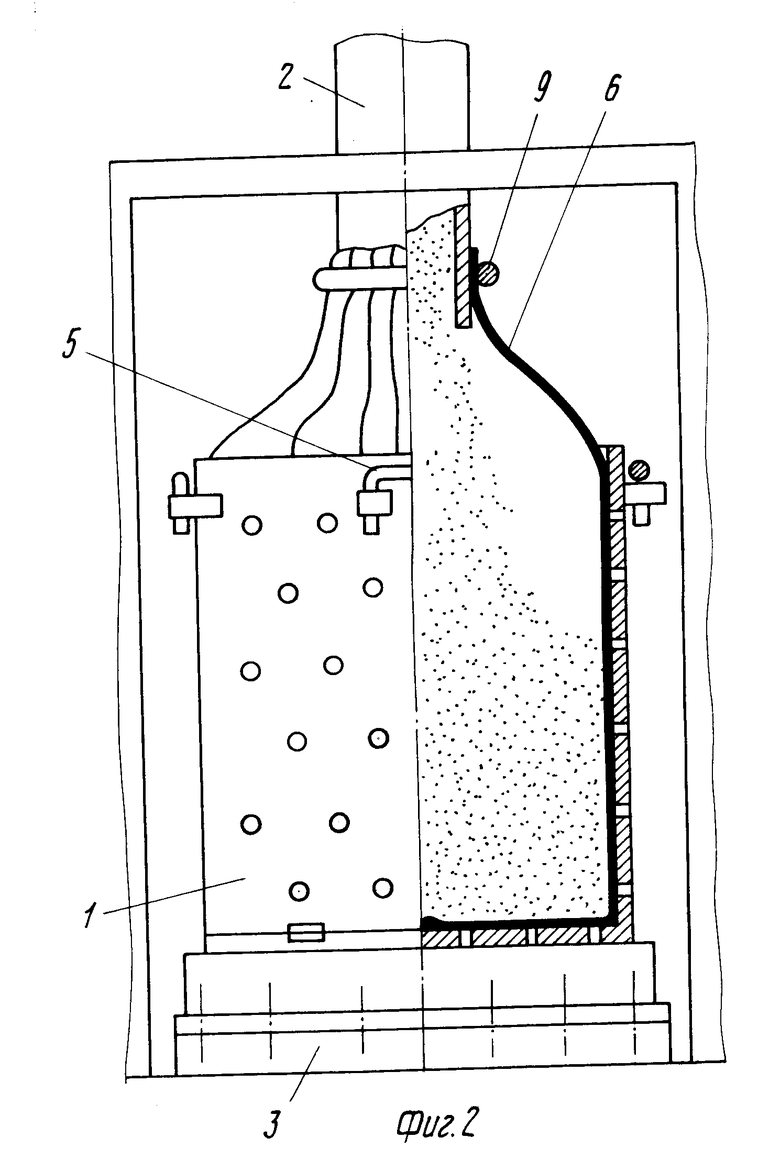
На фиг.1 представлена схема устройства для реализации серии циклов прессования; на фиг.2 фрагмент реализации способа при раздельных циклах изолированного прессования (момент загрузки пресс-порошка); на фиг.3 фрагмент, показывающий заполненную пресс-форму в гидростате.
Устройство для гидростатического прессования порошкообразных материалов (см. фиг. 2) состоит из перфорированной пресс-формы 1, загрузочной трубы 2, соединенной с питателем, вибровозбудителя 3 и гидростата 4 (питатель на рисунке не показан).
Пресс-форма 1 (см. фиг.1, 2, 3) выполнена из разъемных сегментов, установленных с возможностью углового перемещения от центра к периферии и соединенных между собой скобами 5. Загрузочная труба 2 установлена стационарно над пресс-формой.
Устройство содержит также эластичный рукав из пленочного или пленкоподобного материала, горловина которого закреплена на загрузочной трубе 2.
Способ непрерывного изолированного прессования серией циклов реализуется следующим образом.
Пресс-форму 1 в собранном виде устанавливают на вибровозбудитель 3 (фиг. 1). На загрузочную трубу 2 надевают гармошкой рукав 6, выполненный из пленочного материала, например, полиэтиленовой пленки. Горловину рукава фиксируют на загрузочной трубе, в верхней части, например, хомутом 7 и (фиг.1) герметизируют проволочным зажимом 8 его донную часть (на фиг. не показано). Включают вибровозбудитель 3 и подают пресс-порошок из питателя через загрузочную трубу 2 в донную часть рукава 6, при этом заполнение рукава порошком начинается на весу. По мере поступления порошка рукав 6 вместе с порошком опускают в полость пресс-формы 1. Под давлением поступающего порошка и вибрации рукав выстилает внутреннюю поверхность пресс-формы, после окончательного заполнения объема пресс-формы порошком и виброуплотнения горловину рукава предварительно герметизируют разовыми проволочными зажимами 8 в двух отметках по высоте (фиг. 1), а затем отделяют от части, надетой на загрузочную трубу, путем разрезания по линии "а-а" между двумя отметками герметизации. Пресс-форму устанавливают в гидростат 4 (см. фиг.3) и прессуют порошок давлением жидкости. Как показали эксперименты, использование гибких элементов обеспечивает надежную герметизацию оболочки, так как при подаче давления происходит зажим узла оболочки, благодаря чему жидкость не попадает в порошок.
После гидростатического прессования пресс-форму извлекают из гидростата и дают выдержку для стекания рабочей жидкости с поверхности. Затем снимают скобы 5, скрепляющие сегменты пресс-формы, разводят их к периферии и извлекают заготовку с оболочкой. Заготовка в таком виде может храниться или транспортироваться для проведения последующих технологических операций.
При прессовании (изолированном) раздельными циклами горловину рукава или каждой оболочки из этого рукава фиксируют на нижней части загрузочной трубы (напр. кольцом 9, фиг.2) и цикл повторяется, с той разницей, что перед загрузкой пресс-порошка оболочка помещается в пресс-форму 1.
При таком прессовании могут быть использованы оболочки с внутренним слоем пленкоподобного материала с тем, чтобы после цикла прессования в качестве упаковки использовать этот слой, а не саму внешнюю оболочку. При этом внешняя оболочка может быть использована многократно.
Благодаря выполнению оболочки из дешевого пленкоподобного материала, а также упрощению средств герметизации снижается стоимость оболочки и всего процесса. Не требуется специальной упаковки, что также снижает затраты.
Благодаря тому, что оболочка помещается в пресс-форму свободно, без фиксации ее относительно пресс-формы, сжатие оболочки давлением рабочей жидкости происходит равномерно по всей поверхности, в результате чего обеспечивается получение равномерной плотности по всему объему заготовки.
Осуществление загрузки порошка в оболочку, герметично соединенную с загрузочной трубой, обеспечивает экологически чистое производство.
Описанный способ и устройство для его осуществления реализованы на опытно-промышленной установке гидростатического прессования и показали положительные результаты: повысилось качество заготовок, резко сократилась запыленность атмосферы, снизилась себестоимость продукции.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОЩЕТОК | 1994 |
|
RU2088007C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОНСТРУКЦИОННОГО ТЕПЛОИЗОЛЯЦИОННОГО УГЛЕРОДНОГО МАТЕРИАЛА И КОНСТРУКЦИОННЫЙ ТЕПЛОИЗОЛЯЦИОННЫЙ УГЛЕРОДНЫЙ МАТЕРИАЛ | 1992 |
|
RU2093494C1 |
| СПОСОБ ПОЛУЧЕНИЯ УГЛЕРОДНОЙ ОСНОВЫ ПОД СИЛИЦИРОВАНИЕ | 1994 |
|
RU2087452C1 |
| СПОСОБ ПОЛУЧЕНИЯ МАТЕРИАЛА ИЗ КАРБИДА КРЕМНИЯ | 1992 |
|
RU2034814C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ДЛЯ ИЗГОТОВЛЕНИЯ ГРАФИТОВОГО МАТЕРИАЛА | 1991 |
|
RU2036136C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ УГЛЕРОД-КАРБИДОКРЕМНИЕВОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И УГЛЕРОД-КАРБИДОКРЕМНИЕВЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ | 1992 |
|
RU2084425C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОЗЕРНИСТОГО ГРАФИТА | 1992 |
|
RU2069205C1 |
| Способ получения мелкозернистых крупногабаритных графитированных заготовок | 1991 |
|
SU1834843A3 |
| ШИХТА ДЛЯ ПОЛУЧЕНИЯ УГЛЕГРАФИТОВЫХ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО КРИСТАЛЛИЗАТОРОВ | 1991 |
|
RU2009998C1 |
| СПОСОБ ОБЖИГА КРУПНОГАБАРИТНЫХ УГЛЕРОДНЫХ ЗАГОТОВОК | 1989 |
|
RU2022921C1 |
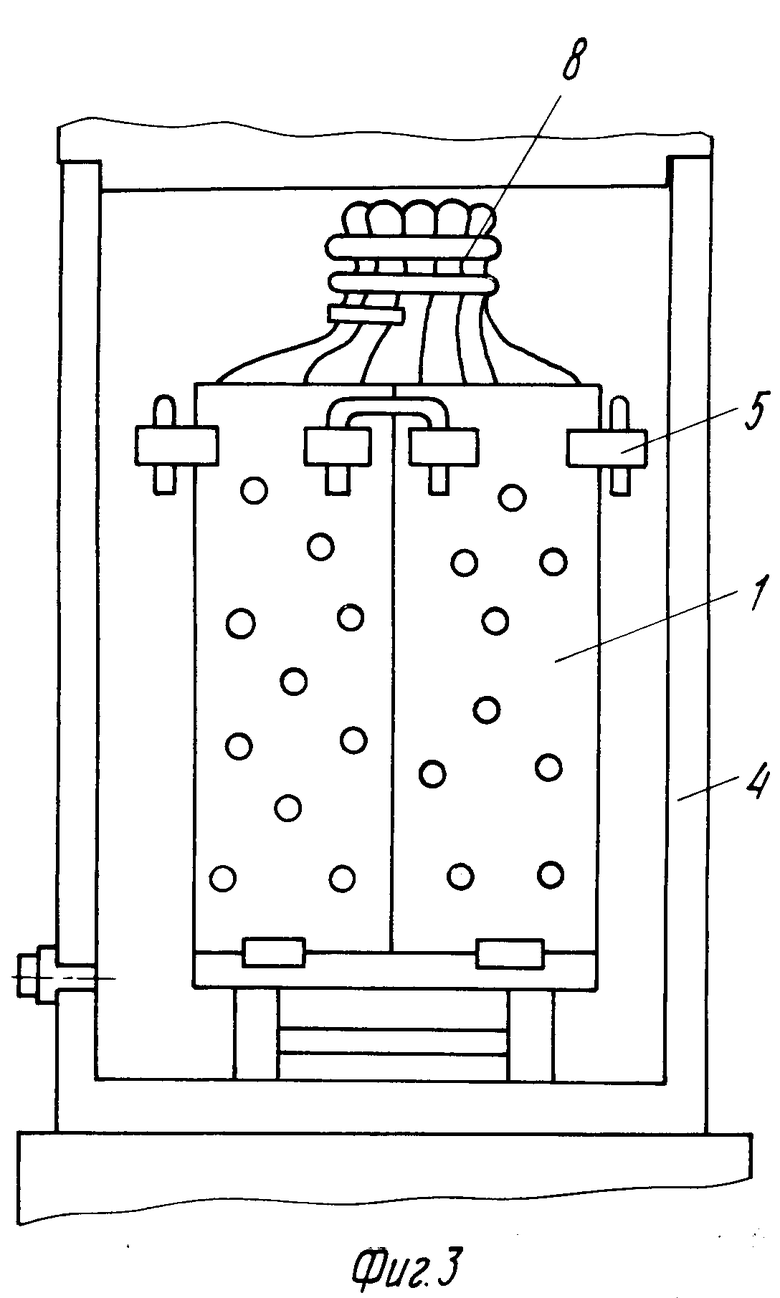
Сущность: гидростатическое прессование порошкообразных материалов осуществляют путем загрузки порошка в оболочку из пленочного или пленкоподобного материала, выполненную в видерукавного элемента 6, который предварительно одевают на загрузочную трубу 2. Затем фиксируют его горловину и герметизируют донную часть, например проволочным зажимом, пресс-форму 1 в собранном виде устанавливают под рукавным элементом на вибровозбудитель 3. Порошок через загрузочную трубу 2 подают в донную часть рукавного элемента 6. При этом заполнение рукавного элемента 6 порошком начинается по весу. По мере поступления порошка элемент 6 вместе с порошком опускают в полость пресс-формы. После окончательного заполнения объема пресс-формы порошком и виброуплотнения горловину элемента 6 предварительно герметизируют проволочными зажимами 8 в двух местах, по высоте, а затем отделяют от части, надетой на трубу 2. Пресс-форму устанавливают в гидростат 4 и прессуют порошок под действием давления жидкости. Извлкают заготовку вместе с оболочкой. Заготовка в таком виде может храниться или транспортироваться для последующих операций. Способ и устройство для гидростатического прессования порошкообразных материалов позволяют сократить продолжительность цикла прессования, уменьшают затраты на производство заготовок и улучшают экологические условия изготовления заготовок. 2 с. и 7 з.п. ф-лы, 3 ил.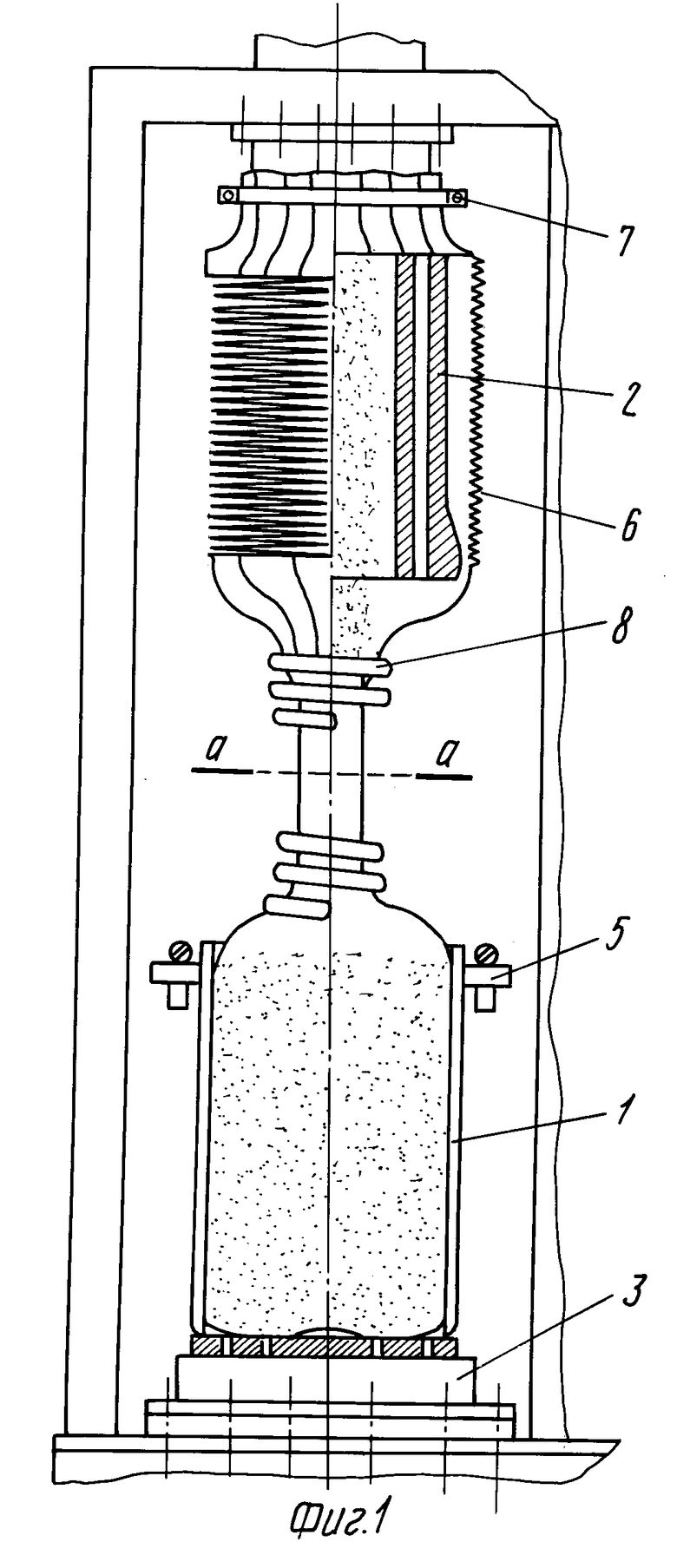
| Сигнатурный анализатор | 1984 |
|
SU1223231A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
