Изобретение относится к металлообработке, в частности к обработке отверстий дорнованием.
Известно устройство для дорнования отверстий, содержащее корпус с опорой для установки обрабатываемой детали, дорн и толкатель привода дорна [1]
Однако при дорновании отверстий малых диаметров (менее 3 мм) применение известного устройства является затруднительным. При входе в отверстие возможен перекос дорна относительно его оси, что ведет к снижению точности обработанного отверстия, а также может вызвать поломку дорна.
Известно устройство для дорнования, содержащее корпус с дорнами, расположенными между толкателями, и отводной сухарь, предназначенный для выталкивания обработанной детали, причем оно снабжено подпружиненным фиксатором дорнов, установленным в верхней части корпуса, а в сухаре выполнено отверстие, предназначенное для направления дорнов при их возврате в верхнюю часть корпуса [2]
Недостатком известного устройства является возможное искривление оси обработанного отверстия из-за сферической формы рабочей поверхности дорнов.
Известно устройство для дорнования, содержащее связанные с направляющим устройством, установленным на корпусе, дорн и толкатель (штангу) привода дорна, причем направляющее устройство выполнено в виде закрепленного на корпусе цилиндрического стакана с установленными в нем подпружиненными втулками с центральными направляющими отверстиями для толкателя, а в корпусе соосно с направляющим стаканом выполнено отверстие (гнездо) с подпружиненным фиксатором для размещения в нем дорна и толкателя [3]
Известное устройство может работать только при самоустановке обрабатываемого отверстия по оси дорна. При дорновании отверстий малых диаметров в деталях большей массы из-за погрешности их установки дорн, обладающий низкой жесткостью и прочностью, будет подвергаться изгибу, вследствие чего возможна его поломка или снижение точности обработанного отверстия.
Задача изобретения расширение технологических возможностей устройства и повышение его надежности в эксплуатации.
Это достигается тем, что в устройстве, содержащем корпус, дорн с подпружиненным фиксатором и толкатель привода дорна размещены в центральном калиброванном отверстии втулки, установленной в корпусе с возможностью перемещения в плоскости, перпендикулярной ее оси.
На чертеже показано предлагаемое устройство, общий вид.
Устройство состоит из корпуса 1, втулки 2 с центральным калиброванным отверстием, в котором размещены дорн 3 и толкатель привода дорна 4. Втулка 2 установлена в расточке корпуса 1 на опорах, состоящих из шариков 5 и 6 и сепараторов 7 и 8, и удерживается от осевого смещения крышкой 9. Для регулирования осевого люфта втулки 2 в корпусе 1 служат прокладки 10. Для удержания дорна 3 в верхнем положении предусмотрен подпружиненный фиксатор, состоящий из шарика 11, пружины 12 и винта 13. В нижней части корпуса 1 выполнена прорезь для установки обрабатываемой детали 14 и провальное отверстие для дорна 3.
Дорн 3 имеет заборный конус, цилиндрическую ленточку и обратный конус.
Устройство работает следующим образом.
Обрабатываемая деталь 14 подается в прорезь корпуса 1. Толкатель 4, преодолевая сопротивление подпружиненного фиксатора, перемещает вниз дорн 3, который, смещаясь вместе со втулкой 2 и толкателем 4 в плоскости, перпендикулярной оси втулки, самоустанавливается по оси обрабатываемого отверстия, а затем проталкивается через него и падает в провальное отверстие, выполненное в нижней части корпуса 1.
Благодаря малой силе трения в опорах втулки, изгибающие нагрузку на дорн в предлагаемом устройстве становятся незначительными. Это позволяет при дорновании отверстий малых диаметров в деталях большой массы использовать дорны из твердого сплава, имеющие высокую стойкость и обеспечивающие высокое качество обработанной поверхности, и в целом добиться высокой надежности устройства в эксплуатации.
На основе предлагаемого устройства создано приспособление к пневматическому прессу для дорнования отверстий диаметром 1,2+0,014 мм в деталях типа дисков толщиной 5 мм и диаметром 300 мм. Для дорнования использовали прошивку из твердого сплава ВК8. Испытания приспособления, выполненные при обработке около 1000 отверстий, свидетельствуют о его высокой надежности в эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА | 2009 |
|
RU2405668C1 |
| УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА | 2005 |
|
RU2288831C1 |
| УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ ГЛУБОКИХ ОТВЕРСТИЙ | 1998 |
|
RU2127654C1 |
| УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА | 2008 |
|
RU2361715C1 |
| УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ ГЛУБОКИХ ОТВЕРСТИЙ | 2000 |
|
RU2184014C2 |
| УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА | 2009 |
|
RU2383423C1 |
| УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ ГЛУБОКИХ ОТВЕРСТИЙ | 1998 |
|
RU2127655C1 |
| УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ ГЛУБОКИХ ОТВЕРСТИЙ | 2001 |
|
RU2198073C2 |
| УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ ОТВЕРСТИЙ | 1995 |
|
RU2076798C1 |
| УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ ГЛУБОКИХ ОТВЕРСТИЙ | 2013 |
|
RU2541204C1 |
Использование: обработка металлов давлением, в частности обработка отверстий дорнованием. Сущность изобретения: устройство содержит корпус с направляющим узлом, выполненным с центральным отверстием под толкатель привода дорна, и дорн с подпружиненным фиксатором. Направляющий узел выполнен в виде втулки, смонтированной на опорах качения с возможностью перемещения в плоскости, перпендикулярной оси подачи дорна. Корпус выполнен с крышкой для удерживания от осевого смещения направляющего узла, при этом между корпусом и крышкой размещены прокладки для регулирования осевого люфта втулки в корпусе. 1 ил.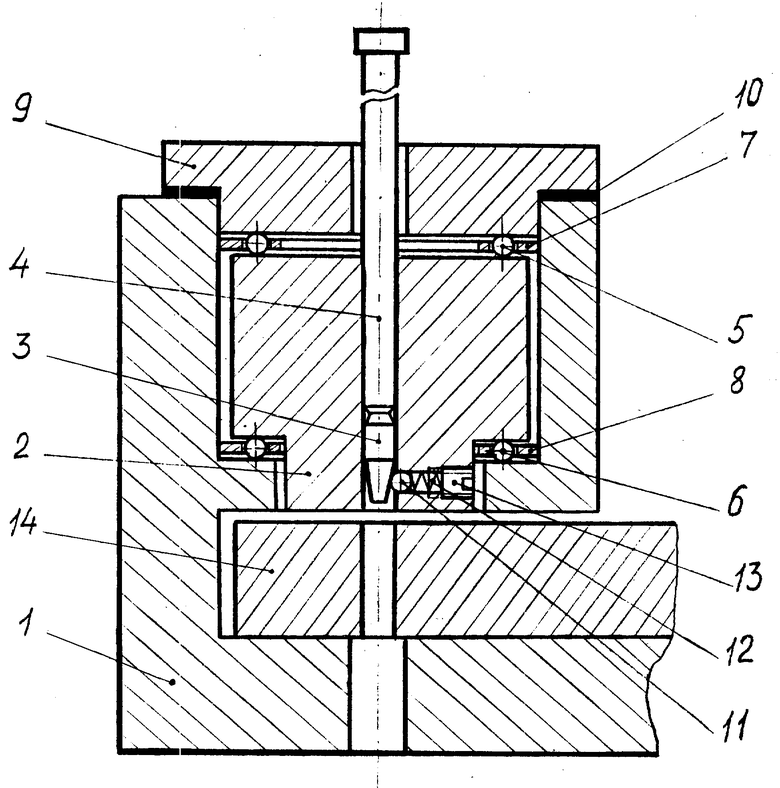
Устройство для дорнования отверстий, содержащее корпус с направляющим узлом, выполненным с центральным отверстием под толкатель привода дорна, дорн с подпружиненным фиксатором, отличающееся тем, что направляющий узел выполнен в виде установленной в корпусе соосно с ним втулки, смонтированной на опорах качения с возможностью перемещения в плоскости, перпендикулярной оси подачи дорна, а корпус выполнен с крышкой для удерживания от осевого смещения направляющего узла, при этом между корпусом и крышкой размещены прокладки для регулирования осевого люфта втулки в корпусе.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Горохов В.А | |||
| Обработка деталей пластическим деформированием | |||
| - Киев: Техника, 1978, с.106 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для дорнования | 1981 |
|
SU1087315A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Устройство для дорнования | 1975 |
|
SU536035A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
