Изобретение относится к обработке металлов давлением и может быть использовано при калибровании отверстий малого диаметра. Известно устройство для дорнования, содержащее корпус с дорном, расположенным между толкателями, и отводной сухарь, предназначенный для выталкивания обработанной детали 1. Недостатком известного устройств яв1/яется низкое качество обработки отверстий малого диаметра. Целью изобретения является повьпп ние качества обработки отверстий малого диаметра путем использования набора дорнов. Указанная цель достигается тем, что устройство для дорнования, содержащее корпус с дорном расположенным между толкателями и отводной сухарь, предназначенный для выталк вания обработанной детали, снабжено подпружиненным фиксатором дорнов, установленным в отверстии, выполнен ном в верхней части корпусу, а в су харе выполнено отверстие, предназна ченное для направления дорнов при и возврате в верхнюю часть корпуса. Такое выполнение повыгаает качест во обработки отверстий малого диаметра . На фиг.1 представлено предлагаемое устройство, общий вид, на фиг,2 разрез А-А на фиг.1, на фиг.З - обрабатываемая деталь в момент дорнов ния. Устройство содержит набор сплошных твердосплавных дорнов 1 возрастающего диаметра, расположенных в корпусе 2. В средней части ко пуса 2 имеется проем 3, служащий Ш1 размещения обрабатываемой детали 4. В проеме 3 расположен отводной сухарь 5 с отверстием Д. На сухарь 5 воздействует пружина 6. В отверстия верхней части корпуса 2 находится т катель 7 и подпружиненный фиксатор 8, а в нижней - толкатель 9 и упорный винт 10. Дорны 1 имеют сферическую форму радиусом R рабочей поверхности, заборный конус ; с углом 2 Or | при вершине и обратный конус с углом , выполненные так, что oi Устройство работает следующим образом. В исходном положении толкатели разведены: 7 - в крайнее верхнее положение, 9 - в крайнее нижнее, дорны 1 находятся в верхней части корпуса 2 и удерживаются фиксатором 8, а сухарь 5 расположен в проеме 3. В этом положении в проем 3 вводят обрабатываемую деталь 4, отводя ею сухарь 5, сжимая пружину 6 до упора сухаря 5 в торец винта 10, при этом ось детали 4 совпадает с осью дорнов 1 и толкателей 7 и 9. Вслед за этим сообщают рабочее перемещение вниз толкателю 7. При этом дорны 1, преодолевая сопротивление фиксатора 8, перемещаются в обрабатываемой детали 4 и сквозь нее, производя дорнование, и затем попадают в нижнюю часть корпуса 2. Каждьй дорн 1 самостоятельно и независимо центрируется по отверстию обрабатываемой детали 4. После окончания дорнования толкатель 7 возвращается в верхнее положение, после чего пружина 6 сухарем 5 выбрасывает обработанную деталь 4 из проема 3. При этом отверстие Д сухаря 5 оказьшается соосным с толкателями 7 и 9. Вслед за этим получает перемещение вверх толкатель 9. Он возвращает дорны 1 через отверстия Д сухаря 5 в верхнюю часть корпуса 2, преодолевая сопротивление фиксатора 8. Возврат толкателя 9 в исходное нижнее положение оканчивает цикл обработки. Технико-экономическая эффективность при применении изобретения обусловлена повышением качества обработки отверстий малого диаметра.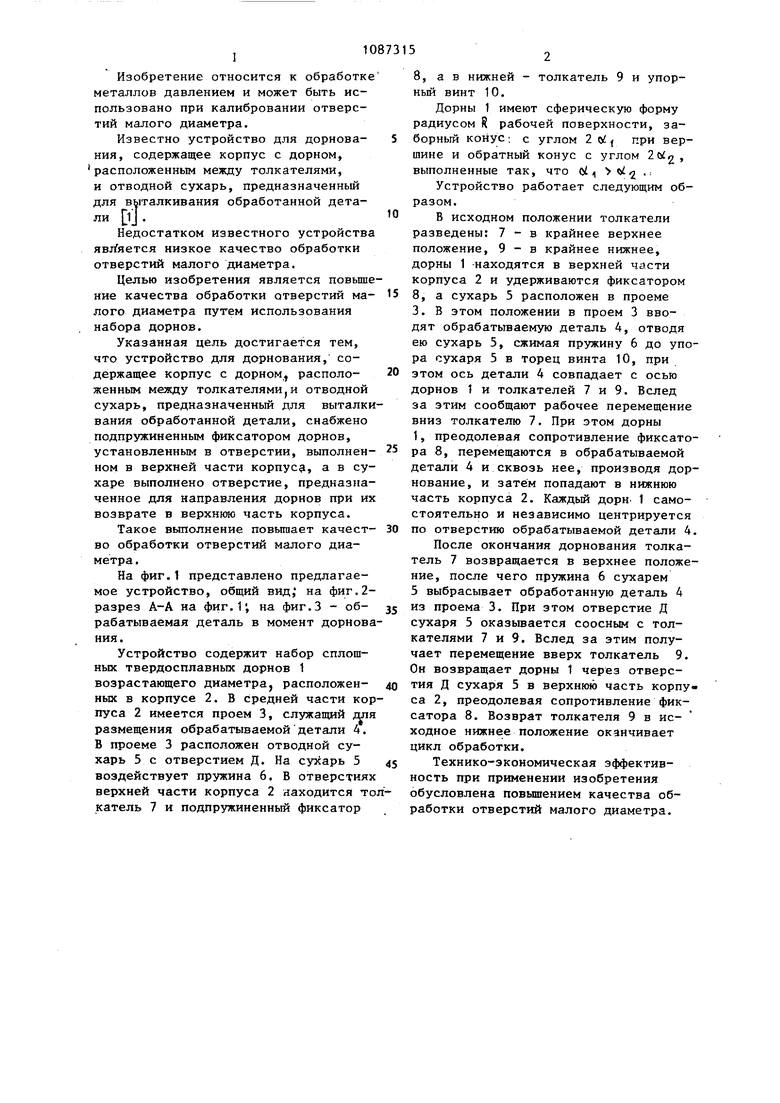
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ ОТВЕРСТИЙ | 1996 |
|
RU2101160C1 |
| УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА | 2009 |
|
RU2383423C1 |
| УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА | 2005 |
|
RU2288831C1 |
| УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ ОТВЕРСТИЙ МАЛЫХ ДИАМЕТРОВ | 2006 |
|
RU2333826C1 |
| УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА | 2008 |
|
RU2361715C1 |
| УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА | 2009 |
|
RU2405668C1 |
| УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ ОТВЕРСТИЙ | 1995 |
|
RU2076798C1 |
| УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ ГЛУБОКИХ ОТВЕРСТИЙ | 2013 |
|
RU2541204C1 |
| УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ ОТВЕРСТИЙ | 1992 |
|
RU2021097C1 |
| УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ ГЛУБОКИХ ОТВЕРСТИЙ | 1998 |
|
RU2127655C1 |
УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ, содержащее корпус с дерном,располо-женным между толкателями, и отводной сухарь, предназначенный для выталкивания обработанной детали, отличающееся тем, что, с целью повышения качества обработки отверстий малого диаметра путем использования набора дорнов. оно снабжено подпружиненным фиксатором дорнов, установленным в отверстии.выполненном в верхней части корпуса, а в сухаре выполнено отверстие, предназначенное для направления дорнов при их воз- . врате в верхнюю часть корпуса.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для дорнирования деталей | 1975 |
|
SU513840A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
