Изобретение относится к металлообработке, в частности к обработке глубоких отверстий дорнованием.
Известен станок для дорнования отверстий (А.С. СССР №428873, кл. B23D 37/04, БИ №19, 1974 г.), содержащий станину, на которой размещен подвижный стол со штангой и люнет для поддержания последней, перемещающейся по направляющим, причем люнет выполнен в виде по крайней мере двух несущих упорные ролики замкнутых цепей, внутренние ветви которых взаимодействуют с направляющими, закрепленными на столе, а внешние жестко связаны с кареткой, которая расположена между направляющими.
Недостаток известного устройства - высокая сложность конструкции люнетов, состоящих из многих точных деталей.
Известно устройство для дорнования отверстий (А.С. СССР №536035, кл. B23P 9/00, 1976 г.), содержащее корпус с отверстием для размещения дорна и толкателя (штанги) его привода и закрепленное на корпусе направляющее устройство для толкателя, выполненное в виде цилиндрического стакана с установленными в нем подпружиненными втулками с центральными направляющими отверстиями для толкателя.
Так как в известном устройстве, предназначенном для дорнования глубоких отверстий, для обеспечения надежного направления самих втулок их высота должна быть не меньше диаметра отверстия стакана, то длина толкателя (по сравнению с минимально необходимой его длиной, достаточной для проталкивания дорна через обрабатываемое отверстие) возрастает на величину, равную сумме высот втулок. Это приводит, особенно при дорновании отверстий малого диаметра (1…5 мм), к значительному уменьшению жесткости толкателя, увеличению его прогибов, сил трения в направляющем устройстве, повышению износа его деталей и в целом к снижению надежности устройства в эксплуатации.
Известно устройство для дорнования глубоких отверстий (патент РФ №2127655,кл. B23D 37/10 1999 г.), выбранное в качестве прототипа, содержащее корпус с отверстием для размещения дорна и толкателя его привода и закрепленное на корпусе направляющее устройство для толкателя, в корпусе которого выполнены центральное сквозное ромбическое отверстие для направления толкателя и симметрично расположенные относительно него и параллельные ему сквозные ромбические отверстия для направления скалок, соединенных траверсой, которая установлена в прорезях между этими отверстиями с возможностью взаимодействия с толкателем, причем оси симметрии прорезей проходят через диагональные плоскости отверстий.
Недостатком известного устройства является низкая прочность траверсы на смятие; при больших усилиях дорнования происходит пластическая деформация контактирующего с толкателем участка траверсы и ее разрушение. Поэтому применение известного устройства для дорнования глубоких отверстий, например, в закаленных заготовках является затруднительным.
Задача изобретения - повышение надежности устройства в эксплуатации и расширение его возможностей.
Устройство для дорнования глубоких отверстий содержит корпус с отверстием для размещения дорна и толкателя его привода. В нижней части корпуса выполнена прорезь для установки обрабатываемой заготовки. На верхней части корпуса закреплено направляющее устройство для толкателя, в корпусе которого выполнены центральное сквозное ромбическое отверстие для направления толкателя и крестообразно расположенные относительно него и параллельные ему сквозные ромбические отверстия для направления четырех скалок, соединенных крестообразной траверсой. Последняя установлена в прорезях между ромбическими отверстиями с возможностью взаимодействия с толкателем, причем оси симметрии прорезей проходят через диагональные плоскости этих отверстий.
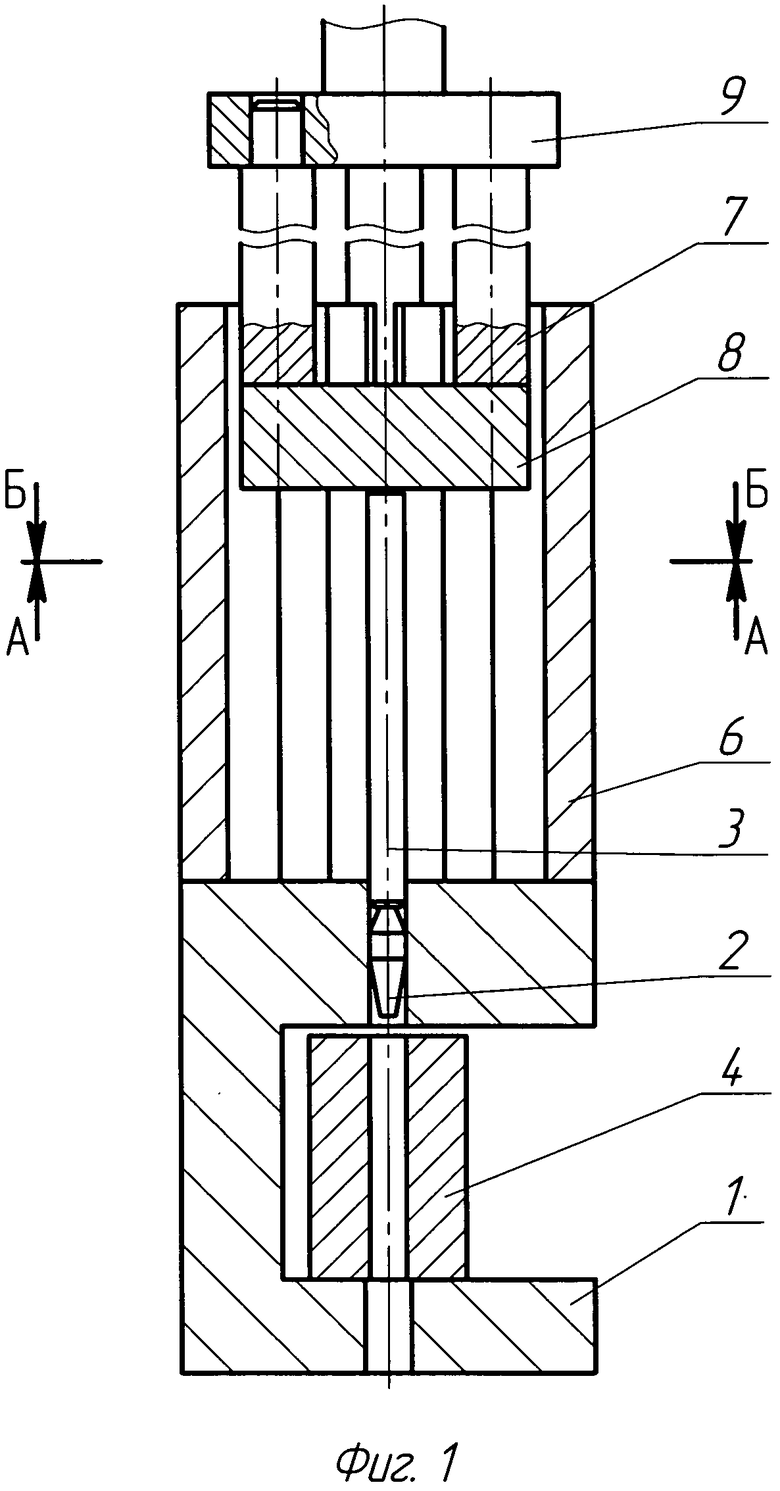
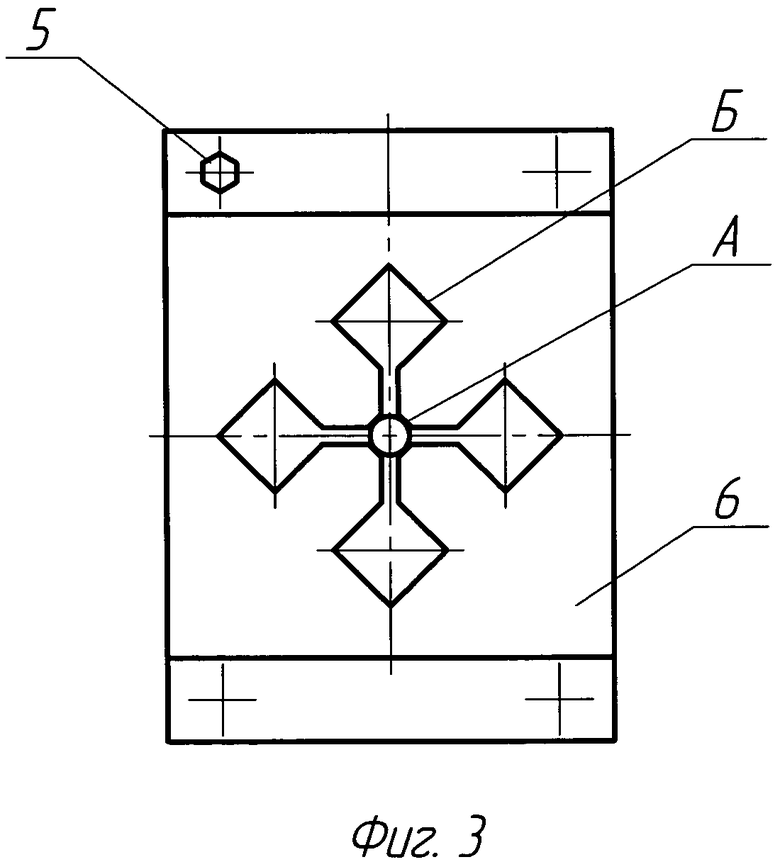
Сущность предлагаемых устройств поясняется чертежами, где на фиг.1 приведен его общий вид, на фиг.2 - разрез А-А на фиг.1, на фиг.3 - разрез Б-Б на фиг.1.
Устройство состоит из корпуса 1 с отверстием для размещения дорна 2 и толкателя 3. В корпусе 1 выполнена прорезь, в которую устанавливается обрабатываемая заготовка 4. Для удержания дорна 2 в крайнем верхнем положении в корпусе 1 предусмотрен подпружиненный фиксатор (не показан). На корпусе 1 винтами 5 (фиг.3) закреплено направляющее устройство для толкателя 3. В корпусе 6 этого устройства выполнено центральное сквозное ромбическое отверстие А для направления толкателя 3 (фиг.2 и фиг.3) и крестообразно расположенные относительно него и параллельные ему сквозные ромбические отверстия Б для направления четырех скалок 7. На нижних концах скалок 7 выполнены пазы, в которые запрессована крестообразная траверса 8, размещенная в прорезях между ромбическими отверстиями А и Б с возможностью взаимодействия с толкателем 3 (оси симметрии прорезей проходят через диагональные плоскости отверстий А и Б). Верхние концы скалок 7 запрессованы в перекладину 9, связанную со штоком привода.
Устройство работает следующим образом.
Обрабатываемая заготовка 4 устанавливается в прорезь корпуса 1 соосно с дорном 2. При перемещении штока привода и перекладины 9 вниз вместе с ними по отверстиям Б перемещаются скалки 7, соединенные крестообразной траверсой 8, которая перемещает вниз по отверстию А толкатель 3. Последний, в свою очередь, проталкивает через отверстие заготовки 4 дорн 2, который вместе с толкателем 3 падает в провальное отверстие в корпусе 1. Шток привода вместе с перекладиной 9, скалками 7 и траверсой 8 перемещается вверх и занимает исходное положение. Дорн 2 и толкатель 3 вручную извлекаются из устройств. Далее снимается с него обработанная заготовка 4. Толкатель 3 и дорн 2 снизу устанавливаются в исходное положение. Устанавливается следующая заготовка 4 и цикл дорнования повторяется.
Использование в предлагаемом устройстве крестообразной траверсы, обладающей повышенной площадью контакта с толкателем и прочностью на смятие, а также повышенной прочностью и жесткостью при изгибе, значительно увеличивает надежность устройства в эксплуатации и существенно расширяет его технические возможности (становится возможным дорнование глубоких отверстий в закаленных (HRCЭ≤40) заготовках).
Предлагаемое устройство для дорнования глубоких отверстий испытано при обработке отверстия диаметром 3,5+0,02 глубиной 40 мм в закаленных заготовках из стали 20X13 (HRCЭ40) с наружным диаметром 15 мм. Дорнование отверстий выполняют однозубыми дорнами из твердого сплава ВК 8. Углы рабочего и обратного конусов дорнов составляют 6°, а ширина соединяющей их ленточки - 2 мм. Скорость дорнования составляет 0,5 м/мин. В качестве смазочного материала при дорновании применяют смесь дисульфида молибдена и жидкости на масляной основе МР-7. Наибольший натяг дорнования составляет 0,1 мм.
Испытания показали, что предлагаемое устройство для дорнования глубоких отверстий обладает высокой надежностью и позволяет производить обработку стальных заготовок, закаленных до HRCЭ 40.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ ГЛУБОКИХ ОТВЕРСТИЙ | 1998 |
|
RU2127655C1 |
| УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ ГЛУБОКИХ ОТВЕРСТИЙ | 2001 |
|
RU2198073C2 |
| УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ ГЛУБОКИХ ОТВЕРСТИЙ | 1998 |
|
RU2127654C1 |
| УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ ГЛУБОКИХ ОТВЕРСТИЙ | 2000 |
|
RU2184014C2 |
| Устройство для дорнования деталей | 1986 |
|
SU1366372A1 |
| Устройство для дорнования деталей | 1987 |
|
SU1504073A1 |
| ОПОРА ДЛЯ ДОРНОВАНИЯ С ДОПОЛНИТЕЛЬНЫМ РАСТЯЖЕНИЕМ | 2012 |
|
RU2508967C1 |
| УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ ГЛУБОКИХ ОТВЕРСТИЙ | 2015 |
|
RU2625364C2 |
| ОПОРА ДЛЯ ДОРНОВАНИЯ С ДОПОЛНИТЕЛЬНЫМ РАСТЯЖЕНИЕМ | 2011 |
|
RU2446922C1 |
| Устройство для калибрования отверстий поверхностным пластическим деформированием с наложением ультразвуковых колебаний на деталь | 2023 |
|
RU2817100C1 |
Изобретение относится к металлообработке. Устройство состоит из корпуса с отверстием для размещения дорна и толкателя его привода. На корпусе закреплено направляющее устройство для толкателя, в корпусе которого выполнены центральное сквозное ромбическое отверстие для направления толкателя и крестообразно расположенные относительно него и параллельные ему сквозные ромбические отверстия для направления четырех скалок, соединенных крестообразной траверсой. Последняя установлена в прорезях между ромбическими отверстиями с возможностью взаимодействия с толкателем. Оси симметрии прорезей проходят через диагональные плоскости этих отверстий. Верхние концы скалок запрессованы в перекладину, связанную со штоком привода. В результате обеспечивается повышение надежности и расширение функциональных возможностей. 3 ил.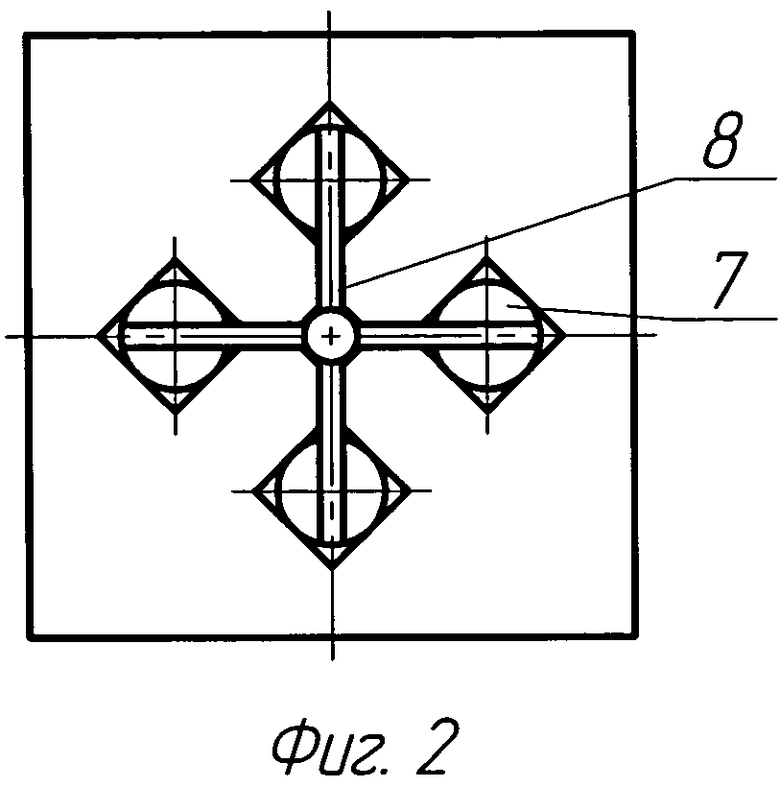
Устройство для дорнования глубоких отверстий, содержащее корпус с отверстием для размещения дорна и толкателя его привода и закрепленное на корпусе направляющее устройство для толкателя, в корпусе которого выполнены центральное сквозное ромбическое отверстие для направления толкателя и симметрично расположенные относительно него и параллельные ему сквозные ромбические отверстия для направления скалок, соединенных траверсой, которая установлена в прорезях между этими отверстиями с возможностью взаимодействия с толкателем, причем оси симметрии прорезей проходят через диагональные плоскости отверстий, отличающееся тем, что траверса выполнена крестообразной и соединена с четырьмя скалками, размещенными в крестообразно расположенных ромбических отверстиях.
| УСТРОЙСТВО ДЛЯ ДОРНОВАНИЯ ГЛУБОКИХ ОТВЕРСТИЙ | 1998 |
|
RU2127655C1 |
| Видоизменение охарактеризованного в патенте по заяв. свид. № 48687 электростатического репродуктора для применения в качестве электростатического микрофона | 1929 |
|
SU16267A1 |
| Устройство для дорнования | 1975 |
|
SU536035A1 |
| US 4266894 A1, 12.05.1981 | |||

