Изобретение относится к черной металлургии, конкретнее к процессам выплавки стали в конвертере.
Наиболее близким по технической сущности является способ выплавки стали в конвертере, включающий продувку расплава кислородом сверху через многосопловую фурму за два периода, изменение высоты положения фурмы над уровнем ванны расплава в спокойном состоянии, подачу в расплав шлакообразующих материалов и охладителей.
Для ускорения шлакообразования продувку расплава начинают в первый период при повышенном положении фурмы в течение 2-4 мин. Затем фурму опускают до рабочего положения и продолжают выплавку стали до окончания всего процесса продувки /cм. Справочник конверторщика. Якушев А.М. - Челябинск: Металлургия, Челябинское отделение, 1990, с.249/.
Недостатком известного способа является недостаточная интенсивность шлакообразования и обезуглероживания расплава в 1-й период продувки, повышенный угар железа, а также недостаточная стойкость футеровки конвертера и низкая стабильность процесса продувки расплава. Это объясняется тем, что продолжительность 1-го периода продувки устанавливают без учета емкости конвертера, конструктивных параметров фурмы, величины износа футеровки конвертера в начале и в конце кампании конвертера, а также расхода кислорода.
Технический эффект при использовании изобретения заключается в оптимизации процессов выплавки стали в конвертере и шлакообразования, в снижении угара железа в расплаве и расхода металлошихты, а также в повышении стойкости футеровки конвертера.
Указанный технический эффект достигают тем, что способ выплавки стали в конвертере включает продувку расплава в конвертере кислородом сверху через многосопловую фурму, подачу в расплав шлакообразующих материалов и охладителей, изменение положения фурмы по ходу продувки расплава над уровнем ванны в спокойном состоянии, продувку расплава кислородом за два периода.
Продолжительность 1-го периода продувки устанавливают по эмпирической зависимости
где τ - продолжительность 1-го периода продувки, мин;
dвых - диаметр выходного отверстия сопла фурмы, мм;
dкр - критический диаметр сопла фурмы, мм;
n - число сопел фурмы, безразмерное;
α - угол наклона оси сопла к продольной оси фурмы, град.;
D - текущее значение диаметра футеровки внутренней полости конвертера, м;
Q - значение расхода кислорода в 1-й период продувки, м /т•мин;
К - эмпирический коэффициент, характеризующий физико-химические закономерности шлакообразования и обезуглероживания расплава в 1-й период продувки, равный 0,82-4,5.
В процессе продувки расплава продолжительность 1-го периода продувки будет соответствовать текущим значениям износа футеровки конвертера и расходу кислорода. Сказанное приводит к повышению стойкости футеровки конвертера, уменьшению угара железа и расхода металлошихты.
Диапазон значений эмпирического коэффициента К в пределах 0,82-4,5 объясняется физико-химическими закономерностями шлакообразования и обезуглероживания в процессе продувки расплава в 1-й период. При меньших значениях будет снижаться интенсивность шлакообразования сверх допустимых значений. При больших значениях будет происходить излишнее образование шлака, что ведет к его выбросам из конвертера. В обоих случаях продолжительность 1-го периода продувки расплава не будет соответствовать необходимым значениям.
Указанный диапазон устанавливают в зависимости от емкости конвертера.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков заявляемого способа выплавки стали в конвертере с признаками известных технических решений. На основании этого делается вывод о соответствии заявляемого технического решения критерию "Изобретательский уровень".
Ниже дан вариант осуществления изобретения, не исключающий другие варианты в пределах формулы изобретения.
Способ выплавки стали в конвертере осуществляют следующим образом.
Пример. В процессе выплавки в конвертере стали марки 08Ю расплав продувают кислородом сверху через многосопловую фурму. В конвертер подают шлакообразующие материалы в виде доломита с расходом 20-50 кг/т и высокоосновного агломерата с расходом 5-35 кг/т, охладители в виде твердого конвертерного шлака с расходом 3-25 кг/т и известь с расходом 50-80 кг/т расплава. В процессе продувки изменяют положение фурмы над уровнем ванны в спокойном состоянии. Продувку расплава ведут за два периода по времени.
Футеровка боковых стенок конвертера выполнена из арматурного и рабочих слоев. Футеровка арматурного слоя выполнена из магнезитовых кирпичей. Футеровка рабочего слоя выполнена из известково-периклазовых кирпичей. Футеровка боковых стенок и днища конвертера выложена в стальном корпусе.
В процессе кампании конвертера от плавки к плавке происходят выработка и износ рабочего слоя футеровки при одновременном увеличении диаметра внутренней полости футеровки конвертера. Продолжительность кампании конвертера или число плавок, последовательно выплавляемых в конвертере, определяется выработкой рабочего слоя до арматурного слоя. При выработке рабочего слоя вплоть, например, до арматурного слоя очередная кампания конвертера прекращается и производится футеровка нового рабочего слоя.
В процессе выработки рабочего слоя и увеличения диаметра внутренней полости футеровки конвертера изменяются физико-химические условия продувки расплава в 1-й период продувки расплава и технологические условия выплавки стали.
В процессе выплавки стали продолжительность продувки устанавливают по эмпирической зависимости
где τ - продолжительность 1-го периода продувки, мин;
dвых - диаметр выходного отверстия сопла фурмы, мм;
dкр - критический диаметр сопла фурмы, мм;
n - число сопел фурмы, безразмерное;
α - угол наклона оси сопла к продольной оси фурмы, град.;
D - текущее значение диаметра футеровки внутренней полости конвертера, м;
Q - значение расхода кислорода в 1-й период продувки, м3/т•мин;
К - эмпирический коэффициент, характеризующий физико-химические закономерности шлакообразования и обезуглероживания расплава в 1-й период продувки, равный 0,82-4,5.
При изменении продолжительности 1-го периода продувки расплава по указанной зависимости достигается оптимизация процесса выплавки стали и шлакообразования в конвертере, снижается угар железа в расплаве, уменьшается расход металлошихты, устраняются выбросы расплава и шлака из конвертера, а также заметалливание фурмы. При этом в процессе кампании футеровки рабочего слоя конвертера различной емкости при каждой очередной плавке стали продолжительность 1-го периода продувки находится в необходимом соответствии с текущими значениями износа футеровки конвертера и расхода кислорода. Сказанное приводит к снижению интенсивности износа и выработки футеровки и к повышению ее стойкости с одновременным увеличением длительности кампании конвертера.
Величину износа и выработки рабочего слоя футеровки от плавки к плавке определяют инструментальными методами или эмпирически на основе опытных замеров износа футеровки на предыдущих кампаниях конвертера с учетом равномерного износа футеровки рабочего слоя от плавки к плавке.
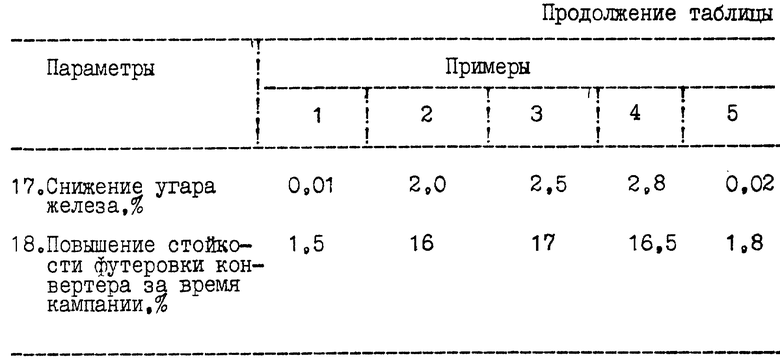
В таблице приведены примеры осуществления способа выплавки стали с различными технологическими параметрами.
В первом и пятом примерах вследствие несоответствия продолжительности по времени 1-го периода продувки расплава необходимым значениям снижается стойкость футеровки рабочего слоя конвертера, уменьшается длительность его кампании, повышается угар железа в расплаве, а также нарушается стабильность процесса выплавки стали.
В оптимальных примерах 2-4 вследствие соответствия продолжительности 1-го периода продувки необходимым значениям в зависимости от текущего износа футеровки рабочего слоя конвертера и расхода кислорода обеспечиваются повышение ее стойкости, увеличение длительности кампании конвертера, снижается угар железа в расплаве и расход металлошихты, повышается стабильность процесса выплавки стали в конвертере.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 2001 |
|
RU2185446C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 1998 |
|
RU2133279C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 2004 |
|
RU2261919C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 1997 |
|
RU2112045C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 2001 |
|
RU2202626C2 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 2002 |
|
RU2215793C2 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 1994 |
|
RU2051179C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРАХ С ОГРАНИЧЕННЫМ РАСХОДОМ СКРАПА | 1994 |
|
RU2064507C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 1999 |
|
RU2159289C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 1997 |
|
RU2124567C1 |

Изобретение относится к черной металлургии, конкретнее к способам выплавки стали в конвертере. Технический результат - оптимизация процессов выплавки стали в конвертере и шлакообразования, снижение угара железа в расплаве и расхода металлошихты и повышение стойкости футеровки конвертера. Способ выплавки стали в конвертере включает продувку расплава в конвертере кислородом сверху через многосопловую фурму, подачу в расплав шлакообразующих материалов и охладителей, изменение положения фурмы по ходу продувки расплава над уровнем ванны в спокойном состоянии. Продувку расплава кислородом проводят за два периода. Продолжительность 1-го периода продувки устанавливают по зависимости
продолжительность 1-го периода продувки, мин; dвых - диаметр выходного отверстия сопла фурмы, мм; dкр - критический диаметр сопла фурмы, мм; n - число сопел фурмы; α - угол наклона оси сопла к продольной оси фурмы, град.; D - текущее значение диаметра футеровки внутренней полости конвертера, м; Q - значение расхода кислорода в 1-й период продувки, м3/т•мин; К - эмпирический коэффициент, характеризующий физико-химические закономерности шлакообразования и обезуглероживания расплава в 1-й период продувки, равный 0,82-4,5. 1 табл.
Способ выплавки стали в конвертере, включающий продувку расплава в конвертере кислородом сверху через многосопловую фурму, подачу в расплав шлакообразующих материалов и охладителей, изменение положения фурмы по ходу продувки расплава над уровнем ванны в спокойном состоянии, продувку расплава кислородом за два периода, отличающийся тем, что продолжительность 1-го периода продувки устанавливают по эмпирической зависимости
где τ - продолжительность 1-го периода продувки, мин;
dвых - диаметр выходного отверстия сопла фурмы, мм;
dкр - критический диаметр сопла фурмы, мм;
n - число сопел фурмы, безразмерное;
α - угол наклона оси сопла к продольной оси фурмы, град. ;
D - текущее значение диаметра футеровки внутренней полости конвертера, м;
Q - значение расхода кислорода в 1-й период продувки, м3/т•мин;
К - эмпирический коэффициент, характеризующий физико-химические закономерности шлакообразования и обезуглероживания расплава в 1-й период продувки, равный 0,82-4,5.
| ЯКУШЕВ А.М | |||
| Справочник конвертерщика | |||
| - Челябинск: Металлургия, Челябинское отделение, 1990, с.249 | |||
| Способ передела чугуна в конвертере | 1980 |
|
SU931754A1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 1997 |
|
RU2124567C1 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ В КОНВЕРТЕРЕ | 1998 |
|
RU2133279C1 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
| DE 3607777, 17.09.1987 | |||
| ИЗНОСОСТОЙКИЙ СПЛАВ НА ОСНОВЕ ЖЕЛЕЗА | 0 |
|
SU311978A1 |

