Изобретение относится к порошковой металлургии, в частности к способам изготовления алмазного и твердосплавного породоразрушающего инструмента матричного типа, в частности коронок для колонкового бурения, долот для бескернового бурения, тонкостенных кольцевых сверл для сверления бетона и железобетона и т.п.
Известен способ изготовления алмазного и твердосплавного породоразрушающего инструмента путем формирования матрицы в графитовой форме, прессования, нагрева до температуры пропитки и охлаждения (см. Н.И. Корнилов, B.C. Травкин, Л.К. Берестеев, Д.И. Коган: М.: Недра, 1979, 354 с.).
Недостатком этого способа изготовления является то, что породоразрушающие элементы (алмазные и твердосплавные зерна) в матрице удерживаются только за счет слабого физического обжатия и сравнительно быстро выпадают из тела матрицы после обнажения их в процессе разрушения горной породы на забое скважины, что обуславливает низкую стойкость инструмента.
Известен также способ изготовления породоразрушающего инструмента, включающий формирование матрицы в графитовой форме, прессование, нагрев до температуры пропитки, охлаждение, отличающийся тем, что после нагрева до температуры пропитки производят горячее прессование инструмента, а затем его охлаждают до 350°C на воздухе с изотермической выдержкой при этой температуре 10-15 минут и далее погружают в воду, имеющую комнатную температуру с выдержкой до принятия температуры воды (см. патент на изобретение №220244 В22F «Способ изготовления алмазного породоразрушающего инструмента», 20.03.2001).
Недостатком этого способа является недостаточно прочное удержание алмазов в матрице алмазной коронки, что обуславливает пониженную стойкость его при бурении.
Предлагаемое изобретение направлено на достижение важного технического результата - повышение стойкости и качества породоразрушающего инструмента за счет увеличения уровня остаточных напряжений сжатия и связанного с ним улучшения удержания породоразрушающих элементов (алмазных или твердосплавных резцов) в матрице.
Решение поставленной задачи обеспечивается тем, что в способе изготовления породоразрушающего инструмента, включающем формирование матрицы в графитовой форме, прессование, нагрев до температуры пропитки и охлаждение до 350°C и далее погружение в воду, имеющую комнатную температуру, с последующей сушкой, после сушки породоразрушающий инструмент подвергают криогенной обработки путем погружения в жидкий азот с выдержкой в нем 16-20 минут, при этом ожидаемый уровень остаточных напряжений в матрице породоразрушающего инструмента после криогенной обработки определяют по зависимости
где σ0 - ожидаемый уровень остаточных напряжений в матрице инструмента, МПа;
a - коэффициент пропорциональности (a=0,85÷0,95);
K - коэффициент, отражающий степень развития процессов релаксации напряжений в матрице инструмента для твердосплавных элементов K=0,36, а для алмазов K=0,31;
αм, αв - термические коэффициенты линейного расширения вещества матрицы и включения (алмаза или твердого сплава), °C-1;
ΔT - разница начальной и конечной температур, °C;
νм, νв - коэффициент Пуассона материалов матрицы и включения соответственно;
Eв, Eм - модуль нормальной упругости материала включения и матрицы соответственно, МПа.
Благодаря тому, что после сушки породоразрушающий инструмент подвергают криогенной обработке путем погружения в жидкий азот с выдержкой в нем 16-20 минут происходит комплексный термоудар, что приводит к повышению уровня остаточных напряжений сжатия, что улучшает удержание породоразрушающих элементов в матрице коронки. Причем при выдержке менее 16 минут не происходит увеличения уровня остаточных напряжений, а при выдержке более 20 минут уже не возрастает достигнутое значение уровня остаточных напряжений.
Определение остаточных макронапряжений σ1, σ2 и внутренних микронапряжений (σвн) производим метод рентгеноструктурного анализа с использованием обратной съемки на дифракторе. Следует заметить, что в данном случае термины макро и микро обозначают только пространственные масштабы объемов, в которых действуют эти напряжения. Результаты определения остаточных напряжений и характеристик субструктуры в медно-никелевом сплаве представлены в табл. 1. При этом в качестве главного остаточного напряжения σ1 всегда принимаем наибольшее (σ1, σ2) из двух измеренных остаточных напряжений.
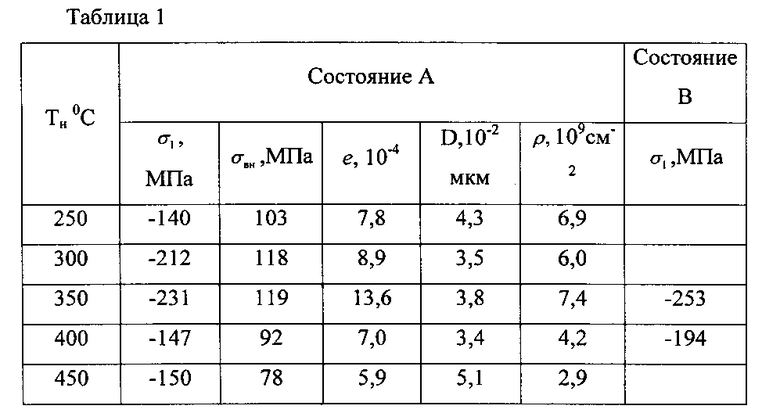
Из таблицы видно, что изменение начальной температуры термоудара по режиму А наиболее существенно сказывается на величине главного остаточного напряжения σ1. Изменение остальных параметров и характеристик выражено значительно слабее и, в принципе, вполне сопоставимо с погрешностью использованных для их определения экспериментальных методик.
Наибольшее увеличение уровня остаточных напряжений наблюдается от начальной температуры Тн=350°C. Именно эта температура и была взята для проведения термоудара на первой ступени при обработке матрицы по режимам. Из табл. 1 также следует, что комплексный термоудар по режиму В, дополняющий закалку от повышенных температур криогенным термоударом, приводит к повышению уровня остаточных напряжений на 10 и 30%. При температурах 350 и 400°C соответственно, что обуславливает повышение качества удержания породоразрушающих элементов в матрице породоразрушающего инструмента и повышение его работоспособности.
Вследствие того, что ожидаемый уровень остаточных напряжений в матрице породоразрушающего инструмента после криогенной обработки определяют по зависимости

где σ0 -ожидаемый уровень остаточных напряжений в матрице инструмента, МПа;
а - коэффициент пропорциональности (а=0,85÷0,95);
К - коэффициент, отражающий степень развития процессов релаксации напряжений в матрице инструмента для твердосплавных элементов К=0,36, а для алмазов К=0,31;
αм, αв - термические коэффициенты линейного расширения вещества
матрицы и включения (алмаза или твердого сплава), °C-1;
ΔT - разница начальной и конечной температур, °C;
νм, νв - коэффициент Пуассона материалов матрицы и включения соответственно;
Eв, Eм - модуль нормальной упругости материала включения и матрицы соответственно, МПа,
можно определить рациональный состав композиционной матрицы породоразрушающего инструмента.
Для определения ожидаемого уровня остаточных напряжений в матрице инструмента можно записать зависимость

где σ0 - ожидаемый уровень остаточных напряжений, МПа;
К - коэффициент, отражающий степень развития процессов релаксации напряжений в матрице инструмента для твердосплавных элементов К=0,86
С учетом коэффициента пропорциональности а формула (2) примет вид:

где а - коэффициент пропорциональности (а =0,85÷0,95);
σ0 - ожидаемый уровень остаточных напряжений, МПа;
К - коэффициент, отражающий степень развития процессов релаксации напряжений в матрице инструмента для твердосплавных элементов К=0,86;
σР - расчетное напряжение, создаваемое в матрице после криогенной обработки, МПа. Оно определяется по методике (В.И. Спирина и Д.М. Левина. Новые направления создания алмазного породоразрушающего инструмента. Тул. гос. ун-т. - Тула, 2000. - 149 с).
где σρ - расчетное напряжение, создаваемое в матрице инструмента, МПа;
αм, αв - термические коэффициенты линейного расширения вещества матрицы и включения (алмаза или твердого сплава), °С-1;
Tн и Tк - температура начальная и конечная соответственно, °С;
σм, σв - коэффициент Пуассона материалов матрицы и включения соответственно;
Eм, Eв - модуль нормальной упругости материала матрицы и включения соответственно, МПа.
Как видно из формулы (4), основное влияние на уровень формирующихся напряжений оказывает в первую очередь разность начальной и конечной температур, характеризующих термоудар, то есть величина ΔТ, а не собственно значение Tн и Tк температур. Поэтому можно рассматривать термоудар как операцию, которую возможно проводить в любом температурном диапазоне как в области криогенных температур, так и при температурах выше комнатных. Главное условие, обеспечивающее результативность термоудара - достаточная величина температурного перепада ΔТ. С учетом этого запишем формулу (4) в виде

где σρ - расчетное напряжение, создаваемое в матрице инструмента, МПа;
αм, αв - термические коэффициенты линейного расширения вещества матрицы и включения (алмаза или твердого сплава), °C-1;
Tн и Tк - температура начальная и конечная соответственно, °C;
νм, νв - коэффициент Пуассона материалов матрицы и включения соответственно;
Eм, Eв - модуль нормальной упругости материала матрицы и включения соответственно, МПа.
Подставив формулу (2) в выражение (5), получим

где σ0 - ожидаемый уровень остаточных напряжений в матрице инструмента, МПа;
a - коэффициент пропорциональности (a=0,85÷0,95);
К - коэффициент, отражающий степень развития процессов релаксации напряжений в матрице инструмента для твердосплавных элементов К=0,36, а для алмазов К=0,31;
αм, αв - термические коэффициенты линейного расширения вещества матрицы и включения (алмаза или твердого сплава), °C-1;
ΔТ - разница начальной и конечной температур, °C;
νм, νв - коэффициент Пуассона материалов матрицы и включения соответственно;
Eв, Eм - модуль нормальной упругости материала включения и матрицы соответственно, МПа.
Таким образом, в результате комплексного термоудара охлаждение от начальной (повышенной) температуры до конечной (комнатной) температуры и криогенной обработки (резкое охлаждение (закалка) от комнатной температуры до -196° и выдержкой в течение 16-20 минут в матрице инструмента формируются напряжения сжатия, что приводит к повышению удерживающей способности не только за счет сил адгезии, но и вследствие механического удержания окружающими объемами связей.
Способ осуществляется следующим образом: формирует матрицу, содержащую породоразрушающие элементы в виде алмаза или твердого сплава, в графитовой форме, прессуют ее корпусом инструмента, внутрь которого помещают медно-никелевую связку. Спрессованный инструмент нагревают на печи ТВЧ до температуры пропитки и производят горячее прессование, после чего инструмент охлаждают на воздухе до температуры 350°C с изометрической выдержкой при этой температуре 10-15 минут. Затем инструмент освобождают от графитовой формы и погружают в воду, имеющую комнатную температуру, с выдержкой до принятия температуры воды. После чего инструмент подвергают сушке, а затем погружают в жидкий азот при температуре его кипения с выдержкой 16-20 минут и повышают температуру до комнатной, сушат инструмент и подвергают его механической обработке.
По этому способу изготовлена опытная партия коронок в ОАО «Тульское НИГП», которая испытана путем бурения плановых скважин в производственных условиях Центрально-Кольской экспедиции. При этом установлено, что применение алмазных коронок, изготовленных по данному изобретению, позволяет повысить по сравнению с базовыми коронками стойкость породоразрушающего инструмента на 20-40% и механическую скорость бурения на 25-30%.
Технико-экономическая эффективность предлагаемого изобретения заключается в повышении стойкости инструмента на 20-40% и механической скорости бурения на 25-30%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ПОРОДОРАЗРУШАЮЩЕГО ИНСТРУМЕНТА | 2001 |
|
RU2202444C2 |
| МАТЕРИАЛ МАТРИЦ АЛМАЗНОГО И АБРАЗИВНОГО ИНСТРУМЕНТОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2136479C1 |
| Способ изготовления алмазного инструмента и устройство для его осуществления | 1986 |
|
SU1444138A1 |
| СПОСОБ УПРОЧНЕНИЯ ТВЕРДОСПЛАВНОГО И АЛМАЗНОГО ИНСТРУМЕНТА ДЛЯ БУРЕНИЯ ГОРНЫХ ПОРОД | 2001 |
|
RU2195388C2 |
| СПОСОБ УПРОЧНЕНИЯ АЛМАЗНЫХ ИНСТРУМЕНТОВ | 2017 |
|
RU2676125C2 |
| СПОСОБ УПРОЧНЕНИЯ БУРОВЫХ КОРОНОК, АРМИРОВАННЫХ АЛМАЗНО-ТВЕРДОСПЛАВНЫМИ ПЛАСТИНАМИ | 2014 |
|
RU2566523C1 |
| Способ изготовления буровой коронки | 1989 |
|
SU1738680A1 |
| Способ получения композиционной алмазосодержащей матрицы с повышенным алмазоудержанием на основе твердосплавных порошковых смесей | 2015 |
|
RU2607393C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВЕРХТВЕРДОГО МАТЕРИАЛА И СВЕРХТВЕРДЫЙ МАТЕРИАЛ НА ОСНОВЕ ПЕНТАБОРИДА ВОЛЬФРАМА | 2018 |
|
RU2698827C1 |
| СПОСОБ СОЕДИНЕНИЯ МОНОКРИСТАЛЛА АЛМАЗА С МЕТАЛЛАМИ | 2015 |
|
RU2611254C1 |
Изобретение относится к изготовлению породоразрушающего инструмента. Формируют в графитовой форме композиционную матрицу инструмента, содержащую включения в виде алмаза или твердого сплава, прессуют, затем проводят нагрев спрессованного инструмента до температуры пропитки с горячим прессованием и охлаждают инструмент на воздухе до 350°C. После снятия графитовой формы погружают инструмент в воду комнатной температуры и проводят последующую сушку. После сушки проводят закалку инструмента криогенной обработкой путем погружения его в жидкий азот и выдержкой в нем 16-20 минут, при этом формирование композиционной матрицы в графитовой форме осуществляют с учетом ожидаемого уровня остаточных напряжений в инструменте после криогенной обработки. Обеспечивается повышение стойкости и качества породоразрушающего инструмента. 1 табл.
Способ изготовления породоразрушающего инструмента, включающий формирование в графитовой форме композиционной матрицы инструмента, содержащей включения в виде алмаза или твердого сплава, прессование ее корпусом инструмента, нагрев спрессованного инструмента до температуры пропитки с горячим прессованием, охлаждение инструмента на воздухе до 350°C, погружение инструмента после снятия графитовой формы в воду комнатной температуры и последующую сушку, отличающийся тем, что после сушки проводят закалку инструмента криогенной обработкой путем погружения его в жидкий азот и выдержкой в нем 16-20 минут, при этом формирование композиционной матрицы в графитовой форме осуществляют с учетом ожидаемого уровня остаточных напряжений в инструменте после криогенной обработки, определяемого по следующей зависимости:
где σ0 - ожидаемый уровень остаточных напряжений в матрице инструмента, МПа;
a - коэффициент пропорциональности, равный 0,85÷0,95;
K - коэффициент, отражающий степень развития процессов релаксации напряжений в композиционной матрице, причем для матрицы, содержащей включения в виде твердого сплава, K=0,36, а для матрицы, которая содержит включения в виде алмазов, K=0,31;
αм, αв - термические коэффициенты линейного расширения материала матрицы и материала включений, °C-1;
ΔТ - разница между начальной температурой инструмента перед криогенной обработкой, равной 350°C, и конечной температурой криогенной обработки, равной -196°C, °C;
νм, νв - коэффициент Пуассона материалов матрицы и включений;
Eм, Eв - модуль нормальной упругости материала матрицы и включений, МПа.
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ПОРОДОРАЗРУШАЮЩЕГО ИНСТРУМЕНТА | 2001 |
|
RU2202444C2 |
| Колонковое шарошечное долото | 1947 |
|
SU72835A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТВЕРДОСПЛАВНЫХ МЕТАЛЛОКЕРАМИЧЕСКИХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 1998 |
|
RU2145916C1 |
| WO 2003049889 A3, 19.06.2003 | |||
| ВСЕСОЮЗНАЯ jOATEHTHO-TEXKHHEOKAfl | 0 |
|
SU389800A1 |

