Изобретение относится к сварочному производству и может быть использовано для наплавки при восстановлении дефектных или поврежденных деталей, например, подпятников надрессорных балок в железнодорожных вагонах.
Известен станок АДК-500-6 [1] электродуговой сварки круговых швов. Станок состоит из станины, на которой смонтированы стоп-вращатель, механизм подачи электродной проволоки, сварочная головка и пульт управления. Стол снабжен механизмом вращения с электроприводом, устройством наклона и пневматическим прижимом. Станок имеет возможность производить сварку круговых швов при горизонтальной, вертикальной или наклонной оси вращения изделия. После выполнения кругового шва сварочную головку вручную смещают по радиусу на шаг наплавки. При этом затрачивается дополнительное время на смещение, отключение сварочной головки, что ухудшает качество и уменьшает производительность наплавки изделий. В связи с тем, что наплавка производится на поверхности вращающихся деталей, они должны иметь минимальные габаритные размеры, что ведет к сужению области его применения.
Наиболее близким техническим решением является установка для автоматической наплавки подпятников надрессорных балок [2] содержащая раму, в верхней части которой размещены турникет со сварочной проволокой и кронштейн с шарнирно подвешенным приводом для ее перемещения. В средней части рамы на втором кронштейне установлен привод водила для вращения мундштука со сварочной проволокой.
Для наплавки каждого витка вручную производят корректировку длины сварочной проволоки и смещают ее по радиусу. После этого включают установку и зажигают сварочную дугу. Кроме этого, необходим контроль за окончанием наплавки каждого витка. В противном случае наплавка выполняется повторно по этому же витку, приводя к дополнительной механической обработке. Все это приводит к занижению качества и производительности наплавки.
Техническим результатом заявляемого устройства является повышение качества и производительности наплавки.
Технический результат достигается тем, что устройство содержит сварочную головку, соединенную с приводом вращения через механизм автоматического радиального перемещения суппорта с водилом. Этот механизм содержит корпус, внутри которого расположен диск с многовитковой спиральной канавкой, находящейся в зацеплении с выступами суппорта на одной стороне и зубчатым венцом на другой. Зубчатый венец находится в зацеплении с конической шестерней, соединенной с выходным валом привода механизма радиального перемещения суппорта. Сварочная головка соединена с рамой с возможностью перемещения в горизонтальной плоскости. Сопоставительный анализ с прототипом показывает, что заявляемое устройство отличается наличием механизма автоматического радиального перемещения суппорта с приводом, соединением сварочной головки с рамой с возможностью ее перемещения в горизонтальной плоскости. Таким образом, заявляемое техническое решение соответствует критерию патентоспособности "новизна".
При работе устройства наплавка на поверхности деталей производится сварочной проволокой по спирали в горизонтальной плоскости. Это обеспечивается следующим. Сварочной головке сообщают вращательное движение по спирали. Это осуществляется с помощью 2-х приводов, один из которых придает вращательное движение механизму автоматического радиального перемещения суппорта с водилом, а другой привод осуществляет радиальное перемещение суппорта с водилом по многовитковой спиральной канавке в этом механизме. При работе обоих приводов водило одновременно вращается по окружности и перемещается вместе с суппортом по радиусу. В результате водило движется по спирали, такое же движение передается и сварочной головке. Для выполнения сварочной проволокой не только движения по спирали, но и в горизонтальной плоскости, сварочная головка соединена с рамой с возможностью ее перемещения в горизонтальной плоскости.
Таким образом, при взаимодействии существенных признаков получают новый технический результат, а именно: обеспечение равномерной и непрерывной наплавки поверхности деталей, что ведет к повышению качества и ее производительности. Заявляемое техническое решение соответствует критерию патентоспособности "Изобретательский уровень".
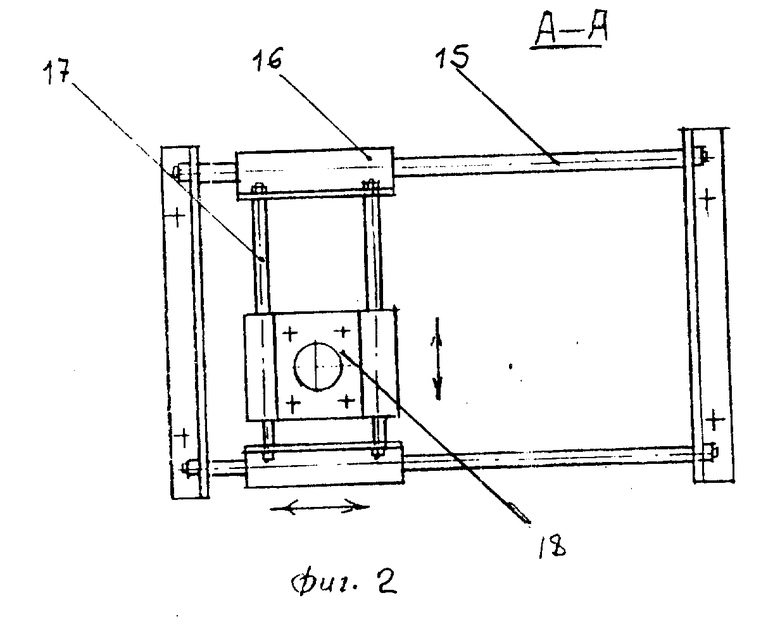
На фиг. 1 изображено устройство для наплавки поверхностей деталей; на фиг. 2 изображен координатный узел, обеспечивающий крепление сварочной головки к раме.
Устройство содержит раму 1, в нижней части которой размещен стол 2 для установки надрессорной балки 3, а в верхней турникет 4 со сварочной проволокой. На кронштейне 5 установлен привод вращательного движения 6 водила 7, соединенный через переходную втулку 8, имеющей токосъемные кольца и щетки, с механизмом 9 автоматического радиального перемещения суппорта 10 с водилом 7.
Механизм 9 состоит корпуса, внутри которого размещен диск с многовитковой спиральной канавкой, находящейся в зацеплении с выступами суппорта 10, на одной стороне, и зубчатым венцом, находящимся в зацеплении с конической шестерней, на другой. Коническая шестерня соединена с выходным валом привода 11 радиального перемещения суппорта. Привод 11 установлен на боковой поверхности корпуса механизма 9 автоматического радиального перемещения суппорта. Сварочная головка 12 соединена с механизмом 9 через водило 7 с одной стороны и с кронштейном 5 через пульт управления 13 и координатный узел 14. Но сварная головка 12 может быть и непосредственно соединена с координатным узлом 14, а пульт управления 13 установлен в любом другом месте с учетом длины кабельных линий. Координатный узел 14 обеспечивает спиральное движение сварочной головке 12 в горизонтальной плоскости. Он состоит из горизонтально расположенных направляющих 15, неподвижно соединенных между собой. На них установлена каретка 16 с возможностью перемещения вдоль оси кронштейна 5, содержащая в свою очередь аналогичные направляющие 17 с кареткой 18, имеющей возможность перемещаться перпендикулярно каретке 16. В связи с тем, что каретка 18 неподвижно соединена со сварочной головкой 12, последняя имеет возможность перемещаться в горизонтальной плоскости по взаимно перпендикулярным направлениям. Для настройки сварочной головки 12 имеются горизонтальный и вертикальный суппорты 19, 20 и центровой вал 21.
Устройство работает следующим образом: Для установки надрессорной балки 3 на стол 2 сварочную головку 12 поднимают вверх посредством вертикального суппорта 20 и поворачивают на угол 90o. Затем устанавливают и стопорят балку 3 с последующим поворотом сварочной головки 12 в исходное положение. Суппорт 10 механизма 9 поворачивают в крайнее левое положение с предварительным разъединением от привода вращения посредством муфты. После этого опускают центровой вал 21 в отверстие балки, а при их несовпадении используют горизонтальный суппорт 19. Затем поднимают и стопорят центровой вал 21, заправляют сварочную проволоку и с помощью вертикального суппорта 20 опускают включенную сварочную головку 12 на деталь до появления дуги. Затем включают приводы 6, 11. Привод 6 придает вращательное движение механизму 9 автоматического радиального перемещения суппорта с водилом 17, а привод 11 осуществляется радиальное перемещение суппорта 10 с водилом 7 по многовитковой спиральной канавке в механизме 9. Таким образом, водило 7 одновременно вращается по окружности и перемещается вместе с суппортом 10 по радиусу, т.е. движется по спирали. Это движение передается и сварочной головке 12. При этом наплавка на поверхность детали производится сварочной проволокой по спирали в горизонтальной плоскости с установленным шагом. Для изменения скорости, шага наплавки на пульте управления 13 имеются соответствующие ручки потенциометров, а для автоматической остановки устройства после наплавки в зоне радиального движения суппорта установлен концевой выключатель.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТОРЦЕВЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1996 |
|
RU2104125C1 |
| ЛЫЖА ДЛЯ НАНЕСЕНИЯ СМАЗКИ НА БОКОВУЮ ПОВЕРХНОСТЬ РЕЛЬСА | 1995 |
|
RU2094276C1 |
| УСТРОЙСТВО ДЛЯ ЗАЩИТЫ ТРАНСФОРМАТОРА НАПРЯЖЕНИЯ ОТ ПЕРЕГРУЗКИ | 1993 |
|
RU2045801C1 |
| СПОСОБ КОНТРОЛЯ НАГРЕВА БУКСОВЫХ УЗЛОВ, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И СЛЕДЯЩИЙ АМПЛИТУДНЫЙ ОГРАНИЧИТЕЛЬ ЭТОГО УСТРОЙСТВА | 1994 |
|
RU2099226C1 |
| ГИДРАВЛИЧЕСКИЙ ГАСИТЕЛЬ КОЛЕБАНИЙ | 1993 |
|
RU2075665C1 |
| НАПЛАВОЧНЫЙ СТАНОК | 2003 |
|
RU2246384C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОБРАЖЕНИЯ ПОЛИМЕРНЫМИ ПОРОШКОВЫМИ КРАСКАМИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2095253C1 |
| РУЧНЫЕ НОЖНИЦЫ | 1996 |
|
RU2105642C1 |
| НАВЕСНАЯ ПЛОЩАДКА | 1992 |
|
RU2029839C1 |
| МОТОРНАЯ ТЕЛЕЖКА ЖЕЛЕЗНОДОРОЖНОГО ВАГОНА | 1992 |
|
RU2068358C1 |
Использование: устройство для наплавки поверхностей деталей может быть использовано для наплавки при восстановлении дефектных или поврежденных деталей, например, подпятников надрессорных балок в железнодорожных вагонах. Сущность изобретения: устройство содержит сварочную головку, соединенную с приводом вращения через механизм автоматического радиального перемещения суппорта с водилом. Этот механизм содержит корпус, внутри которого расположен диск с многовитковой спиральной канавкой, находящейся в зацеплении с выступами суппорта - на одной стороне, и зубчатым венцом, находящимся в зацеплении с конической шестерней - на другой. Коническая шестерня соединена с выходным валом привода механизма радиального перемещения суппорта. Сварочная головка соединена с рамой с возможностью перемещения в горизонтальной плоскости. Наплавка на поверхность детали производится по спирали в горизонтальной плоскости. 2 ил.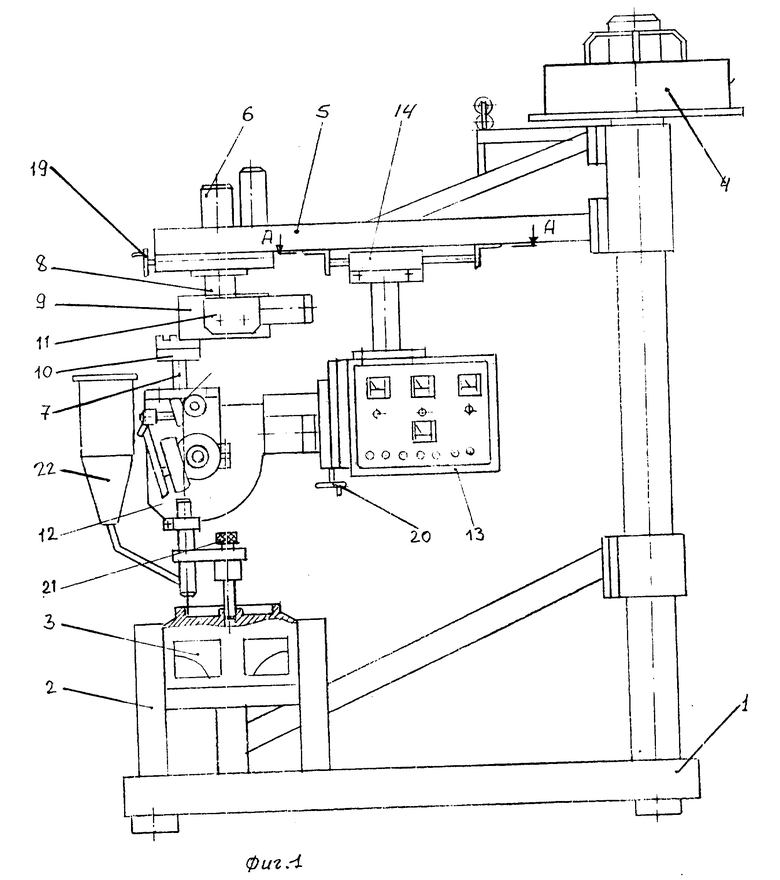
Устройство для наплавки поверхностей деталей, содержащее раму с установленными на ней приводом вращательного движения водила со сварочной головкой, а также турникет для размещения и подачи сварочной проволоки, отличающееся тем, что водило установлено на введенном в устройство суппорте, снабженном имеющим привод механизмом радиального перемещения суппорта, выполненным в виде размещенного в корпусе диска, имеющего на одной торцевой поверхности многовитковую спиральную канавку для размещения в ней выступов, выполненных на обращенной к диску поверхности суппорта, а на другой зубчатый венец, входящий в зацепление с конической шестерней, установленной на выходном валу привода механизма радиального перемещения суппорта, при этом сварочная головка соединена с рамой посредством координатного узла, обеспечивающего перемещение сварочной головки в горизонтальной плоскости в двух взаимно перпендикулярных направлениях.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Бельфор М.Г., Каленский В.К., Литвинчук М.Д | |||
| Оборудование для автоматической и полуавтоматической сварки и наплавки | |||
| - М., 1967, с | |||
| Аппарат для испытания прессованных хлебопекарных дрожжей | 1921 |
|
SU117A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Алексеев В.Д., Попов Л.Н., Сизов К.П | |||
| Механизация работ при ремонте грузовых вагонов | |||
| - М.: МПС, 1960, с | |||
| Прибор для массовой выработки лекал | 1921 |
|
SU118A1 |

