Изобретение относится к области обработки металлов резанием, в частности, для обработки ручьев валков пильгерстана для горячей прокатки труб.
Общеизвестны способы обработки ручьев валков пильгерстана горячей прокатки с профилем ручья, переменным по мере поворота валка в зоне обработки и имеющим в каждом радиальном сечении ограниченной дугой окружности средний участок, который сопряжен с боковыми скосами.
Известен способ обработки ручьев валков пильгерстана, согласно которому обработку профиля осуществляют расточным резцом, которому сообщают вращательное движение и радиальное по программе перемещение, располагая его в плоскости, перпендикулярной оси вращения и проходящей через ось вращения валка, а обработку прямолинейных участков профиля производят цилиндрической концевой фрезой, которую поворачивают в плоскости оси вращения валка по программе вокруг центра дуги окружности профиля ручья в осевом сечении и перемещают в направлении, перпендикулярном оси вращения фрезы по сигналам от контактирующего с изделием датчика.
Недостатком известного способа является недостаточная производительность, определяемая обработкой боковых скосов фрезерованием. Особенно это проявляется при обработке боковых скосов, выполненных криволинейными. Обработка производится строчками, сравнительно низкая скорость вращения валка (скорость подачи), все это увеличивает время обработки.
Для получения сопряжения скоса с радиусным участком необходима ручная настройка (визуальная) совмещения щупа датчика с профилем валка, что уменьшает производительность. Кроме того, обработка производится дорогостоящим инструментом фрезами.
Для осуществления этого способа, в частности, при обработке боковых скосов, необходима подвижная в двух направлениях фрезерная бабка, установленная на поворотном столе.
Задача изобретения создание высокопроизводительного способа обработки. Это особенно становится актуальным при сложной геометрии обрабатываемого валка.
Указанная задача решается тем, что обработку ручьев валков пильгерстана с переменным по мере поворота валка профилем ручья, очерченным в осевом сечении дугой окружности, сопряженной с боковыми скосами, при котором обработку участков, очерченных по дуге окружности различного радиуса, осуществляют расточным резцом, которому сообщают вращательное движение заданное по программе перемещение, располагая его в плоскости, перпендикулярной оси вращения и проходящей через ось валка, а вращение валка осуществляют в режиме подачи; обработку боковых скосов профиля ручья производят проходным резцом, установленным перпендикулярно касательной к профилю бокового скоса, сообщая ему взаимно перпендикулярное перемещение в плоскости, проходящей через ось вращения валка, вращательное движение резца прекращают, а вращение валка осуществляют в режиме главного движения.
Предложенный способ позволяет менять инструмент, расточной резец на проходной в ходе обработки и располагать его таким образом, чтобы производить оптимальную обработку в любой точке профиля ручья и при этом максимально упростить этот процесс.
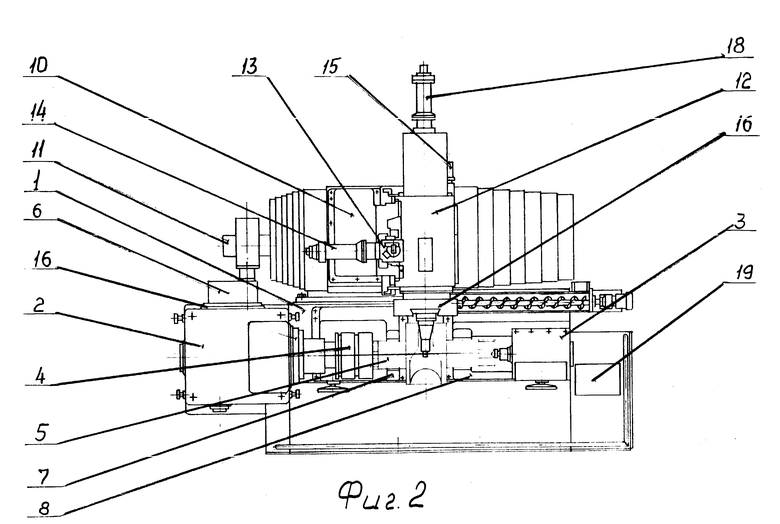
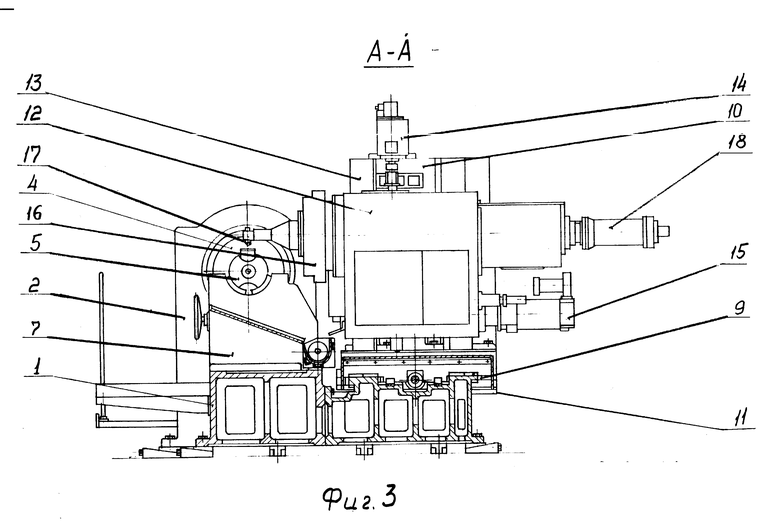
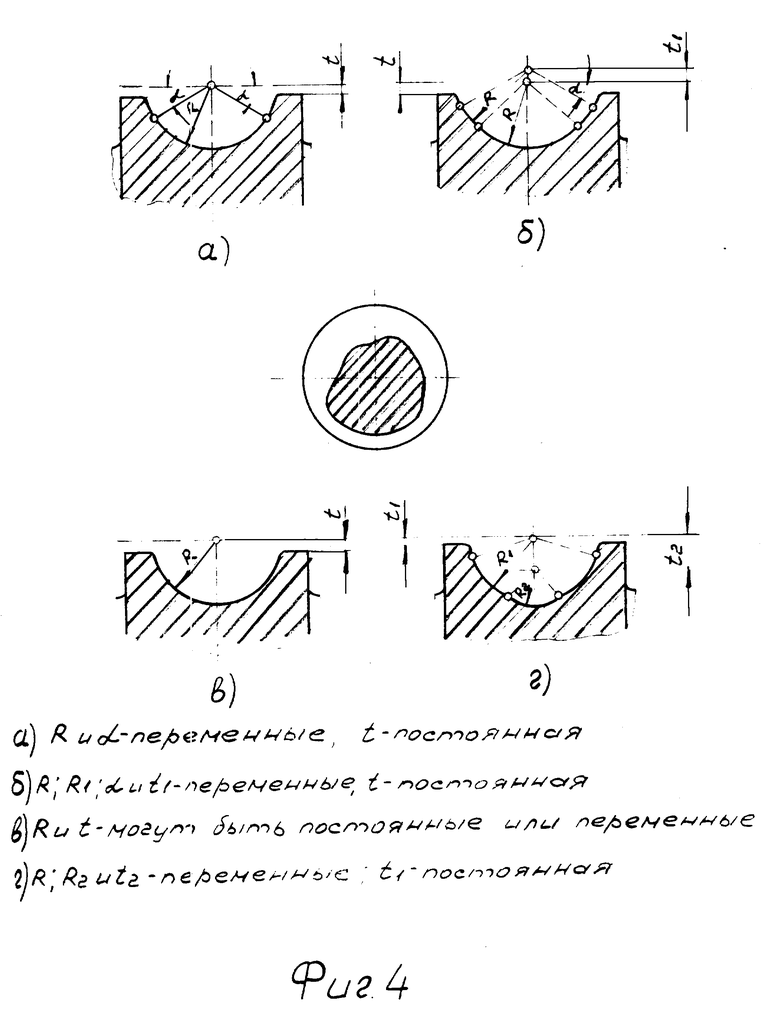
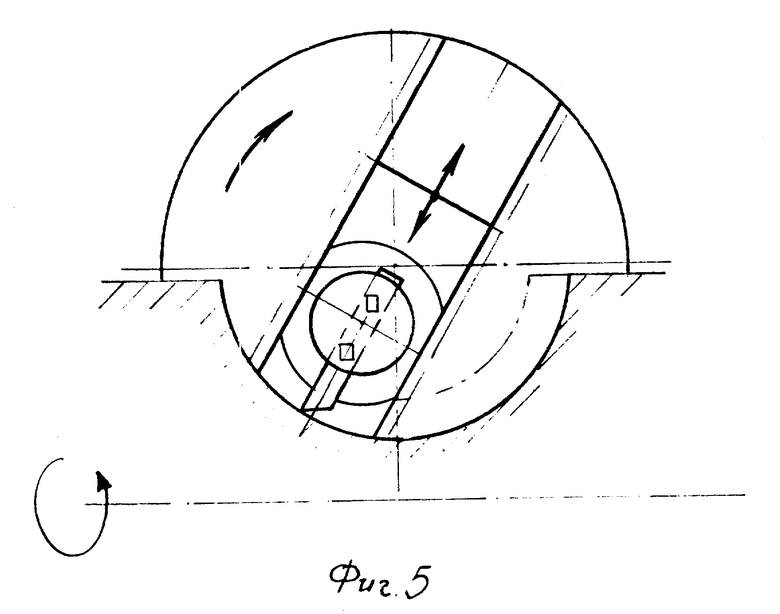
На фиг. 1 изображен общий вид станка, для осуществления предложенного способа обработки; на фиг.2 вид сверху на фиг.1; на фиг.3 разрез А-А на фиг. 1; на фиг.4 изображены возможные виды профилей обрабатываемого валка (а, б, в, г) и поперечное сечение ручья; на фиг.5 показана обработка участка профиля валка, очерченного дугой окружности различного радиуса; на фиг.6 показана обработка боковых скосов.
Способ обработки ручьев валков пильгерстана с переменным по мере поворота валка профилем ручья, очерченным в осевом сечении дугой окружности, сопряженной с боковыми скосами, включает следующие операции.
Вначале производят обработку участков, очерченный по дуге окружности, для этого обрабатываемый валок вращается в режиме подачи.
Обработка ведется расточным резцом, которому сообщают вращательное движение и радиальное по программе перемещения.
Резец располагается в плоскости, перпендикулярной оси вращения и проходящей через ось вращения валка.
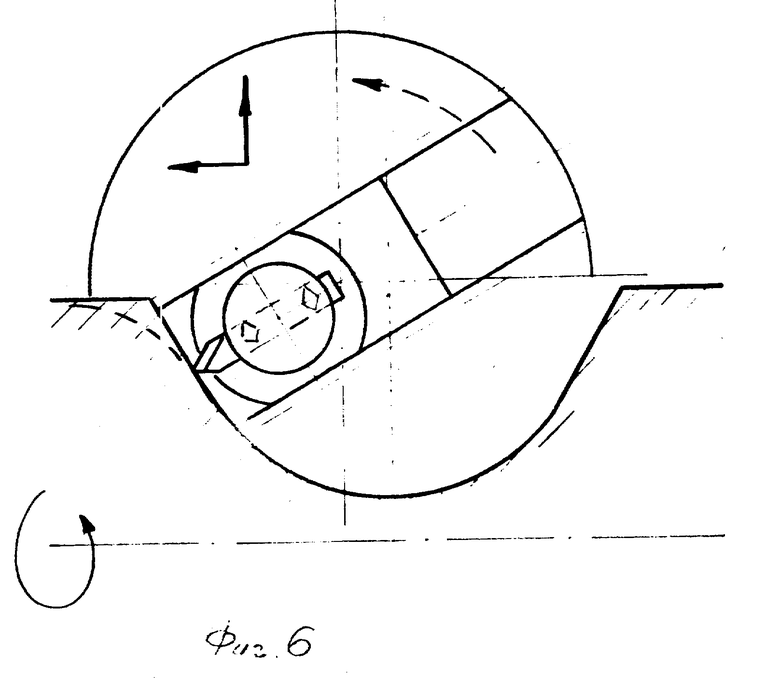
Затем производится обработка боковых скосов. Происходит замена расточного резца на проходной.
Резец устанавливают в процессе обработки перпендикулярно профилю поверхности бокового скоса.
Резцу сообщают взаимно перпендикулярное перемещение в плоскости, проходящей через ось вращения валка.
Вращательное движение резца прекращается.
Вращение валка осуществляют в режиме главного движения.
Для обработки валка с боковыми скосами, выполненными в виде прямолинейных участков, этого достаточно (валок типа "а" фиг.4). Для обработки валков с боковыми скосами сложной формы, имеющих криволинейные поверхности (валки "б", "в", "г", фиг.4), необходим одновременно с взаимно перпендикулярным перемещением в плоскости, проходящей через ось вращения валка, поворот резца.
Станок для обработки ручьев валков пильгерстана состоит из станины 1, на которой размещена приводная передняя бабка 2 и задняя бабка 3. Вращение установленного в патроне 4 обрабатываемого валка 5 осуществляется приводом 6. Для поддержания обрабатываемого валка и облегчения его установки в центрах станка на станине 1 размещены люнеты 7, 8. На направляющих станины 9 установлена подвижная стойка 10. Подвижная стойка 10 выполнена с возможностью перемещения вдоль станка от привода 11. На стойке установлена шпиндельная бабка 12. Шпиндельная бабка 12 перемещается по вертикальным направляющим 13 стойки 10. Вертикальное перемещение шпиндельной бабки 12 осуществляется от привода 14. В шпиндельной бабке 12 размещен привод 15 вращения шпинделя 16. Шпиндель 16 выполнен с возможностью управляемого изменения величин вылета резца 17. Изменение величины вылета резца 17 осуществляется от привода 18. Станок управляется от системы ЧПУ 19.
Станок работает следующим образом.
Валок устанавливается на люнеты 7, 8, с помощью которых происходит его установка в центры передней 2 и задней бабки 3. Валок зажимается в патроне 4. Резец 17 расточной устанавливается в шпинделе 16. Шпиндель 16 приводится во вращение от привода 15. Вращение шпинделя осуществляется в режиме главного движения (в диапазоне от 30 до 200 оборотов в минуту). Валок приводится в движение от привода 6 и устанавливается в положение для начала обработки. Стойка 10 перемещается по направляющим 9 станины от привода 11 в положение, при котором ось вращения шпинделя совпадает с плоскостью симметрии ручья. Резец 17 с помощью привода 18 изменения вылета резца устанавливается на величину, соответствующую радиусу профиля валка, в положение начала обработки. Шпиндельная бабка 12 перемещается по вертикальным направляющим 13 стойки 10 с помощью привода 14 вертикальных перемещений. При этом происходит врезание резца в валок и шпиндельная бабка устанавливается в положение, при котором ось шпинделя совпадает с точкой, являющейся центром окружностей, образующих радиусные участки профиля валка. Валок 5 приводится во вращение от привода 6. Вращение осуществляется со скоростью подачи (в диапазоне от 0,004 до 0,1 оборота в минуту), при этом происходит изменение величины вылета резца 17 от привода 18 по программе в соответствии с угловым положением валка. Т. о. обрабатывается радиусный участок профиля. При обработке валков типа "б", "в", "г", фиг.4 необходимо менять с помощью привода 14 и 11 в зависимости от углового положения валка 5 положение оси шпинделя для совмещения ее с точками, являющимися центрами окружности образующих радиусных участков профиля по программе. После обработки радиусного участка профиля переходим к обработке боковых скосов. Шпиндельная бабка от привода 14 вертикального перемещения перемещается вверх в исходное положение, после чего вращательное движение шпинделя с резцом 17 прекращается. Резец 17 расточной меняют на резец 17 проходной. На время смены резца вращение валка 5 прекращается. Шпиндель 16 от привода 15 разворачивается таким образом, чтобы резец 17 установился перпендикулярно касательной к профилю бокового скоса в точке начала обработки. Валок 5 приводится во вращение в режиме главного движения (в диапазоне 0,05 до 3 оборотов в минуту). Включается привод 14 и 11 шпиндельной бабки 12 и начинается обработка по программе. В случае бокового скоса, выполненного в виде прямого участка, перемещение резца 17 осуществляется по двум взаимно перпендикулярным направлениям от приводов 14 и 11. В случае бокового скоса, выполненного в виде кривой, к вышеуказанным движениям добавляется поворот резца 17 от привода 15 для обеспечения перпендикулярности резца касательной к профилю бокового скоса. Обработка боковых скосов завершает обработку всего профиля валка 5.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки ручьев валков пильгерстана | 1969 |
|
SU295345A1 |
| Станок для обработки ручьев валковпильгЕРСТАНА | 1969 |
|
SU296364A1 |
| Способ обработки валков | 1979 |
|
SU854595A1 |
| Способ расточки глубоких отверстий и станок для его осуществления | 1990 |
|
SU1834756A3 |
| Расточная борштанга | 1987 |
|
SU1468672A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ВНУТРЕННИХ ФАСОННЫХ ПОВЕРХНОСТЕЙ НА ТОКАРНЫХ АВТОМАТАХ | 1993 |
|
RU2056976C1 |
| Глубокорасточной станок | 1976 |
|
SU582918A1 |
| Шпиндельный узел | 1986 |
|
SU1526927A1 |
| ШПИНДЕЛЬНАЯ БАБКА | 1992 |
|
RU2041772C1 |
| КОПИРОВАЛЬНО-РАСТОЧНОЙ СТАНОК | 1973 |
|
SU382477A1 |
Использование: изобретение относится к области обработки металлов резанием, в частности, для обработки ручьев валков пильгерстанов для горячей прокатки труб. Сущность изобретения: при обработке ручьев валков пильгерстана с переменным по мере поворота валка профиля ручья, обработку участков, очерченных по дуге окружности различного радиуса осуществляют расточным резцом, которому сообщают вращательное движение и радиальное по программе перемещения. Обработку боковых скосов профиля ручья производят проходным резцом, установленным в процессе резания перпендикулярно к касательной профиля бокового скоса, при этом вращение резца прекращают и резцу сообщают радиальное и осевое перемещения в плоскости, проходящей через ось валка. Вращение валка при обработке боковых скосов осуществляют в режиме главного движения. 6 ил.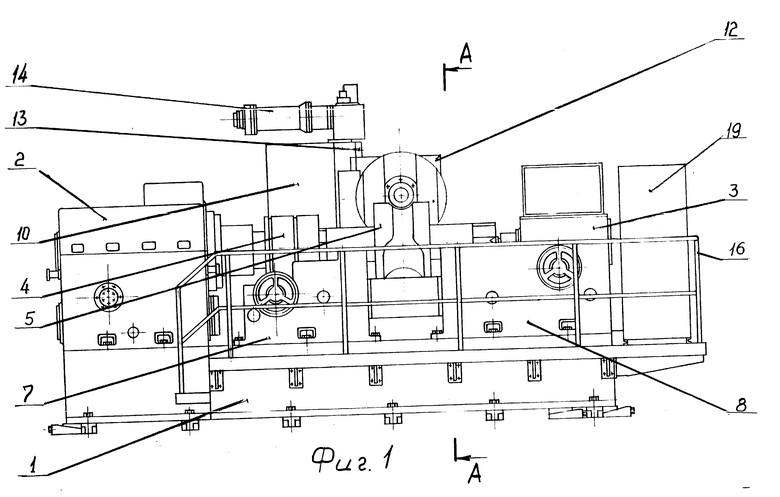
Способ обработки ручьев валков пильгерстана с переменным по мере поворота валка профилем ручья, очерченным в осевом сечении дугой окружности, сопряженной с боковыми скосами, при котором обработку участков, очерченных по дуге окружности различного радиуса, осуществляют расточным резцом, которому сообщают вращательное движение и радиальное по программе перемещения, располагают его в плоскости, перпедикулярной к оси вращения и проходящей через ось вращения валка, причем вращение валка осуществляют в режиме подачи, затем производят обработку боковых скосов профиля ручья, отличающийся тем, что обработку боковых скосков профиля ручья производят проходным резцом, установленным в процессе обработки перпендикулярно к касательной профиля бокового скоса, при этом вращение резца прекращают и ему сообщают радиальное и осевое перемещения в плоскости, проходящей через ось валка, а вращение валка осуществляют в режиме главного движения.
| Способ обработки ручьев валков пильгерстана | 1969 |
|
SU295345A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
