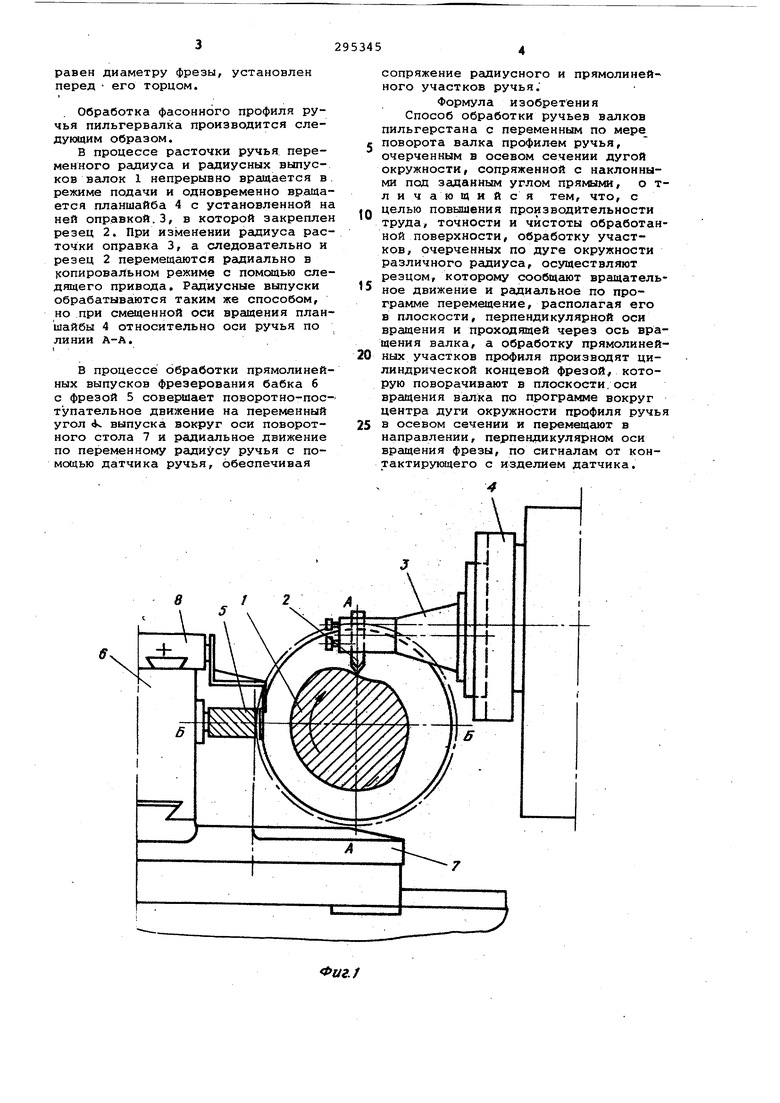
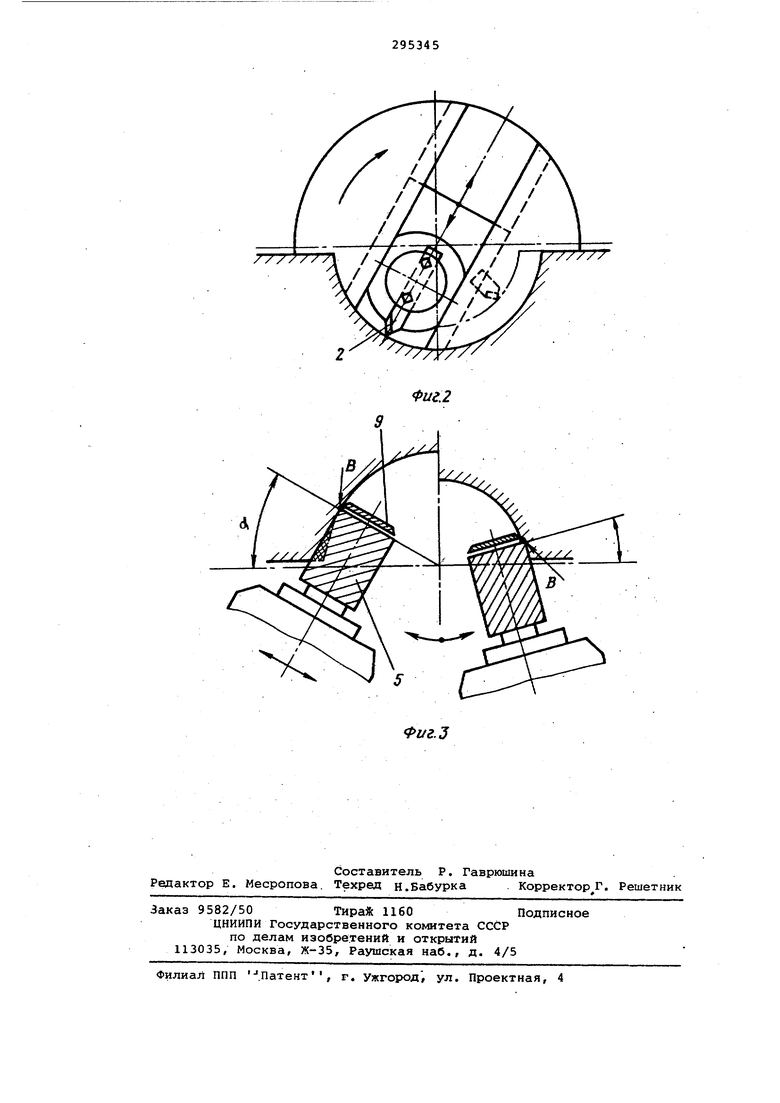
Известны способы обработ.ки ручьев валков пильгерстана с пе ременным по мере поворота валка профилем ручья, очерченным в осевом сечении дугой окружности, точением и.пи фрезерованием. По предлагаемому способу обработку профиля осуществляют резцОм с переменным по програка е вылетом и фрезой, поворачиваемой в горизонташьной плоскости и перемещаемой в направлении, перпендикулярно оси ее вращения со слежением по де тали. Это повышает производительно труда, обеспечивая более высокую точность и чистоту обрабатываемой поверхности. На фиг. 1 показано расположение режущего инструмента и несущих его узлов относительно обрабатываемого валка; на фиг. 2 - принцип расточ ки ручья; на фиг. 3 - принцип фрезерования прямолинейных выпусков. Расточка ручья переменного npdфиля и радиусных выпусков пильгервалка 1 производится резцом 2 зак репленным в оправке 3, движущейся вращательно и радиально. При этом резец 2 установленв плоскости А-А проходящей через ось валка, а ось вращения планшайбы 4, несущей оправку 3, совмещена с осью обрабатываемого ручья. Фрезерование прямолинейных выпусков производится поочередно (правого и левого) цилиндрической концевой фрезой 5, ось которой расположена горизонтально плоскости оси валка по линии Б-В, а передний торец ее совмещен с линией, проходящей через центр ручья и точку В . сопряжения радиусного и прямолинейного участков ручья. ФрезернаяЪабка 6, несущая фреэу, установлена на направляющих по1Йоротного стола 7, ось которого совмещена с осью ручья. Она имеет возможность поворачиваться на переменный угол tk выпуска вместе со столом и одновременно перемещаться относительно стола по радиусу ручья, обеспечивая сопряжение прямого и радиусного участков. Команду на перемещение в зависимости от изменения радиуса ручья фрезерная бабка 6 получает от датчика 8, щуп 9 которого контакти- рует с поверхностью ручья посредством следящего привода. При этом дисковый щуп 9j диаметр которого
равен диаметру фрезы,
установлен перед его торцом.
Обработка фасонного профиля ручья пильгервалка производится следующим образом,
В процессе расточки ручья переменного радиуса и радиусных выпусков валок 1 непрерывно вращается в. режиме подачи и одновременно вращается планшайба 4 с установленной на ней оправкой.3, в которой закреплен резец 2. При изменении радиуса расточки оправка 3, а следовательно и резец 2 перемещаются радиально в копировальном режимов с помсядью следящего привода. Радиусные выпуски обрабатываются таким же способом, но при смоценной оси вращения планшайбы 4 относительно оси ручья по
линии А-А.
в процессе обработки прямолинейных выпусков фрезерования бабка б с фрезой 5 совершает поворотно-поступательное движение на переменный угол k выпуска вокруг оси поворотного стола 7 и радиальное движение по переменному радиусу ручья с помощью датчика ручья, обеспечивая
сопряжение радиусного и прямолинейного участков ручья.
Формула изобретения Способ обработки ручьев валков пильгерстана с переменным по мере поворота валка профилем ручья, очерченным в осевом сечении дугой окружности, сопряженной с наклонными под заданным углом прямыми, о тли чающийся тем, что, с целью повышения производительности труда, точности и чистоты обработанной поверхности, обработку участков, очерченных по дуге окружности различного радиуса, осуществляют резцом, которому сообщают вращательное движение и радиальное по программе перемещение, располагая его в плоскости, перпендикулярной оси вращения и проходящей через ось вращения валка, а обработку прямолинейных участков профиля производят цилиндрической концевой фрезой/ которую поворачивают в плоскости/оси вращения валка по программе вокруг центра дуги окружности профиля ручья в осевом сечении и перемещают в направлении, перпендикулярном оси вращения фрезы, по сигналам от контактирукядего с изделием датчика.
У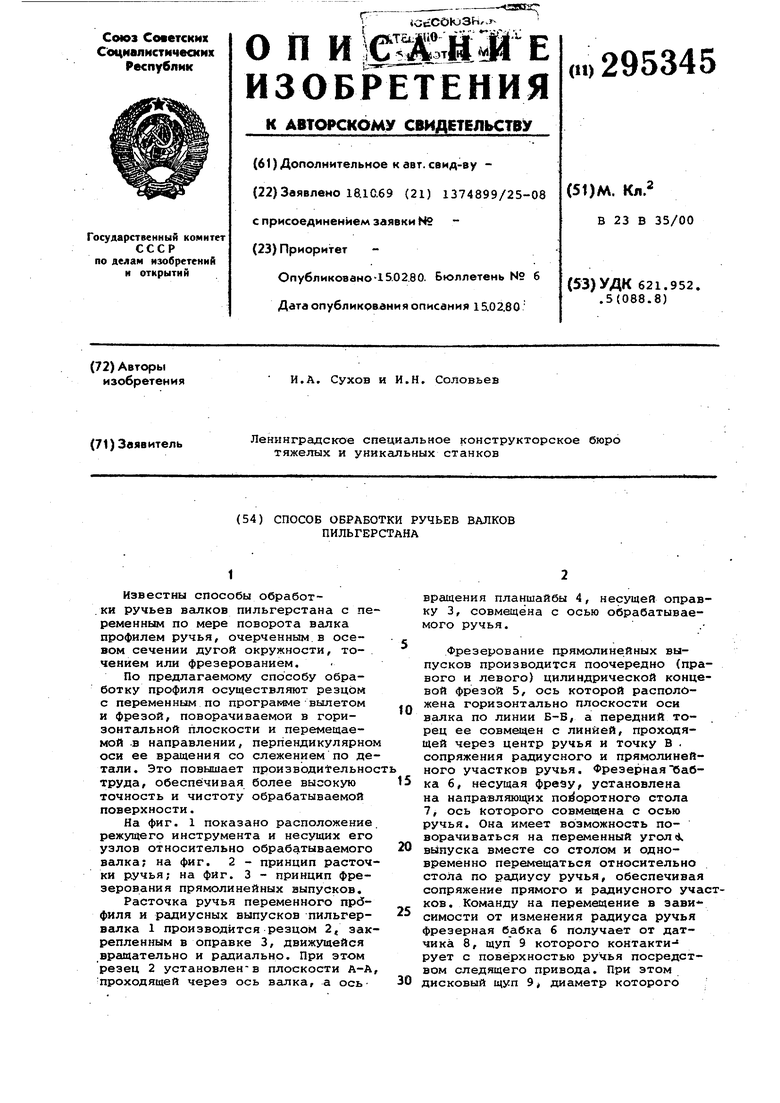
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ РУЧЬЕВ ВАЛКОВ ПИЛЬГЕРСТАНА | 1992 |
|
RU2102192C1 |
| Станок для обработки ручьев валковпильгЕРСТАНА | 1969 |
|
SU296364A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ НА ФРЕЗЕРНОМ СТАНКЕ С ЧПУ | 2013 |
|
RU2571553C2 |
| Способ торцевого фрезерования | 1936 |
|
SU52250A1 |
| Способ настройки пилигримового стана | 1983 |
|
SU1117097A1 |
| Станок для обработки ручьев переменного профиля прокатных валков | 1982 |
|
SU1060316A1 |
| Ручей валка для холодной прокаткидВуХРЕбЕРНыХ ТРуб | 1978 |
|
SU827197A1 |
| КОМПЛЕКТ РАБОЧЕГО ИНСТРУМЕНТА ДЛЯ ПИЛЬГЕРНОЙ ПРОКАТКИ ТОНКОСТЕННЫХ ТИТАНОВЫХ ТРУБ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА | 2021 |
|
RU2769137C1 |
| Устройство для обработки сферических поверхностей | 1987 |
|
SU1433643A1 |
| РЕЗЦОВАЯ ГОЛОВКА | 1991 |
|
RU2009798C1 |
V.
Фиг.З
