I
Изобретение относится к обработке валков трубных прокатных станков непосредственно в клети и может быть использовано на заводах, изготавливающих трубы..
Известен способ для обточки валков в клети, который заключается в том, что валкам, собранным в клети, придается вращение с постоянной скоростью, а резцу сообщают постоянную круговую подачу .
Недостатком данного способа является то, что при вращении валка с постоянной угловой скоростью, скорость резания по профилю ручья валка является величиной переменной. Это сказывается на -качестве обрабатьгоаемой поверхности. Неравномерность качества обработки ручья валка приводит к неравномерности его износа в процессе эксплуатации.
В настоящее время скорости резания при обработке валков из отбеленного чугуна существенно возрастают, что делает возможным получение шероховатости обработанного ручья валка в пределах 2,5 мкм. Однако с увеличением скорости вращения валка при постоянной круговой подаче неравномерность качества поверхности ручья становится ощутимее, поэтому финишная операция вводится для обеспе чения равномерности качества обработки.
Цель изобретения - повышение ка10чества обработки валков, исключая необходамость в финишной операции и применения спеф1ального ияструмента.
Поставленная цель достигается
ts тем, что круговую подачу изменяют в соответствии с зависимостью
S Sprtjx (1-0,333 , где Sv.,gy - максимальная подача резца, об/мин;
20 V- угол поворота резца, град..
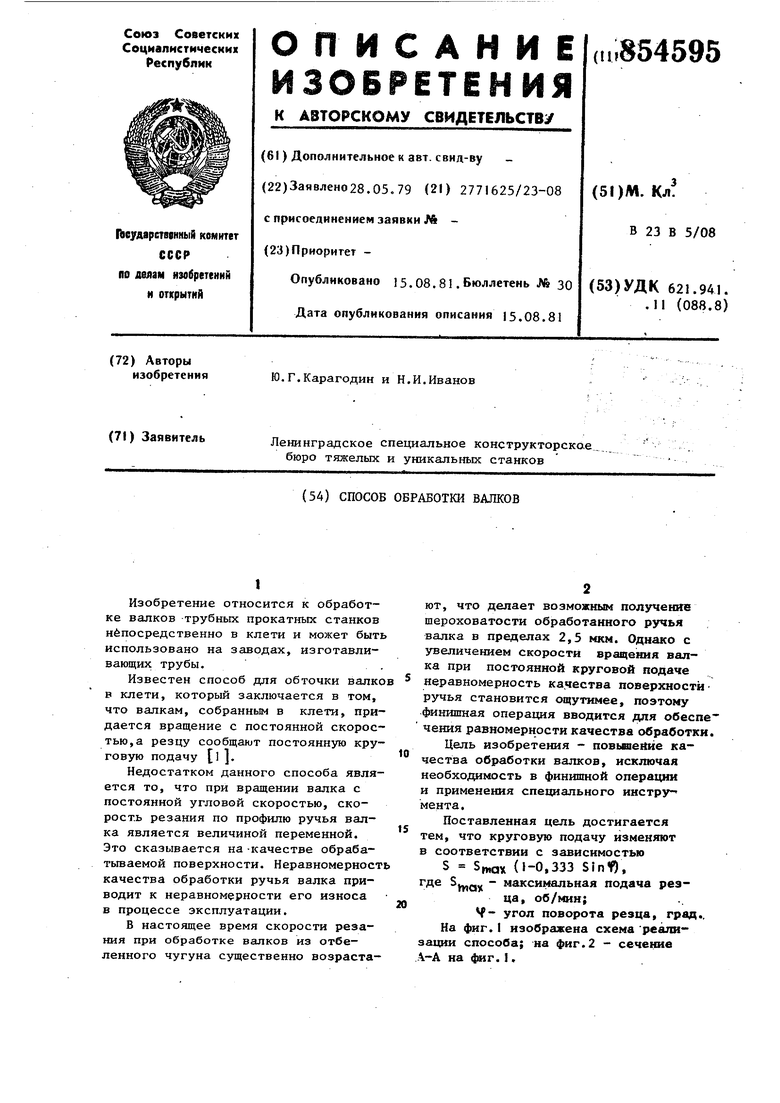
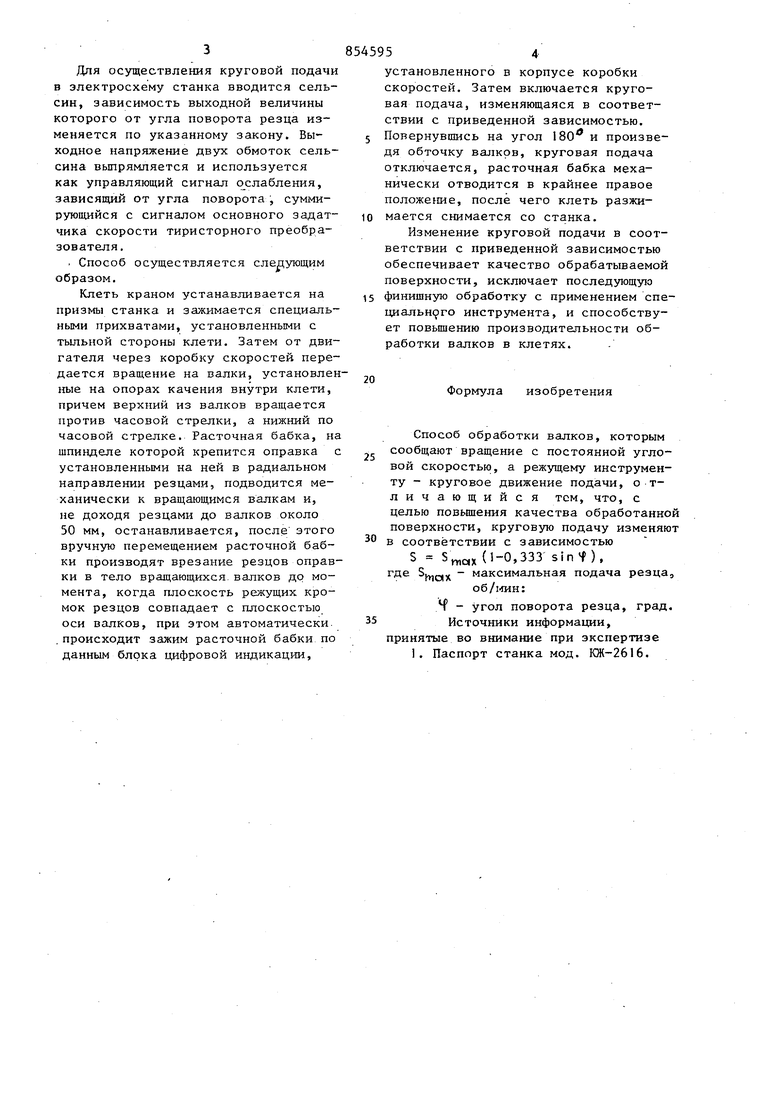
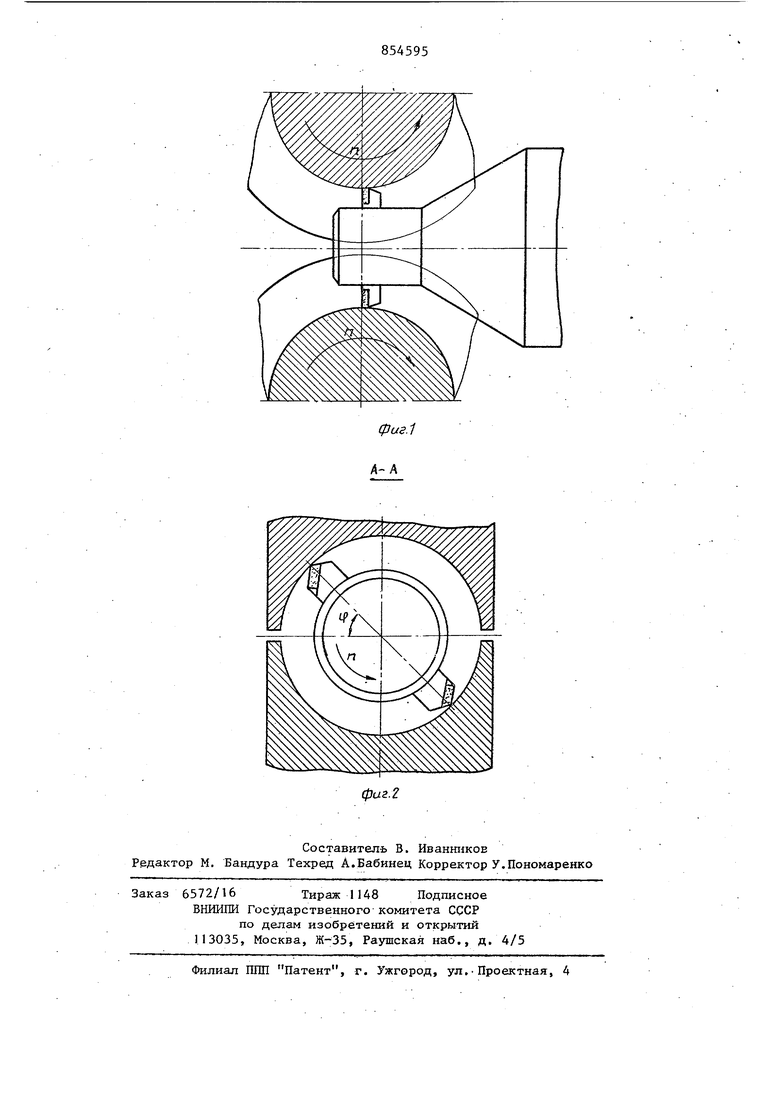
На фиг.1 изображена схема реализации способа; на фиг.2 - сечение .-А на фиг. 1, Для осуществления круговой подачи в электросхему станка вводится сельсин, зависимость выходной величины которого от угла поворота резца изменяется по указанному закону. Выходное напряжение двух обмоток сельсина вьшрямляется и используется как управляющий сигнал с слабления, зависящий от угла поворота, суммирующийся с сигналом основного задатчика скорости тиристорного преобразователя, . Способ осуществляется следующим образом. Клеть краном устанавливается на призмы станка и зажимается специальными прихватами, установленными с тыльной стороны клети. Затем от дви гателя через коробку скоростей пере дается вращение на валки, установле ные на опорах качения внутри клети, причем верхний из валков вращается против часовой стрелки, а нижний по часовой стрелке. Расточная бабка, н шпинделе которой крепится оправка установленными на ней в радиальном направлении резцами, подводится механически к вращающимся валкам и, не доходя резцами до валков около 50 мм, останавливается, после этого вручную перемещением расточной бабки производят врезание резцов оправ ки в тело вращающихся, валков до момента, когда плоскость режущих кромок резцов совпадает с плоскостью оси валков, при этом автоматически ,происходит зажим расточной бабки по данным блока цифровой индикации. 54 установленного в корпусе коробки скоростей. Затем включается круговая подача, изменяющаяся в соответствии с приведенной зависимостью. Повернувшись на угол 180 и произведя обточку валков, круговая подача отключается, расточная бабка механически отводится в крайнее правое положеьше, после чего клеть разжимается снимается со станка. Изменение круговой подачи в соответствии с приведенной зависимостью обеспечивает качество обрабатываемой поверхности, исключает последующую финишную обработку с применением специальн9го инструмента, и способствует повышению производительности обработки валков в клетях. Формула изобретения Способ обработки валков, которым сообщают вращение с постоянной угловой скоростью, а режущему инструменту - круговое движение подачи, отличающийся тем, что, с целью повышения качества обработанной поверхности, круговую подачу изменяют в соответствии с зависимостью S .xO-0,333 ), где максимальная подача резца, 06/14ИН: Ч - угол поворота резца, град, Источники информации, принятые во внимание при экспертизе 1. Паспорт станка мод. КЖ-2616.
фиг.1 А-А