19 931
Фиг.1
Изобретение относится к обработке металлов резанием и может быть использовано при расточке закрытых отверстий.
Цель изобретения - повышение точности обработки и производительности при расточке закрытых отверстий за счет увеличения точности и жесткости позиционирования резца.
На фиг. 1 изображена борштанга при зажатой державке, вид спереди; на фиг. 2 - державка зажата, вид слева; на фиг. 3 - узел I на фиг. 1.
Расточная борштанга содержит цилиндрический корпус 1, закрепленный на торце шпинделя 2 с осью вращения 3 от главного привода. В центре корпуса имеется отверстие с конической 4 и цилиндрической 5 частями по краям, в котором эксцентрично (с эксцентриситетом е) и параллельно оси шпинделя размещена поворотная державка 6 с. расточным резцом 7, конусной частью 8 на переднем конце и осью 9. Задним концом державка 6 опирается на конический подшипник 10, затянутый гайкой 11, и соединена с валом 12, проходящим через центр шпинделя и соединенным в свою очередь с приводом поворота.
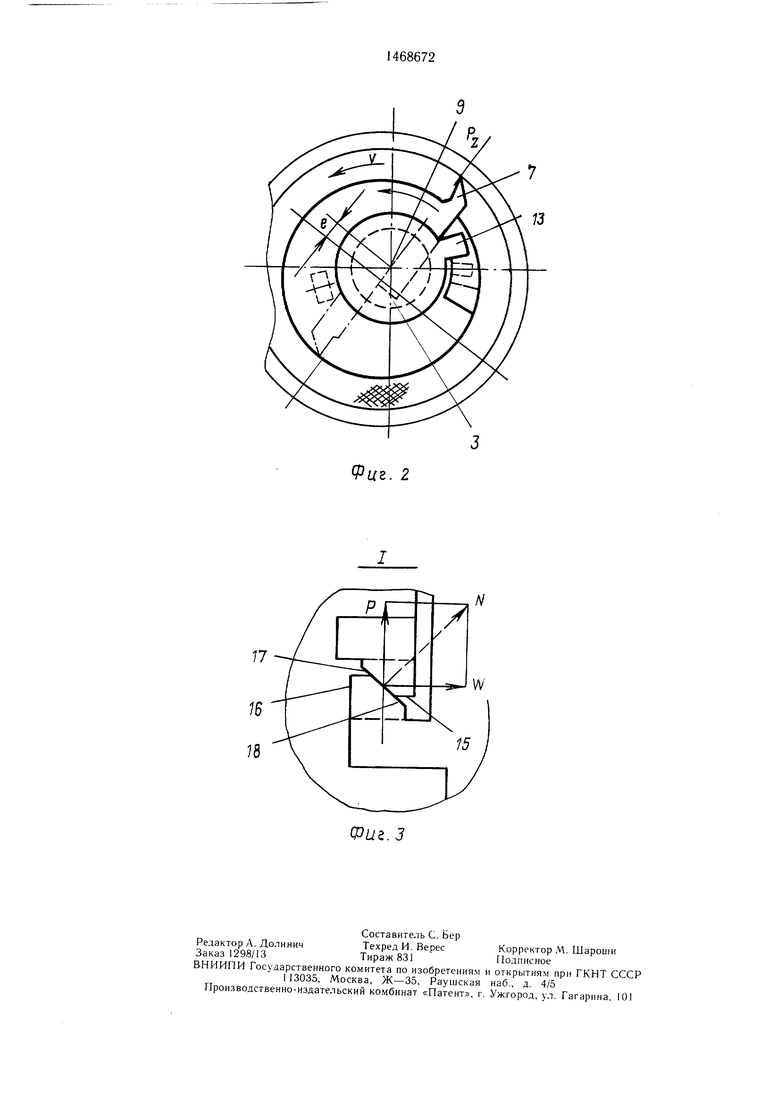
Точный останов и зажим державки происходит посредством Г-образных шипов 13 и 14, размещенных на передних торцах державки и корпуса борщтанги сзади расточного резца (по ходу вращения шпинделя). Шипы направлены торцами 15 и 16 навстречу один другому и на них выполнены скосы 17 и 18. Скос 17 шипа державки 6 обращен своей плоскостью в сторону, обратную от конусного соединения державки и корпуса борщтанги, а скос 18 щипа корпуса 1 обращен в сторону конусного соединения, а их общая плоскость контакта (в момент резания) расположена наклонно под углом а относительно оси вращения щпинделя 3 в сторону, обеспечивающую их взаимный поджим от сил резания.
На фиг. 2 щтрих-пунктирными линиями показаны положения резца 7 и щипа 13 державки при вводе или выводе борщтанги через проходное отверстие 19. Это положение державки определяется остановом привода поворота вала 12.
Устройство работает следующим образом.
Перед началом автоматического цикла борштанга, закрепленная на шпинделе 2, находится вне отверстия 19. Резец выставляют на размер расточки при сжатых от привода поворота скосах шипов. Затем резец выводят в исходное положение для свободного прохождения через отверстие 19, т. е. когда вершина резца расположена по минимальному радиусу от оси 3 шпинделя. После этого включают вращение шпинделя.
Затем ходом «на деталь вращающаяся борштанга вводится в обрабатываемую деталь до такого положения, когда резец прой0
дет задний торец отверстия 19, после чего подается команда от конечных путевых выключателей станка на останов шпиндельной бабки. Затем державка с резцом автоматически поворачивается по часовой стрелке движением вала 12 привода поворота до упора скоса 17 в скос 18, после чего привод поворота автоматически останавливается и от его останова подается команда на осевую подачу шпиндельной бабки назад и про- исходит съем припуска в отверстии (показанного перекрестной штриховкой). В конце обработки шпиндельная бабка останавливается по конечным путевым выключателям, цержавка с резцом поворачивается (против
5 часовой стрелки) в положение для выхода из отверстия 19, после чего осевым ходом шпиндельной бабки борщтанга выводится наружу. Зажим державки происходит от следующих усилий. Когда первоначально скос 17 прижимается к скосу 18, то поскольку плоскость их контакта наклонена под углом а к оси щпинделя, усилие прижима раскладывается на две составляющие силы Р и W и последняя плотно прижимает конус 8 державки к конической части 4 отверстия кор5 пуса борштанги. В начале резания сила Р дополнительно стремится зажать державку в корпусе борщтанги таким же образом, что и привод поворота.
Точный автоматический останов державки н а заданном диаметре обработки и авто0 матический зажим ее к корпусу борщтанги повыщают по сравнению с прототипом точность и производительность обработки.
Формула изобретения
35 Расточная борщтанга, содержащая корпус, державку с резцом, размещенную в корпусе эксцентрично и параллельно его оси, жесткие .упоры, размещенные на корпусе и на державке и предназначенные для взаимодд действия друг с другом, при этом на переднем конце державки и корпуса выполнены конусные поверхности, а задний коней державки предназначен для взаимодействия с приводом ее поворота, отличающаяся тем, что, с целью повышения точности обработки
45 и производительности при расточке закрытых отверстий, жесткие упоры выполнены в виде Г-образных шипов с наклонными поверхностями, предназначенными для взаимодействия между собой, причем упомянутая поверхность Г-образного щипа, размещенного
50 на корпусе, наклонена в сторону конусных поверхностей корпуса и державки, а поверхность Г-образного шипа, размещенного на державке, обращена в противоположную сторону, при этом шип расположен на державке между резцом и корпусом, а резец 55 установлен так, что его вершина размещена в плоскости, в которой находятся ос и корпуса и державки при их максимальном эксцентриситете.
13
| название | год | авторы | номер документа |
|---|---|---|---|
| Борштанга | 1990 |
|
SU1743710A1 |
| Шпиндельный узел расточного станка | 1975 |
|
SU529013A1 |
| Металлорежущий станок | 1983 |
|
SU1093423A1 |
| АЛМАЗНО-РАСТОЧНОЙ СТАНОК (• '^^*•ti^-ib/ИО. :}:КА | 1973 |
|
SU368941A1 |
| Борштанга | 1975 |
|
SU541591A1 |
| Станок для обработки внутренних фасонных поверхностей | 1980 |
|
SU1024175A1 |
| Станок для расточки коренных подшипников и корпусных (базисных) деталей автомобилей и тракторов при ремонте | 1954 |
|
SU101079A1 |
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| ГЛУБОКОРАСТОЧНОЙ СТАНОК | 1969 |
|
SU242638A1 |
| Расточная оправка | 1973 |
|
SU618204A1 |
Изобретение относится к обработке металлов резанием и может быть использовано при расточке закрытых отверстий. Целью изобретения является повышение точности обработки и производительности при расточке закрытых отверстий за счет увеличения точности и жесткости позиционирования резца. В ци,-|индрическом корпусе I борштанги размещена державка 6, взаимодействующая с корпусом через конические поверхности 8 и 4. Корпус I и державка 6 снабжены Г-образными шипами I3 и 14 размещенными на передних торцах корпуса и державки, при этом на шипах выполнены скосы I7 и I8, предназначенные для взаимодействия друг с другом при повороте державки в рабочее положение. За счет наклонного положения скосов создается усилие- затягивающее конусное соединение 8, 4 передающее устойчивое положение резцу. Резец 7 располагается в угловом положении относительно щипов 13 и 14 так, что его верщина лежит в одной плоскости с осями корпуса I и державки 6, что соответствует его наибольшему вылету на величину эксцентриситета е. 3 ил.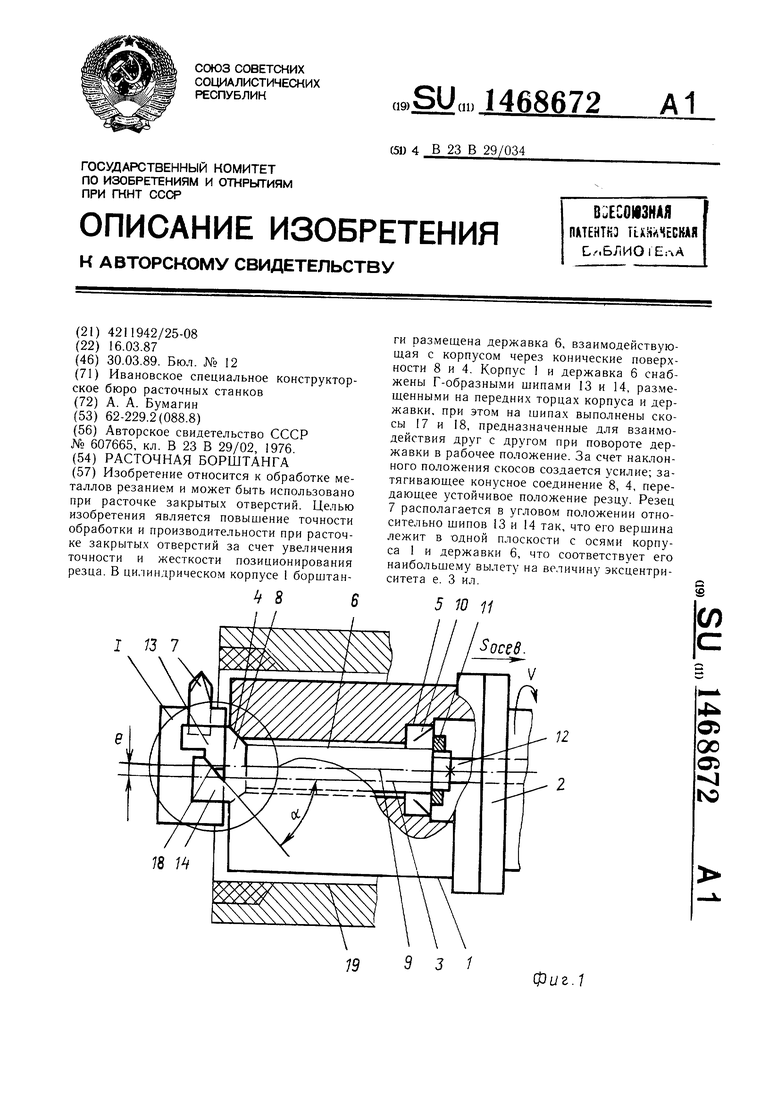
Фиг. 2
Н
| Расточная оправка | 1976 |
|
SU607665A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
