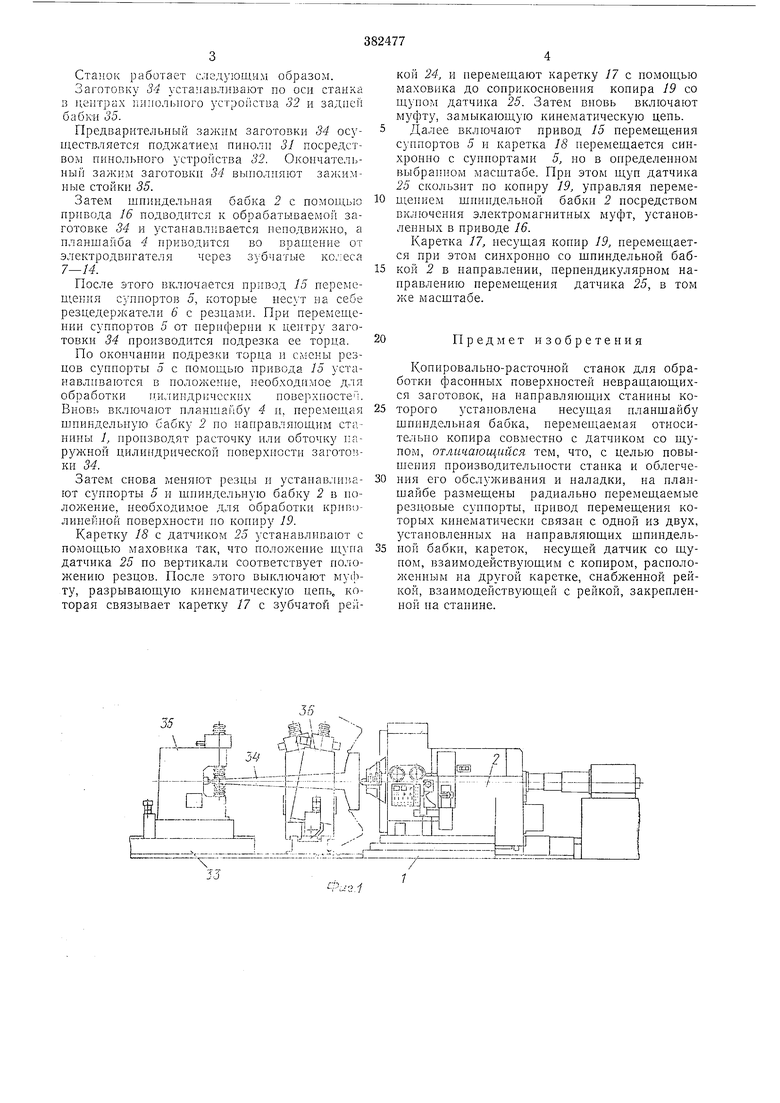
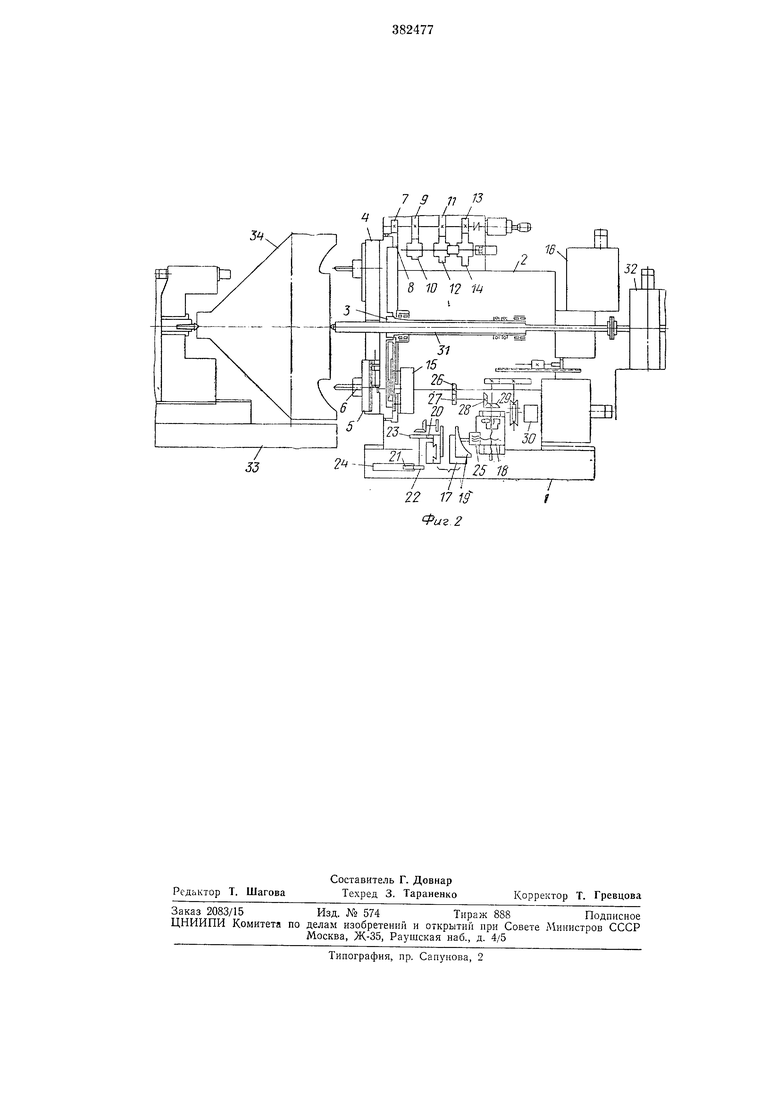
Изобретение относится к расточным станкам, а также к станкам для обработки по копирам и может быть использовано для обработки невращающихся заготовок больщих размеров. Известны копнровально-расточные станки для обработки фасонных поверхностей невращающихся заготовок, на направляющих станины которых установлена несущая планшайбу щпиндельная бабка, перемещаемая относительно неподвижного копира совместно с датчиком со щуном. Предлагаемый станок отличается тем, что на планщайбе размещены радиально перемещаемые резцовые суппорты, привод перемещения которых кинематически связан с одной из двух, установленных на направляющих щпиндельной бабки, кареток, несущей датчик со щуиом. Последний взаимодействует с копиром, расположенным на другой каретке, снабженной рейкой, взаимодействующей с рейкой, закрепленной на станине. Это позволяет повысить производительность станка и облегчить его обслуживание и наладку. На фиг. 1 изображен станок, общий вид; на фиг. 2 - кинематическая схема. На направляющих станины 1 установлена щпиндельпая бабка 2, на шпинделе 3 которой закреплена планшайба 4. На ней размещены раднально перемещаемые суппорты 5 с резцедержателями 6. В шпиндельной бабке 2 расположены привод вращения планшайбы 4, состоящий нз зубчатых колес 7-J4, привод 15 перемещения суппортов 5 и привод 16, обеспечнвающий перемещение шпиндельной бабки 2 по направляющим станины /. На направляющих, закрепленных на корпусе шпиндельной бабки 2, установлены две каретки 17 и 18. На каретке 17 смонтированы копир 19 и рейка 20, которая связана через понижающую зубчатую нередачу 21-23, с зубчатой рейкой 24, помещенный на станине. На каретке 18 находится датчик 25 со щупом. Каретка 18 связана посредством зубчатых колес 26-29 винта и гайки с приводом 15 перемещения суииортов 5. С приводом перемещения каретки 18 кинематически связан регулятор 30 скорости вращения планшайбы 4. Через нолый шпиндель 5 шпиндельной бабки 2 проходит пиноль 31 с передним центром, Пинольное устройство 32 обеспечивает перемещение пиноли 31, смонтированной на отдельной тумбе На плите 33 для закрепления заготовки 34 установлена задняя бабка 35 с центром, по обе стороны от которой размещены две зажимные стойки 36.
Станок работает следующим образом.
Заготовку 34 устанавливают по оси станка в центрах пяполыюго устроГ1ства 32 и задпеп бабки 35.
Предварительный зажим заготовки 34 осуществляется поджатием пиноли 31 посредством пинольного устройства 32. Окончател)ный зажим затотовки 34 выполняют зажимные стойки 35.
Затем шпиндельная бабка 2 с помои 1,ыо привода 16 подводится к обрабатываемой заготовке 34 и устаиавлнвается пеподвижно, а планщайба 4 приводится во вращение от электродвигателя через зд бчатые колеса 7-14.
После этого включается привод 15 перемещения суппортов 5, которые несут па себе резцедержатели 6 с резцами. При перемещении суппортов 5 от иериферни к це1гтру заготовки 34 производится подрезка ее торца.
По окончании подрезки торца и смены резцов супиорты 5 с помощью привода 15 устанавливаются в положение, необходимое для обработки и.илиндричсских иоверхиосте ;. Вновь включают нланщайбу 4 и, перемещая щпикдельную бабку 2 по направляющим станины /, ироизводят расточку или обточку наружной цилиндрической поверхиости загото ки 34.
Затем снова меняют резцы и устанавливают суппорты 5 и шииндельную бабку 2 в положение, необходимое для обработки криволинейной поверхности но коииру 19.
Каретку 18 с датчиком 25 устанавливают с помощью маховика так, что положение щупа датчика 25 по вертикали соответствует положению резцов. После этого выключают му(Ьту, разрывающую кинематическую цеиь„ которая связывает каретку 17 с зубчатой рейкой 24, и перемещают каретку 17 с помощью маховика до соприкосновения копира 19 со щуиом датчика 25. Затем виовь включают муфту, замыкающую кинематическую цепь. Далее включают привод 15 перемещения суппортов 5 и каретка 18 иеремещается синхронно с супиортами 5, но в определенном выбранном масщтабе. При этом щуп датчика 25 скользит ио копиру 19, управляя перемещением щпиндельной бабки 2 иосредством включения электромагнитных муфт, устаиовлеииых в приводе 16.
Каретка 17, несущая копир 19, перемещается при этом синхронпо со шпиндельной бабкой 2 в направлении, перпендикулярном направлению перемещения датчика 25, в том же масштабе.
Предмет изобретения
Копировальцо-расточной станок для обработки фасонных поверхностей невращающихся заготовок, на направляющих станииы которого установлена несущая иланшайбу шпиндельная бабка, иеремеидаемая относительио копира совместно с датчиком со щупом, отличающийся тем, что, с целью повышеиия производительиости стайка и облегчения его обслуживания и наладки, на иланш.айбе размещены радиально перемещаемые резцовые суннорты, иривод перемещения которых книематически связаи с одной из двух, устаиовленных на направляющих щпиндельной бабки, кареток, несущей датчик со щуиом, взаимодействующим с копиром, расположенным на другой каретке, снабженной рейкой, взаимодействующей с рейкой, закрепленной на станине.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСТОЧНЫЙ СТАНОК | 1968 |
|
SU231299A1 |
| Шпиндельная бабка | 1990 |
|
SU1780937A1 |
| ГЛУБОКОРАСТОЧНОЙ СТАНОК | 1969 |
|
SU242638A1 |
| Станок для обточки колесных пар | 1958 |
|
SU118679A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛЕСНЫХ ПАР | 1992 |
|
RU2011475C1 |
| СПОСОБ КОПИРОВАЛЬНОЙ ОБРАБОТКИ, КОПИРОВАЛЬНЫЙ ТОКАРНО-ФРЕЗЕРНЫЙ СТАНОК "КТФ-1 МЕК" | 2007 |
|
RU2368484C2 |
| Станок для обработки внутренних фасонных поверхностей | 1980 |
|
SU1024175A1 |
| Шпиндельный узел расточного станка | 1984 |
|
SU1234062A1 |
| Шпиндельная бабка | 1990 |
|
SU1750849A2 |
| ТОРЦЕВАЛЬНО-РАСТОЧНЫЙ СТАНОК | 1972 |
|
SU344934A1 |
.р 1 L/.,J/|j4l
ёй:Еа;Е: -h-/ -- fe
Г asf-Тл pt:
M-IH
79 П 13
/
22 77 т Фиг 2
