Изобретение относится к каталитическому реактору с двумя или более элементами с сотовой структурой, расположенными в одном трубообразном кожухе, и способу его изготовления. Каталитические реакторы служат, в особенности, для очистки отработанных газов двигателей внутреннего сгорания и применяются преимущественно в транспортных средствах.
Для обеспечения большой поверхности такие реакторы обычно состоят из одного или более элементов с сотовой структурой, имеющих множество каналов, через которые протекает отработанный газ. Так как такие элементы с сотовой структурой любых больших объемов невозможно изготовить монолитными, уже давно известно, что можно расположить друг за другом несколько элементов с сотовой структурой в одном трубообразном кожухе. Промежуток, остающийся между такими элементами с сотовой структурой, может при определенных обстоятельствах вызвать дополнительное перемешивание и благодаря этому создать дополнительные преимущества.
Хотя во многих публикациях описано два или более элементов с сотовой структурой в одном единственном трубообразном кожухе, как, например, в патенте ФРГ (DE 3939490 A1, кл. B 01 J 35/04, 1990), в котором описан прототип настоящего изобретения. Однако до сих пор экономичное изготовление таких каталитических реакторов при массовом серийном выпуске представляло собой не тривиальную проблему. По различным, поясненным более подробно ниже, причинам каталитические реакторы с двумя или большим количеством дисков собирались (часто сваривались) лишь в конце процесса изготовления и нанесения покрытия, вследствие чего преимущества интегрированного изготовления лишь одной единственной детали и манипулирования ею не могли быть полностью использованы.
Причина этого заключается в том, что при изготовлении каталитического реактора необходимо сравнительно большое количество операций. Элементы с сотовой структурой должны не только вставляться в трубообразный кожух, но необходимы также различные операции нанесения припоя, пайки и последующего нанесения покрытий. Обычные спирально скрученные элементы с сотовой структурой, описанные в патенте ФРГ (DE 3939490 A1), при осевой нагрузке склонны к смещению скрученных слоев друг относительно друга, так называемому телескопированию, до того, как они окончательно запаиваются. Поэтому при изготовлении должны исключаться осевые силы. Кроме того, в вертикальном положении невозможно вести пайку, так как возникающие при этом в осевом направлении силы тяжести приводят к непроизвольному смещению слоя. Точное позиционирование элементов с сотовой структурой в трубообразном кожухе также не всегда легко возможно. Элементы с сотовой структурой, скрученные из гладких и гофрированных слоев листов, не являются очень упругими из-за проходящих почти кругообразно гладких слоев листов, вследствие чего одних только сил упругости, создаваемых такими элементами с сотовой структурой, не всегда достаточно для того, чтобы воспринимать аксиальные силы, возникающие при быстро протекающих процессах изготовления.
Из уровня техники (см. например, Европейский патент ЕР 0430945 B1, Европейский патент ЕР 0279159 B1) уже известны и другие формы элементов с сотовой структурой, имеющих повышенную упругость благодаря своей особой конструкции.
Из Европейского ЕР 0454712 В1 известны, кроме того, элементы с сотовой структурой с микроструктурами, проходящими поперечно к потоку, которые, наряду с воздействием на поток вызывают также сцепление фольг друг с другом, благодаря чему между слоями возникают своего рода соединения с геометрическим замыканием, препятствующие взаимному смещению.
Задачей данного изобретения является создание каталитического реактора, который может изготавливаться с самого начала в условиях скоростного крупносерийного производства с двумя или более элементами с сотовой структурой в одном трубообразном кожухе.
Решение данной задачи достигается тем, что в каталитическом реакторе, содержащем трубообразный кожух с внутренним диаметром D, по меньшей мере, два отдельных, расположенных в трубообразном кожухе элемента с сотовой структурой, через которые в направлении потока протекает текучая среда, состоящие из листов структурированных листов, образующих проточные каналы, причем слои соединены стыковкой с трубообразным кожухом, в частности, пайкой с твердым припаем, согласно настоящему изобретению, благодаря своей конструкции упругие элементы с сотовой структурой вставлены с предварительным натяжением в трубообразный кожух с упругим сжатием, составляющим от 2 до 10% от их теоретического, без внутренних напряжений, диаметра d.
Создаваемые, таким образом, упругие силы достаточны даже для того, чтобы получить во время высокотемпературного процесса вакуумной пайки такую высокую остаточную упругость, чтобы можно было осуществлять пайку в вертикально расположенных элементах с сотовой структурой. Хотя часть упругой деформации в этом процессе пайки может переходить в пластическую деформацию, тем не менее всегда остается часть упругости, которая препятствует смещению элементов с сотовой структурой и слоев во время осуществляемого без сотрясения процесса пайки. В то время как отдельные, расположенные в трубообразном кожухе элементы с сотовой структурой могут паяться в вертикальном положении, так как элемент с сотовой структурой может поддерживаться снизу, для двух или нескольких элементов с сотовой структурой в одном трубообразном кожухе эту проблему можно решить только посредством достаточно высоких фиксирующих сил, поскольку не все элементы с сотовой структурой могут одновременно поддерживаться снизу.
Эффект, создаваемый упругими силами, может дополнительно усиливаться при использовании элементов с сотовой структурой, которые имеют конструктивную форму или внутренние соединения с геометрическим замыканием, обеспечивающее исключение осевого смещения их слоев друг относительно друга.
Внутренние соединения с геометрическим замыканием предотвращают, в частности, осевые смещения спирально скрученных слоев, в которых такие смещения возникают особенно легко.
Целесообразно также выполнять трубообразный кожух и слои из разных материалов с таким сочетанием, что трение между трубообразным кожухом и слоями при имеющемся предварительном натяжении является максимально возможным на всех технологических операциях. В этом случае имеют значения не только свойства поверхности материалов, но, прежде всего, их коэффициенты теплового расширения.
Предпочтительно выполнение трубообразного кожуха из ферритной коррозионностойкой высококачественной стали, в частности, из стали марки 1.4509 или 1.4512.
Для предотвращения осевого смещения слои структурированных листов могут быть выполнены из множества отдельных, сплетенных между собой листов, закрепленных своими концами на соответствующем трубообразном кожухе.
Целесообразно, чтобы элементы с сотовой структурой состояли из двух видов различно гофрированных листов, скрученных предпочтительно спирально.
Слои могут быть выполнены с микроструктурами, проходящими поперечно или под углом к направлению потока с высотой до 200 микрон. Микроструктуры создают между слоями соединения с геометрическим замыканием.
Возможно использование трубообразного кожуха, изготовленного цельным без круговых сварных швов между элементами с сотовой структурой.
Трубообразный кожух может быть выполнен ступенчатым с различными диаметрами для отдельных элементов с сотовой структурой.
Желательно выполнение трубообразного кожуха с внутренними желобками, фиксирующими положение элементов с сотовой структурой. Однако для многих случаев использованием изобретения можно отказаться от использования внутренних желобков.
Возможно исполнение с сотовой структурой с различным количеством проточных каналов на единицу площади поперечного сечения.
На элементы с сотовой структурой в трубообразном кожухе совместно наносится за один рабочий проход покрытие из керамической массы и каталитически активного материала.
Поставленная задача решается также за счет того, что способ изготовления каталитического реактора согласно настоящему изобретению включает введение в предварительно изготовленный трубообразный кожух с предварительным натяжением с одной или с двух сторон, последовательно друг за другом или одновременно двух элементов с сотовой структурой. Элементы с сотовой структурой перед введением в кожух упруго сжимают на 2-10% от их теоретического, без внутренних напряжений, диаметра D.
Целесообразно нанесение на отдельных участках внутренней стороны трубообразного кожуха порошкообразного припоя. Данная операция производится перед введением в кожух элементов с сотовой структурой.
Возможно также нанесение порошкообразного припоя на внешние торцевые стороны элементов с сотовой структурой после введения их в трубообразных кожух.
Для механической устойчивости конструкции на трубообразном кожухе перед или после введения элементов с сотовой структурой могут формироваться внутренние желобки, служащие для дополнительной фиксации элементов с сотовой структурой.
Предпочтительно подвергать трубообразный кожух со вставленными элементами с сотовой структурой процессу высокотемпературной вакуумной пайки в вертикальном положении, то есть с вертикально расположенной сотовой осью.
Для нанесения пористого покрытия из керамической массы трубообразный кожух и элементы с сотовой структурой совместно в вертикальном положении орошают суспензией из керамических частиц.
При использовании элементов с сотовой структурой с различным количеством проточных каналов на единицу площади поперечного сечения элемент с сотовой структурой с меньшим количеством проточных каналов на единицу площади поперечного сечения располагают наверху и первым орошают суспензией.
В ступенчатом трубообразном кожухе с элементами с сотовой структурой различного поперечного сечения при орошении суспензией из керамических частиц элемент с сотовой структурой большего поперечного сечения располагают вверху и первым орошают суспензией.
Ниже изобретение поясняется более подробно с помощью нескольких примеров выполнения, иллюстрируемых чертежами.
Следует отметить, что изобретение не ограничивается только приведенными примерами его выполнения.
На фиг. 1 показан в аксонометрической проекции с частичным вырезом каталитический реактор с двумя элементами с сотовой структурой, расположенными в одном трубообразном кожухе,
на фиг. 2 элемент с сотовой структурой с проходящими поперечно направлению протекания микроструктурами в процессе его изготовления,
на фиг. 3 трубообразный кожух с тремя элементами с сотовой структурой с различным количеством ячеек на единицу площади поперечного сечения в схематично показанном поперечном сечении,
на фиг. 4 трубообразный кожух с внутренним желобком для дополнительной фиксации двух элементов с сотовой структурой в схематически показанном поперечном сечении,
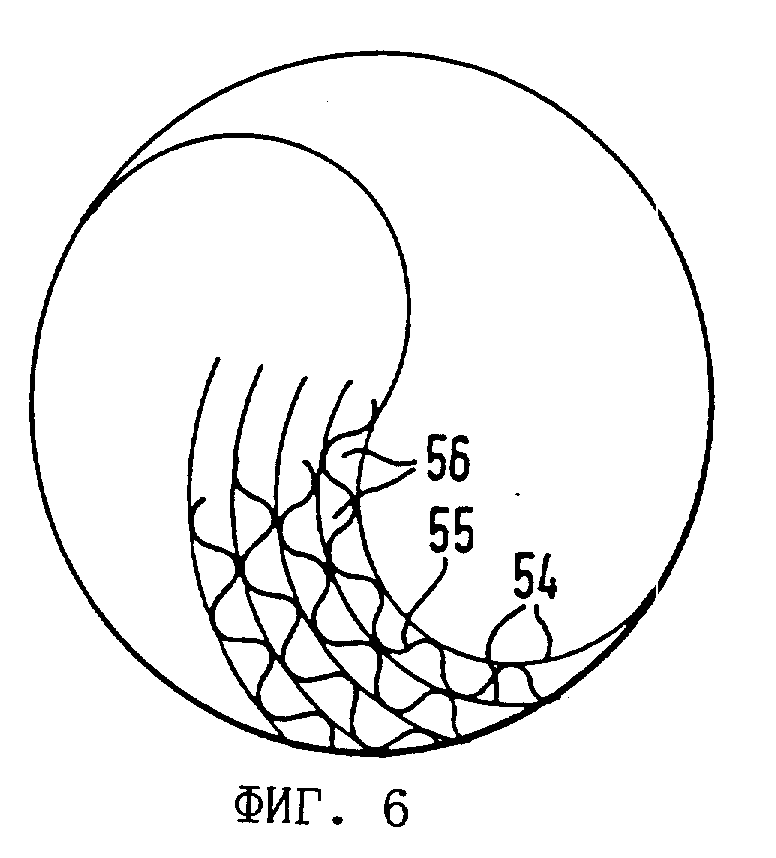
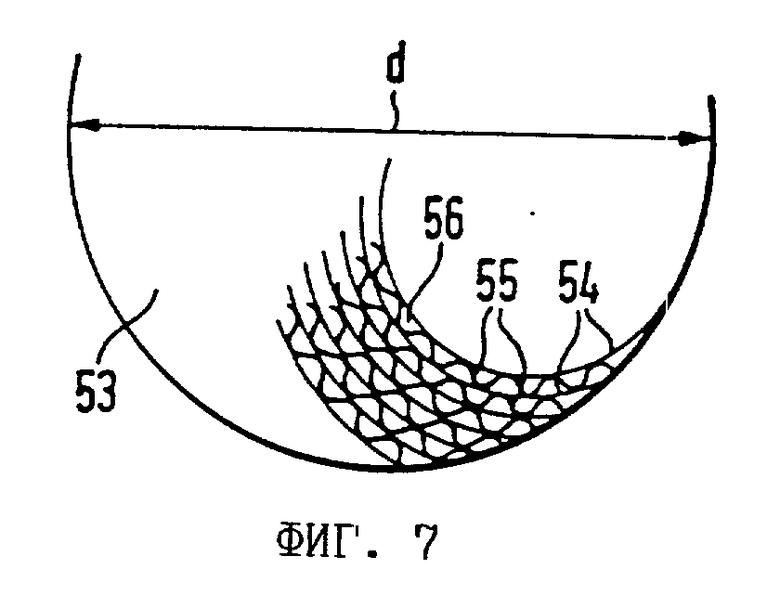
на фиг. 5, 6 и 7 схематически показан другой вариант выполнения конструкции каталитического реактора с двумя элементами с сотовой структурой,
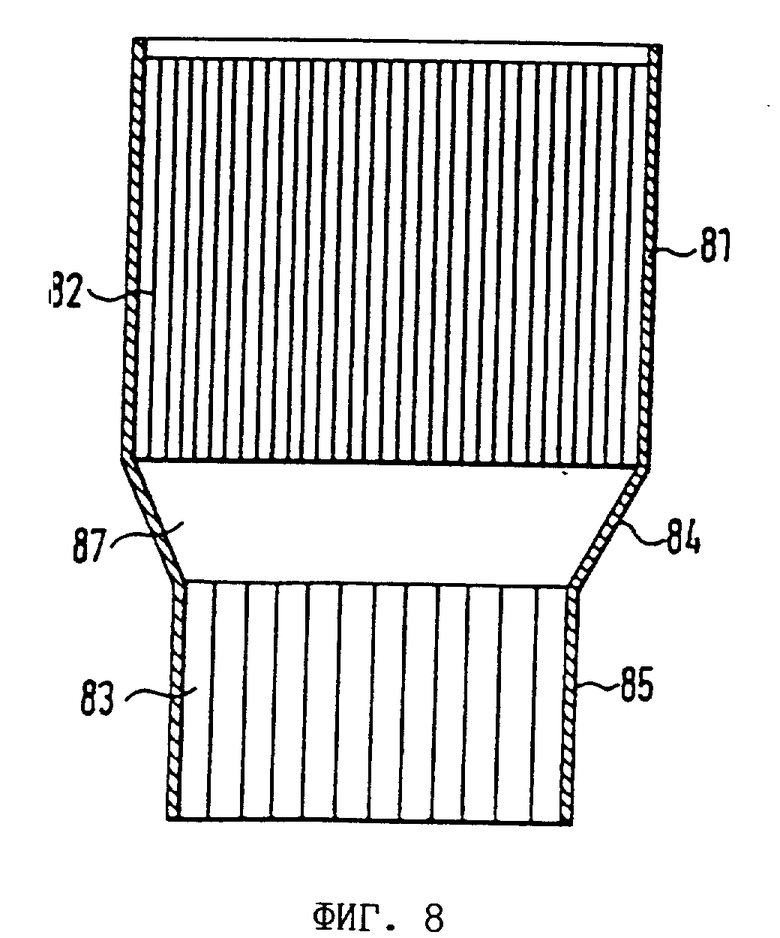
на фиг. 8 поперечное сечение каталитического реактора с двумя элементами с сотовой структурой различных диаметров.
Каталитический реактор по фиг.1 содержит трубообразный кожух 1 с внутренним диаметром D, в который вставлены два элемента 2, 3 с сотовой структурой. Оба элемента с сотовой структурой состоят из чередующихся слоев гладких 4 и гофрированных 5 листов, образующих множество проточных каналов 6, через которые в направлении S протекает текучая среда. Между элементами 2,3 с сотовой структурой находится свободный промежуток 7. Как показано на элементе 2 с сотовой структурой пунктирной линией, он может запаиваться в определенной окружной зоне 8 в трубообразный кожух 1. То же самое относится, разумеется, и к элементу 3 с сотовой структурой. Элементы 2, 3 с сотовой скруткой, должны иметь такую структуру своих слоев 4, 5 листов, соответственно такую внутреннюю конструкцию, чтобы быть особенно упругими. Упругость должна быть такой, чтобы скрученный без предварительных внутренних напряжений корпус мог упруго деформироваться настолько, чтобы его диаметр уменьшался на 2-10% Диаметр d элемента 2, 3 с сотовой структурой, который вне трубообразного кожуха 1 мог бы находиться в не имеющем внутренних напряжений состоянии, был бы поэтому соответственно больше, чем внутренний диаметр D трубообразного кожуха 1.
На фиг. 2 показан принцип выполнения конструкции спирально скрученного элемента 3 с сотовой структурой, причем в данном случае он состоит из преимущественно гладкого листа 4 и гофрированного листа 5. Для настоящего изобретения применение двух, различно сильно гофрированных листов было бы еще более благоприятным, так как получаются более упругие элементы. Для того чтобы дополнительно предотвратить соскальзывание слоев скрученного элемента в осевом направлении, можно предусмотреть поперечно к направлению S потока микроструктуры 9 во всех слоях листов, которые сцепляются друг с другом и тем самым образуют соединения с геометрическим замыканием, которые повышают жесткость всего элемента. Такие микроструктуры 9 являются предпочтительными и в отношении влияния на поток в каналах 6 элемента с сотовой структурой. На фиг. 2 указан также диаметр d элемента 3 с сотовой структурой.
На фиг. 3 показано схематически поперечное сечение трубообразного кожуха 11, в котором расположены три элемента 12, 13, 14 с сотовой структурой с различным количеством проточных каналов на единицу площади поперечного сечения. Между элементами 12, 13, 14 с сотовой структурой остаются свободные промежутки 17. Такие элементы с сотовой структурой согласно изобретению являются особенно экономичными в крупносерийном производстве, причем специфические требования к объему и количеству проточных каналов на единицу площади поперечного сечения в отдельных элементах 12, 13, 14 с сотовой структурой могут гибко подгоняться под соответствующие условия применения.
На фиг. 4 показано, каким образом с помощью внутренних желобков 28 на трубообразном кожухе 21 можно обеспечить дополнительную фиксацию элементов 22, 23 с сотовой структурой. В показанном примере внутренний желобок 28 служит упором для вставляемых с торцев элементов с сотовой структурой. За счет этого облегчается особенно точное размерное изготовление. Однако одинаковые внутренние желобки на торцевых сторонах могут служить также для фиксации элементов с сотовой структурой, причем при введении элемента с сотовой структурой следует сильно сжать так, чтобы он мог пройти желобок и за ним немного расшириться. Возможно также выполнить внутренние желобки только после установки элементов 22, 23 с сотовой структурой в трубообразном кожухе 21.
На фиг. 5, 6 и 7 схематически показана другая возможная конструкция каталитического реактора из элементов 52, 53 с сотовой структурой с S-образно сплетенными слоями 54, 55 листов, также образующих множество проточных каналов 56. При этом на фиг. 6 показан элемент 52 с сотовой структурой с небольшим количеством проточных каналов 56 на единицу площади поперечного сечения. На фиг. 7 показано, что элемент 53 с сотовой структурой, лишь пунктиром обозначенный на фиг. 5, имеет большее количество проточных каналов на единицу площади поперечного сечения. На фиг. 7 обозначен также теоретический, без внутренних напряжений диаметр d элемента 53 с сотовой структурой. На фиг. 5 схематически показано также покрытие 50, нанесенное на отдельные слои 54, 55 листов.
На фиг. 8 представлен еще один пример выполнения каталитического реактора, который состоит из элемента 83 с сотовой структурой, имеющего меньший диаметр, чем второй элемент 82 с сотовой структурой. Оба элемента 82, 83 с сотовой структурой расположены в одном трубообразном кожухе, который состоит из участка 81 с большим диаметром, конусного участка 84 и участка 85 меньшего диаметра.
Выполнение и изготовленные согласно изобретению каталитические реакторы пригодны, в частности, для экономичного крупносерийного производства, что желательно, в частности, для применения в транспортных средствах. Большинство известных конструктивных форм и многие известные улучшающие модификации элемента с сотовой структурой могут без проблем применяться и в каталитических реакторах согласно изобретению.




Использование: очистка отработанных газов двигателей внутреннего сгорания преимущественно на транспортных средствах. Сущность изобретения: каталитический реактор состоит из трубообразного кожуха, в которой вставлено два отдельных элемента с сотовой структурой из листьев со структурированными слоями. Для обеспечения экономичного изготовления в крупносерийном производстве применяют упругие элементы с сотовой структурой, вставленные с предварительным натяжением в трубообразный кожух. Предварительное натяжение достигается путем упругого сжатия элементов с сотовой структурой на величину, составляющую от 2 до 10% их теоретического, без внутренних напряжений диаметра, причем их упруго сжимают перед вводом в трубообразный кожух и/или трубообразный кожух пластически сжимают после введения элементов с сотовой структурой. Такие элементы остаются благодаря их предварительному натяжению стабильными и во время механических нагрузок при ускоренных процессах изготовления, и пригодны для пайки в вертикальном положении и последующего нанесения покрытий из керамического материала. 2 с и 18 з.п. ф-лы, 8 ил.
| DE, патент, 3939490, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |

