Изобретение относится к элементам с сотовой структурой с одной осью и трубчатым коническим кожухом, в который встроена конструкция из по крайней мере одного штабеля, навитого вокруг оси по типу эвольвенты и состоящего из большого числа наслоенных друг на друга металлических листов, большая часть из которых структурирована, и применяемого в качестве носителя катализатора для осуществления химической реакции по устранению вредных веществ в потоке протекающих через него отработавших газов в выхлопной системе двигателя внутреннего сгорания, например, транспортного средства.
Металлический элемент с сотовой структурой, пригодный к использованию в качестве корпуса-носителя катализатора и содержащий расположенные по эвольвенте слои, образованные из гладких и гофрированных металлических листов, описан в Европейском патенте 0245736. Усовершенствование такого элемента с сотовой структурой известен из ЕР 0245737. В них предложено для образования сотовой структуры S - образно наматывать вокруг оси концы штабеля, образованного из наслоенных друг на друга гладких и гофрированных металлических листов, благодаря чему образуются две скрученные одна относительно другой структуры, расположенные примерно по эвольбвенте. Другое усовершенствование элемента с сотовой структурой с ориентированными по эвольвенте слоями известно из заявки WO 90/03220, в которой пакеты из частично структурированных металлических листов, сложенных по линии сгиба, свернуты вокруг друг друга и вокруг параллельной линиям сгиба оси. Такие элементы с сотовой структурой, описанные в упомянутых источниках, пригодны, в частности, в качестве носителей катализатора в системах отработавших газов транспортных средств.
Для достижения достаточной эффективности катализаторов на элементах с сотовой структурой в системах удаления отработавших газов транспортных средств сотовые конструкции, поперечное сечение которых равно поперечному сечению выхлопной трубы, по которой отработавшие газы подаются от двигателя в элемент с сотовой структурой или отводятся от него, как правило, недостаточны. Поэтому в системах для выхлопных газов транспортных средств перед элементами с сотовой структурой устанавливают диффузоры, а за ним конфузоры для согласования поперечных сечений выхлопных труб и элементов с сотовой структурой. Подробности такого решения описаны в Европейском патенте 0386013. Там же поясняются особенности создания равномерного протекания через сотовую структуру, несущую катализатор. Для улучшения этого протекания в диффузоре перед и/или в конфузоре за элементом с сотовой структурой устанавливают элемент для направления потока, соответствующий форме диффузора или конфузора, в общем случае имеющий коническую форму. Этот направляющий элемент при определенных условиях представляет собой элемент с сотовой структурой и может быть образован, например, спиральной намоткой гофрированного и снабженного надрезами металлического листа вместе с гладким металлическим листом. Другие описанные варианты выполнения конического элемента с сотовой структурой основаны на том, что он составлен из множества одинаковых конических трубчатых элементов.
Конический сотовый элемент, предназначенный прежде всего для использования в качестве направляющего поток элемента, может быть также снабжен собственным каталитическим покрытием, чтобы служить в качестве "предварительного катализатора" наряду с цилиндрическим элементом с сотовой структурой, катализатор которого должен как и прежде нести основную нагрузку каталитического преобразования. Поскольку этот направляющий поток элемент, как правило, имеет гораздо меньшую массу, чем цилиндрический элемент с сотовой структурой, в начале работы он нагревается быстрее, и находящийся на нем катализатор через очень короткий промежуток времени начинает работать.
Согласно патенту ФРГ 2313040 элемент с сотовой структурой небольшой конусности может быть образован прессованием многослойной цилиндрической структуры, состоящей из гладких и гофрированных металлических листов.
Документы WO 90/08249, EP 0298943, WO 91/01178, WO 91/01807 и EP 0136515 относятся к образованию микроструктур в металлических листах, из которых выполняют сотовую структуру.
Микроструктуры представляют собой, например, канавки, рифления, утолщения, пазы и небольшие поверхностные утолщения, выступающие из листов, они в целом значительно меньше гофр, которые образуются в "гофрированных", по понятиям специалиста, листах при изготовлении элементов с сотовой структурой. Микроструктуры служат для различных целей, они могут повышать прочность сотовых структур, которые выполнены так, что эти микроструктуры входят одна в другую. Микроструктуры могут также и при определенных условиях дополнительно к названной функции воздействовать на поток, протекающий через сотовую структуру.
Из патента ФРГ 3903879 известен металлический элемент с сотовой структурой, размещенный в замкнутом газовом цикле лазера, предназначенный для проведения определенных каталитических реакций в газе, используемом для работы лазера, и снабженный электронагревом.
Электронагреваемые сотовые структуры применяются также в выхлопных системах транспортных средств. Это известно, например, из заявки WO 90/12951, где, кроме того, описана другая функция микроструктур в металлических листах, из которых состоит электрообогреваемый элемент с сотовой структурой. Микроструктуры служат для геометрического замыкания двух листов, между которыми расположен электроизолирующий промежуточный слой из керамики или подобного материала.
Из [1] известен элемент с сотовой структурой с осью и соосным с ней коническим трубчатым кожухом.
В основу изобретения положена задача создать простой по конструкции и легкий в изготовлении конический элемент с сотовой структурой, устанавливаемый, например, в соосном с обычным элементом с сотовой структурой диффузоре или конфузоре и служащий, будучи покрытый слоем катализатора, в качестве предварительного катализатора для обычного элемента с сотовой структурой с каталитическим покрытием.
Поставленная задача решается тем, что элемент с сотовой структурой, имеющий ось и соосный с ней конический трубчатый кожух, в который встроена конструкция из по крайней мере одного, скрученного вокруг оси по типу эвольвенты штабеля, причем штабель состоит из множества наслоенных друг на друга металлических листов, большая часть которых гофрированные металлические листы, причем каждый из металлических листов отформован в виде кругового кольцевого сегмента, так что он ограничен приблизительно кругообразной относительно центра внешней дугой и концентричной ей, расположенной между ней и центром, приблизительно кругообразной внутренней дугой, причем каждый гофрированный металлический лист имеет гофры, каждый из которых расположен приблизительно радиально относительно центра и имеет на каждой дуге соответствующую высоту h1, h2, причем дуги длины S1, S2, отношение которых приблизительно равно отношению соответствующих высот гофр h1, h2. Так как элемент с сотовой структурой по изобретению состоит из по крайней мере одного штабеля металлических листои, для его изготовления больше не требуется спиральной намотки листов сложной формы и иногда снабженных прорезями. Трудность такой спиральной намотки конической структуры состоит в том, что металлические листы, скручиваемые в конусную структуру, должны быть изогнутыми, а не прямыми, и при этом многократно накладываются друг на друга. В соответствии с эти известные конические элементы с сотовой структурой практически не применимы из-за сложности изготовления. Благодаря тому, что для изготовления элемента с сотовой структурой формируют штабель из наслоенных друг на друга металлических листов, проблема изготовления существенно упрощается. Металлические листы для формирования штабеля сравнительно коротки и их можно нарезать или штамповать с малыми затратами и с небольшими отходами из больших листов металла. Элемент с сотовой структурой по изобретению, кроме того, может быть выполнен так, что каждый металлический лист по крайней мере одним концом примыкает к трубчатому кожуху и закрепляется на нем, например, пайкой. Это особенно важно для элемента с сотовой структурой конической формы, поскольку остающиеся в соединенном листовом штабеле напряжения несколько выдавливают листовой штабель из конического трубчатого кожуха. Этот недостаток просто и надежно может быть устранен отдельным скреплением каждого листа с трубчатым кожухом.
Для образования конического элемента с сотовой структурой с ориентированными перпендикулярно оси торцевыми поверхностями, в основном гладким, форма каждого металлического листа должна несколько отклоняться от идеальной формы кругового кольцевого сегмента, поскольку листы вблизи от оси элемента с сотовой структурой отклонены меньше, чем вблизи от трубчатого кожуха. Участки листов, располагаемые вблизи оси, должны иметь несколько меньшую ширину, чем участки, располагаемые вблизи трубчатого кожуха. При использовании металлических листов, форма которых примерно соответствует идеальному круговому кольцевому сегменту, образуется элемент с сотовой структурой с несколькими выпуклыми торцевыми поверхностями. Подразумевается, что изобретение включает в себя элементы с сотовой структурой как с плоскими, так и со слегка выпуклыми торцевыми поверхностями.
Гофрировка применяемого по изобретению гофрированного металлического листа может иметь непостоянную по всему листу высоту гофр, а высота гофр, начиная с меньшей высоты гофр со стороны меньшей, ограничивающей лист дуги, должна увеличиваться к большей высоте гофр со стороны большей, ограничивающей лист дуги. При этом соотношение высот гофр должно примерно соответствовать соотношению длин дуг, чтобы при сворачивании листа образовывался конический элемент с сотовой структурой. На каждом гофрированном металлическом листе высоты h1, h2 гофр равномерно изменяются от одной к другой, предпочтительно линейно. Металлический лист не обязательно должен содержать помимо гофр и прорези, для образования вышеописанной структурированной гофрировки можно прокатать гладкий и при определенных условиях отформованный в виде круглого кольца металлический лист между двумя коническими гофрирующими валками.
Желательно использовать в элементе с сотовой структурой по изобретению гофрированные металлические листы, в которых каждый гофр на внешней дуге переходит в единственный гофр на соответствующей внутренней дуге. В рамках этого варианта можно изготовить гофрированный лист, соответствующий сегменту заданного кругового кольца тем, что гладкий металлический лист, представляющий собой соответственно удлиненный сегмент того же кругового кольца, гофрируют, при этом высоты гофр при переходе от внутренней к внешней дуге изменяются в основном линейно. Это дает существенное преимущество при изготовлении, поскольку требуются только листы в форме сегментов одного кругового кольца.
В рамках другого предпочтительного усовершенствованного варианта выполнения элемента с сотовой структурой на каждом гофрированном металлическом листе каждый гофр на внешней дуге переходит в несколько гофр на внутренней дуге предпочтительно таким образом, что один гофр на внешней дуге разветвляется на несколько гофр, в частности на два-три, на внутренней дуге. Гофрированный таким образом металлический лист при соответствующем выборе формы для образования конуса и числа гофр на внутренней дуге, в которое переходит один гофр на внешней дуге, можно изготовить из гладкого листа, прокатывая его между двумя конусными гофрирующими валками соответствующего профиля. Преимущество такого варианта заключается в основном в возможности изготовления за одну операцию как гладких, так и гофрированных металлических листов для образования элемента с сотовой структурой 0 гладкие листы можно вырезать или штамповать из больших металлических листов, гофрированные листы изготавливать гофрированием гладкой металлической листовой полосы, выпускаемой практически любой длины.
Другой предпочтительный усовершенствованный вариант элемента с сотовой структурой, который при определенных условиях расширяет возможности его применения, представляет собой образование зацепляющихся друг с другом микроструктур на гладких и гофрированных металлических листах. Такие микроструктуры по крайней мере частично могут представлять собой наклонные, предпочтительно примерно перпендикулярно ориентированные к оси желобки, с которыми зацепляются другие желобки, и/или выступы соседних листов. Микроструктуры придают элементу с сотовой структурой определенную формоустойчивость уже до выполняемого обычно процесса пайки для соединения металлических листов друг с другом и/или с трубчатым кожухом и уменьшают вероятность выскакивания свернутой конструкции из металлических листов из конического трубчатого кожуха. При спаивании или аналогичном соединении микроструктуры могут служить также в качестве анкерных участков для пайки и тем самым способствовать образованию высокопрочных паяных участков в элементе с сотовой структурой, кроме того, микроструктуры могут оказывать благоприятное влияние на протекающий через элемент с сотовой структурой поток и образовывать в электронагреваемой конструкции соединение с геометрическим замыканием между металлическими листами и керамическими или т.п. изоляционными слоями.
Механическую прочность конического элемента с сотовой структурой по изобретению, сохранив остальные признаки, можно дополнительно повысить, снабдив фиксирующим приспособлением трубчатый кожух, причем этот трубчатый кожух доходит до большей из двух примерно перпендикулярных оси торцевых поверхностей элемента с сотовой структурой и фиксирующее приспособление прилегает к первой торцевой поверхности. Это фиксирующее приспособление может удерживать свернутую конструкцию из металлических листов в конусном трубчатом кожухе и предотвращать выскакивание, что особенно эффективно при отсутствии соединений с геометрическим замыканием, как, например, спайка металлических листов с трубчатым кожухом. Фиксирующее приспособление может представлять собой закраину, расположенную на трубчатом кожухе и предпочтительно полностью окружающую этот кожух. Такая закраина может быть образована, например, отбортовкой трубчатого кожуха, но может быть выполнена также в виде отдельной привариваемой детали. Другой вариант фиксирующего приспособления представляет собой жестко соединенную с трубчатым кожухом скобу, присоединенную, предпочтительно приваренную к первой торцевой поверхности. Такая скоба предпочтительно центрирована на первой торцевой поверхности.
Любой вариант выполнения элемента с сотовой структурой по изобретению наиболее пригоден для применения в качестве носителя катализатора для осуществления химической реакции в потоке, протекающем через него, с этой целью может применяться прежде всего в выхлопной системе транспортного средства, так что через него протекают отработавшие газы от двигателя внутреннего сгорания и осуществляется каталитическая реакция по устранению вредных веществ. Элемент с сотовой структурой по изобретению предназначен, в частности, в качестве "предварительного катализатора" для элемента с сотовой структурой известного типа, причем он размещается в диффузоре выхлопной системы непосредственно перед известным элементом с сотовой структурой.
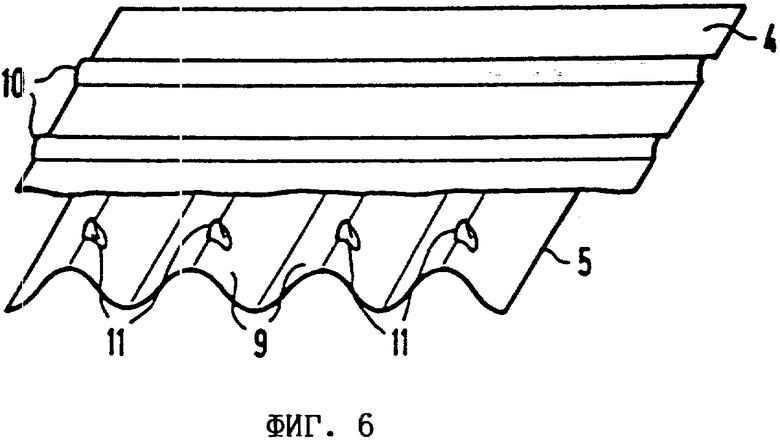
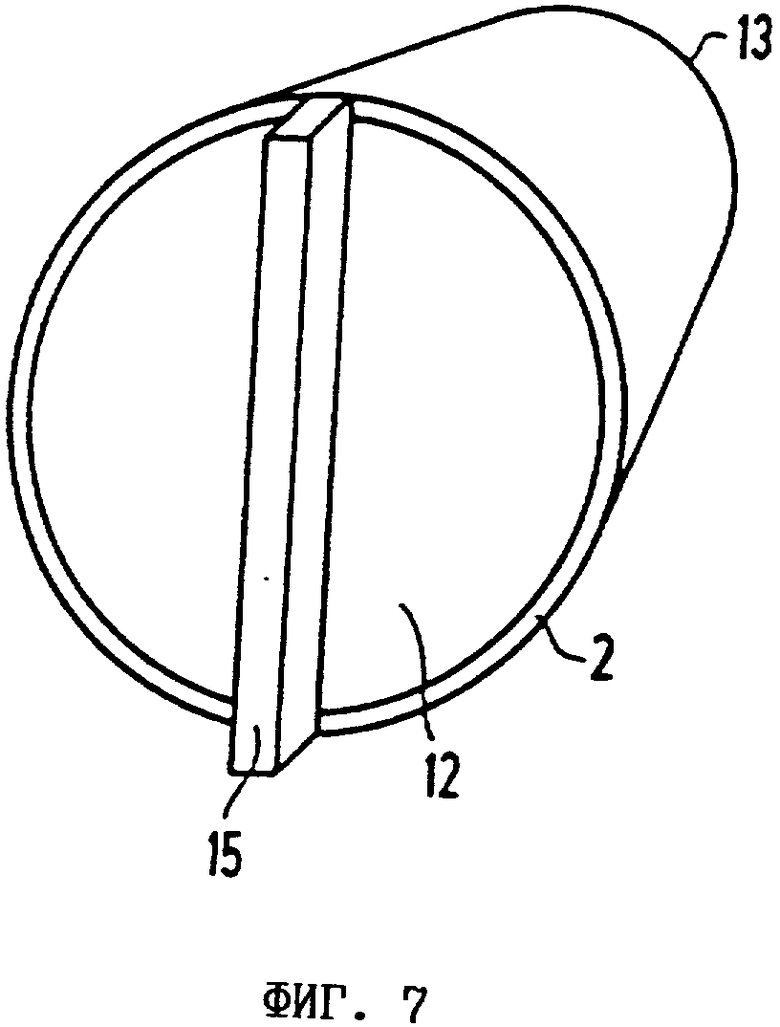
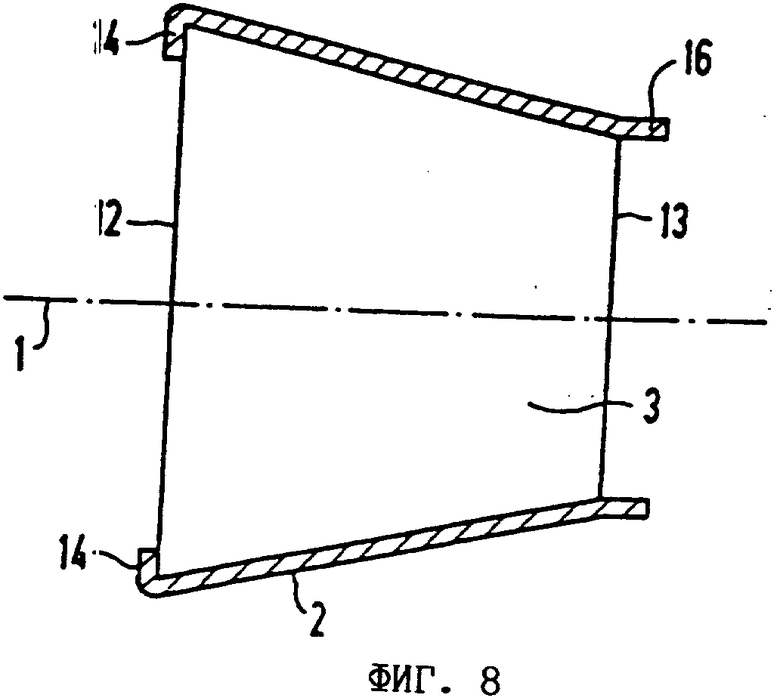
На фиг. 1 представлен вид конического элемента с сотовой структурой по изобретению; на фиг. 2 - гладкий металлический лист для формирования элемента с сотовой структурой; на фиг. 3,4 и 5 - фрагменты гофрированных листов для применения по изобретению; на фиг. 6 - металлические листы с зацепляющимся друг с другом микроструктурами; на фиг. 7 - вид конического элемента с сотовой структурой с дополнительным фиксирующим приспособлением; на фиг. 8 - продольный разрез другого элемента с сотовой структурой по изобретению с дополнительным фиксирующим приспособлением.
Элемент с сотовой структурой по изобретению (фиг. 1) имеет коническую форму относительно оси 1 и содержит по меньшей мере один скрученный вокруг оси 1 по типу эвольвенты штабель 3, установленный в конический трубчатый кожух 2. Это штабель 3 состоит из гладких металлических листов 4 и гофрированных металлических листов 5. Количество металлических листов 4, 5, показанных на чертеже, не соответствует наиболее предпочтительным вариантам. Изготовление элемента с сотовой структурой со свернутым по типу эвольвенты штабелем 3 осуществляется в соответствии с вышеприведенным процитированным наиболее близким уровнем техники.
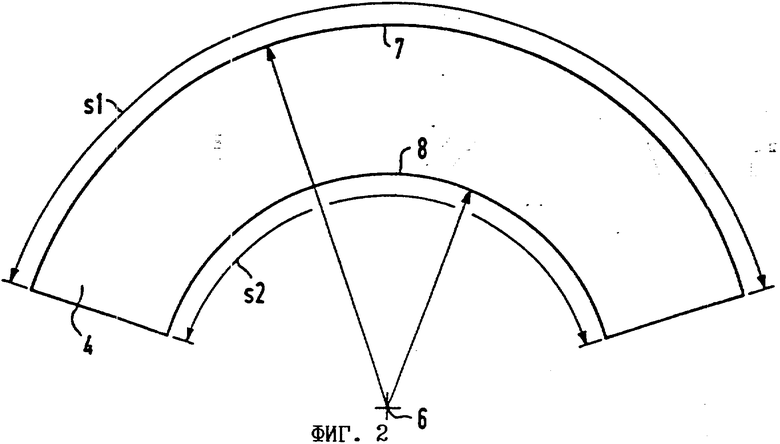
На фиг. 2 показан в качестве примера плоский гладкий металлический лист 4, с использованием которого можно изготавливать элемент с сотовой структурой по изобретению. Металлический лист 4 имеет форму сегмента круглого кольца и ограничен внешней дугой 7 длиной S1 и концентричной внешней дуге относительно своего центра 6 внутренней дугой 8. Тем самым изображенный металлический лист 4 соответствует в плоскости развертке образующей конуса. Свертыванием этого металлического листа 4 с другими листами можно получить соответственно конический элемент с сотовой структурой.
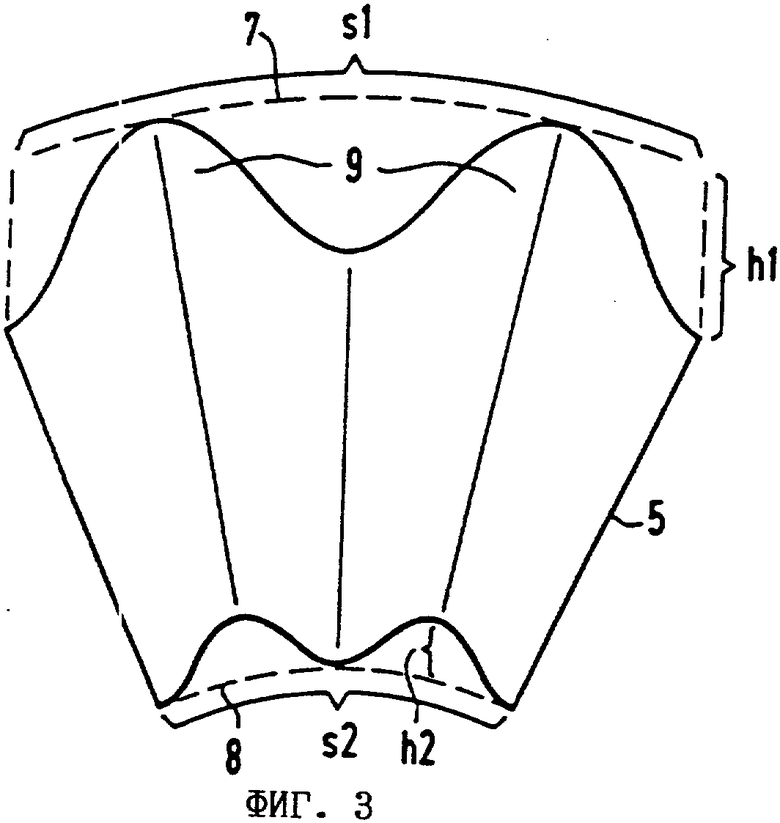
На фиг. 3, 4 и 5 показаны фрагменты гофрированных металлических листов 5 для формирования элемента с сотовой структурой по изобретению. Лист по фиг. 3 содержит гофры 9, причем каждый гофр 9 на внешней луге 7 переходит в единственный гофр 9 на внутренней дуге 8. Такой лист 5 обладает теми преимуществами, что может быть получен из гладкого металлического листа гофрированием между соответствующими коническими гофрирующими валками или глубокой вытяжкой, причем гладкий лист представляет собой сегмент того же круглого кольца, сегментом которого является гофрированный металлический лист 5. На фиг. 3 наряду с длинами S1 и S2 внешней дуги 7 и соответственно внутренней дуги 8 обозначены также высоты h1, h2 гофр на внешней дуге 7 и соответственно луге 8. Как уже было указано, высота h1 гофра на внешней дуге 7 должна быть больше высоты h2 гофра на внутренней дуге 8, соответствуя соотношению между длиной S1 внешней дуги 7 и длиной S2 внутренней дуги 8.
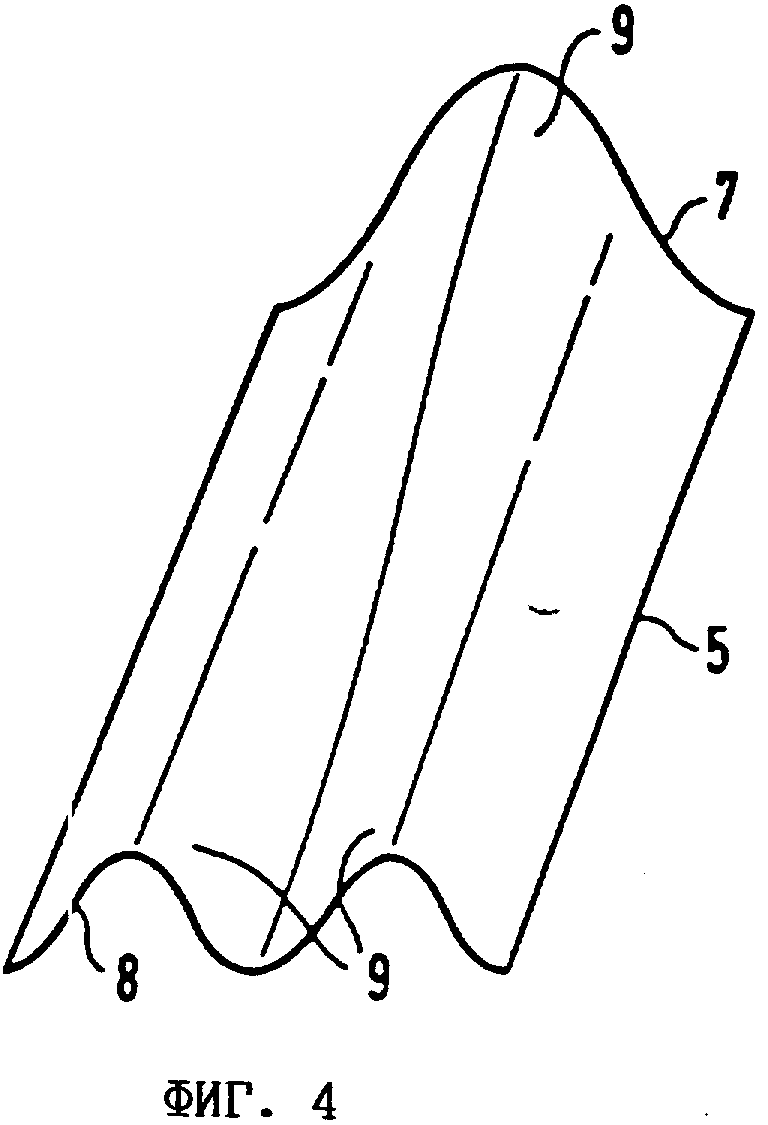
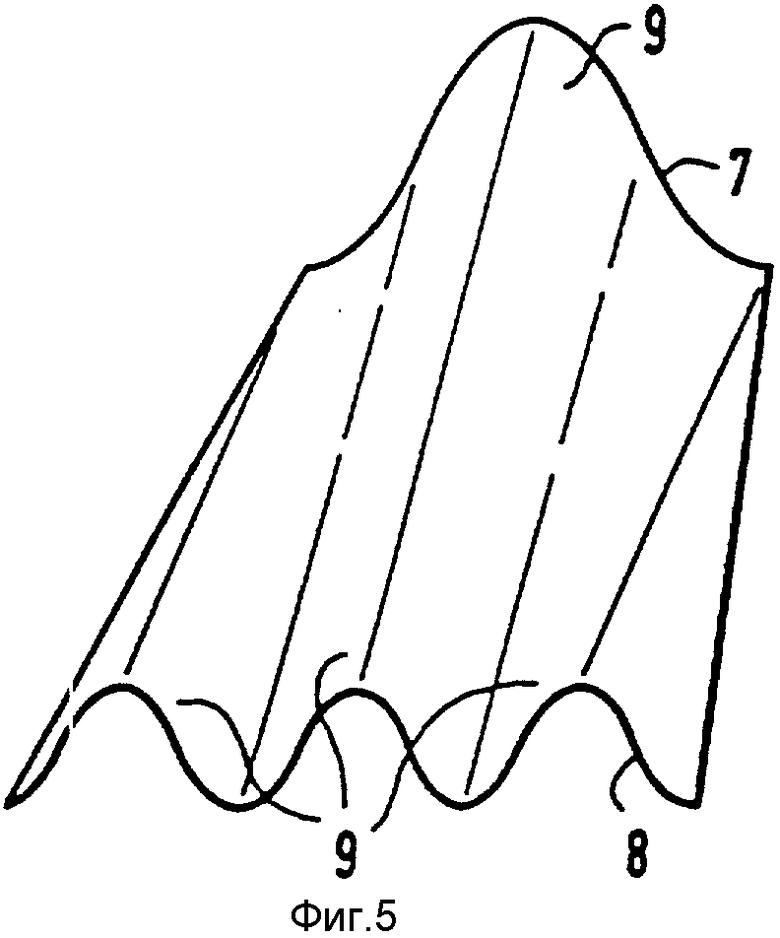
На фиг. 4 и 5 показаны варианты гофрированных листов 5, согласно фиг. 4 гофр 9 на внешней дуге 7 переходит в два гофра 9 на внутренней луге 8; согласно фиг. 5 из одного гофра 9 на внешней дуге 7 образуются три гофра 9 на внутренней дуге 8. Структурированные таким образом гофрированные металлические листы 5 при надлежащем выборе соотношений параметров формируемого элемента с сотовой структурой при определенных условиях изготавливают гофрированием прямых гладких металлических листов между конечными валками соответствующего профиля. Благодаря этому для образования этих гофрированных металлических листов 5 можно применять гладкие металлические листы, обычно стандартно намотанные на крупноразмерные барабаны.
На фиг. 6 показано взаимодействие микроструктур 10, 11 для фиксации гладкого металлического листа 4 на гофрированном металлическом листе 5. Гладкий лист 4 имеет желобки 10, которые примерно перпендикулярны гофрам 9 гофрированного листа 5. Гофрированный лист 5 снабжен выступами 11, входящими в желобки 10 гладкого листа 4 и тем самым в определенной степени фиксирующими листами 4, 5 друг с другом. Вместо выступов 11 гофрированный лист 5, как и гладкий лист 4, может быть снабжен желобками 10, примеры такого выполнения описаны в вышеупомянутом уровне технике.
На фиг. 7 показано, каким образом можно стабилизировать предложенный элемент с сотовой структурой дополнительным фиксирующим приспособлением. Окруженный трубчатым кожухом 2 конический элемент с сотовой структурой содержит две примерно плоские торцевые поверхности 12 и 13, причем первая торцевая поверхность 12 больше второй торцевой поверхности 13 и обе поверхности 12, 13 примерно перпендикулярны коническому трубчатому кожуху 2 и оси 1. Для фиксации свернутого штабеля (на фиг. 7 не показан) в трубчатом кожухе 2 на первую торцевую поверхность 12 наложена скоба 15, соединенная с двумя противолежащими точками трубчатого кожуха, в частности приваренная к ним. Тем самым скоба 15 препятствует выскакиванию штабеля из трубчатого кожуха 2.
На фиг. 8 показан другой пример выполнения дополнительного фиксирующего приспособления на коническом элементе с сотовой структурой. Изображен продольный разрез, параллельный оси 1. Конструкция со штабелем 3, если смотреть в направлении оси 1, ограничена большей первой торцевой поверхности 12 и меньшей торцевой поверхностью 13. Штабель 3 расположен в трубчатом кожухе 2. Для фиксации штабеля 3 трубчатый кожух 2 содержит на первой торцевой поверхности 12 наложенную на нее закраину 14, окружающую ось 1. Эта закраина 14 может представлять собой простую отбортовку трубчатого кожуха 2 или дополнительную конструктивную деталь, приваренную к трубчатому кожуху 2. Поскольку встраиваемая в трубчатый кожух 2 конструкция до образования соединений с геометрическим замыканием обладает определенной упругостью, ее можно, слегка сжав, установить в трубчатый кожух 2 мимо закраины 14, а после окончательной установки закраина 14 препятствует ее выскакиванию из трубчатого кожуха 2. На второй торцевой поверхности 13 трубчатый кожух 2 заканчивается осевым фланцем 16, на котором при необходимости закрепляется другая труба, например сваркой.
конический элемент с сотовой структурой прост в установке и легок в изготовлении и пригоден для встраивания в обычный осевой диффузор цилиндрического элемента с сотовой структурой, прежде всего в качестве "предварительного катализатора".
Изобретение может быть использовано в выхлопной системе двигателя внутреннего сгорания, например , транспортного средства, в качестве носителя катализатора для осуществления химической реакции по устранению вредных веществ в потоке протекающих через него отработавших газов. Сущность изобретения: элемент содержит конический трубчатый кожух, в который встроена конструкция из, по крайней мере, одного скрученного вокруг оси по типу эвольвенты штабеля, который состоит из множества наслоенных друг на друга металлических листов, большая часть которых гофрирована. Каждый из металлических листов отформован в виде кругового кольцевого сегмента и ограничен приблизительно кругообразной относительно центра внешней дугой и концентричной ей, расположенной между ней и центром приблизительно кругообразной внутренней дугой. Каждый гофрированный лист имеет гофры, каждый из которых расположен приблизительно радиально относительно центра и имеет на каждой дуге соответствующую высоту h1, h2. Дуги имеют длины S1, S2 , отношение которых приблизительно равно отношению соответствующих высот гофр h1, h2. 8 з.п.ф-лы, 8 ил.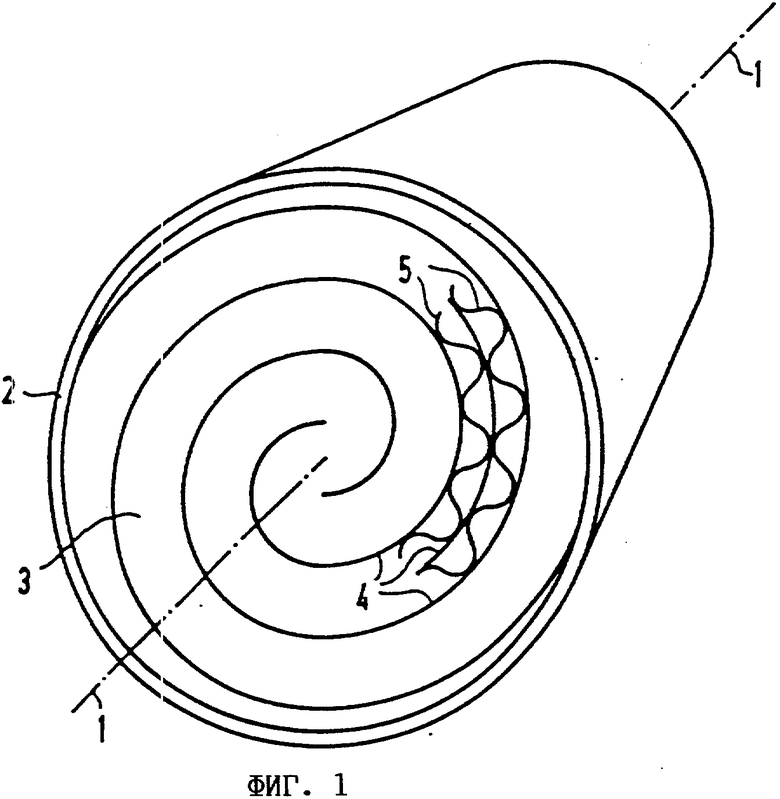
| DE, патент, 3719773, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
