Настоящее изобретение относится к элементу с сотовой структурой для прохождения отработанных газов, который может быть применен, в частности, в устройстве каталитического превращения отработанных газов (ОГ) в системе выпуска ОГ, прежде всего в системе выпуска ОГ теплового двигателя, предпочтительно двигателя внутреннего сгорания с искровым зажиганием.
Элемент с сотовой структурой выполнен в виде прилегающих друг к другу свернутых в рулон или набранных в пакет по крайней мере частично структурированных металлических листов с образованием между их слоями проточных каналов, через которые проходят отработанные газы, расположен в трубчатом кожухе и припаян к нему в осевом направлении на части своей длины. Такой элемент с сотовой структурой известен из заявки DE 2924592 A1. Для соединения этого элемента с трубчатым кожухом в DE 2924592 предложено, в частности, погружать установленный в трубчатом кожухе элемент его торцевыми поверхностями в ванну со связующим веществом, в результате чего образуются увлажненные зоны. Затем на расположенные с торцевых сторон увлажненные зоны через сито наносят слой припоя, поступающего из накопителя вместе с флюсом. После этого элемент с сотовой структурой с нанесенным таким образом слоем припаивают к трубчатому кожуху в вакууме или в атмосфере защитного газа.
Кроме того, в DE 2924592 предложено погружать торцевые поверхности установленного в трубчатом кожухе элемента в расплавленный припой.
Из заявки DE 4306052 A1 также известен элемент с сотовой структурой для прохождения отработанных газов, установленный в трубчатом кожухе. Элемент с сотовой структурой состоит из прилегающих друг к другу слоев гладких и гофрированных металлических листов, которые свернуты в рулон с образованием между слоями каналов для прохождения газа. При этом гладкий металлический лист расположен снаружи. Для надежного соединения пайкой элемента с трубчатым кожухом гладкий металлический лист изготавливают с большим количеством отверстий, равномерно расположенных по внешнему периметру элемента. Из WO 93/12904 известен способ пайки корпуса каталитического нейтрализатора ОГ. Припой наносят на металлические листы элемента с сотовой структурой следующим образом: сначала флюс с соответствующим размером зерен диспергируют в текучей смеси связующего вещества с жидкостью, а затем эту дисперсию пропускают через проточные каналы в элементе. После этого избыток смеси удаляют из каналов элемента.
С помощью способов, описанных как в DE 2924592, так и в WO 93/12904, изготавливают корпус нейтрализатора, при котором внешняя зона элемента с сотовой структурой припаяна к трубчатому кожуху. Вследствие этого между элементом с сотовой структурой и трубчатым кожухом образуется жесткое соединение.
Из WO 94/06594 уже известен способ, в котором элемент с сотовой структурой припаивают к трубчатому кожуху только на некотором участке в осевом направлении, для чего трубчатый кожух изнутри покрывают припоем на участке, предназначенном для соединения пайкой, а затем элемент с сотовой структурой вставляют в этот трубчатый кожух.
Из WO 93/25339 известен еще один способ пайки элемента с сотовой структурой к трубчатому кожуху, в котором припой наносят с торцевых сторон элемента с сотовой структурой по его длине.
При осуществлении большинства известных способов пайки, в частности таких, в которых припой наносят со стороны торцев, металлические листы элемента с сотовой структурой не только спаиваются между собой, но также образуется соединение между элементом и трубчатым кожухом. Это имеет место, в частности, в элементах с сотовой структурой, выполненных из большого количества в основном спиралеобразно или эвольвентообразно свернутых металлических листов, а также в спиралеобразно скрученных элементах с сотовой структурой с гофрированным внешним слоем. Поэтому в таких способах пайки осуществление целенаправленного соединения элемента с сотовой структурой с трубчатым кожухом только на определенном участке в осевом направлении является трудной задачей. Часто возникают дополнительные соединения между элементом и трубчатым кожухом, прежде всего на торцевых сторонах.
Поскольку элемент с сотовой структурой и трубчатый кожух имеют различные характеристики теплового расширения, то сплошное жесткое соединение между элементом и кожухом является нежелательным, т.к. в результате этого в элементе с сотовой структурой могут возникать тепловые напряжения, которые могут привести к его повреждению.
В основу изобретения была положена задача усовершенствовать известный элемент с сотовой структурой, чтобы избежать припаивания его к трубчатому кожуху в определенных зонах в осевом направлении независимо от метода пайки.
Эта задача в соответствии с изобретением решается с помощью предложенного элемента с сотовой структурой для прохождения отработанных газов, выполненного в виде прилегающих друг к другу свернутых в рулон или набранных в пакет по крайней мере частично структурированных металлических листов с образованием между их слоями проточных каналов, установленного в трубчатом кожухе и припаянного к нему в осевом направлении на части своей длины, при этом по крайней мере один металлический лист имеет по крайней мере один гладкий участок, проходящий по крайней мере от одной торцевой стороны элемента на части его длины в осевом направлении и по крайней мере частично охватывающий его. В соответствии с изобретением в этом элементе края металлических листов прилегают внутри по крайней мере к одному гладкому участку.
В предпочтительном варианте реализации изобретения по крайней мере один металлический лист имеет первый и второй гладкие участки, проходящие от торцевых сторон элемента и доходящие максимально до зоны соединения его с трубчатым кожухом.
Предпочтительно также, когда края пакета скручены во взаимно противоположных направлениях соответственно вокруг по крайней мере двух узловых точек, при этом гладкий участок предусмотрен на металлическом листе, расположенном приблизительно в середине пакета.
Целесообразно гладкие участки расположить с частичным перекрытием в направлении охвата элементов.
При этом два или более гладких участка могут быть расположены с возможностью полного совместного охвата элемента.
Элемент с сотовой структурой по изобретению, который предпочтительно может быть применен в устройстве каталитического превращения отработанных газов в системе выпуска ОГ, привлекателен тем, что гладкий участок, проходящий по крайней мере от одной торцевой стороны на части его длины в осевом направлении и по крайней мере частично охватывающий его, образует по периметру элемента внешний слой, который прилегает к трубчатому кожуху. Поскольку гладкий участок прилегает к трубчатому кожуху, то независимо от способа пайки припой не может попасть полностью или частично между гладким участком и трубчатым кожухом. Нанесение припоя может быть осуществлено известным способом в соответствии с уровнем техники.
Поскольку соединение элемента с трубчатым кожухом осуществляют на части длины в его осевом направлении и гладкий участок доходит в осевом направлении только до зоны соединения между элементом и трубчатым кожухом, то за счет этого обеспечивается возможность теплового расширения в осевом направлении элемента, так как элемент соединен с трубчатым кожухом только в одной или нескольких зонах. В остальных зонах элемента и трубчатого кожуха не происходит их нежелательного припаивания друг к другу. Кроме того, припой может быть нанесен с одной или обеих торцевых сторон элемента по его длине и при этом не произойдет соединения внешнего слоя элемента с трубчатым кожухом. Еще одно преимущество этой конструкции элемента состоит в том, что при его изготовлении в случае припаивания только одной торцевой стороны не играет роли, с какой именно торцевой стороны элемента по его длине наносят припой. За счет этого упрощается манипулирование и изготовление такого элемента с сотовой структурой.
Другие преимущества изобретения станут более понятны из последующего описания примеров его выполнения с ссылкой на прилагаемые чертежи, где:
на фиг. 1 показано схематическое изображение продольного сечения элемента с сотовой структурой с трубчатым кожухом,
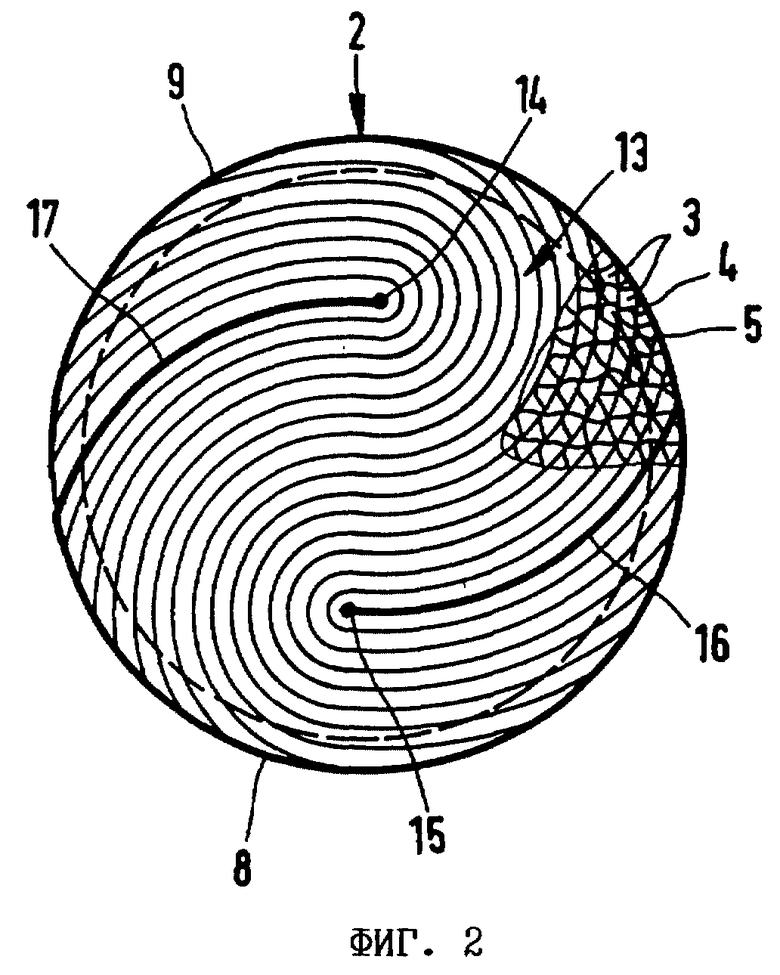
на фиг. 2 - S-образно скрученный элемент с сотовой структурой,
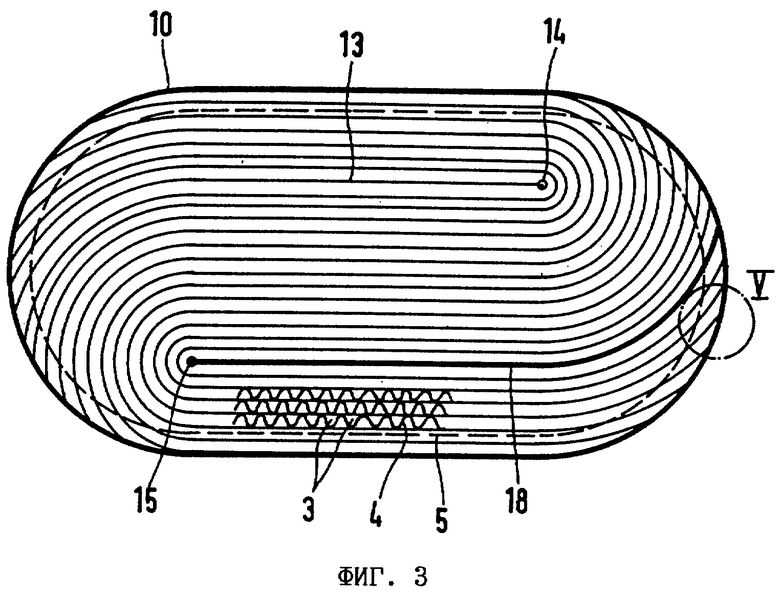
на фиг. 3 - схематическое изображение элемента с сотовой структурой, имеющего вытянутое поперечное сечение,
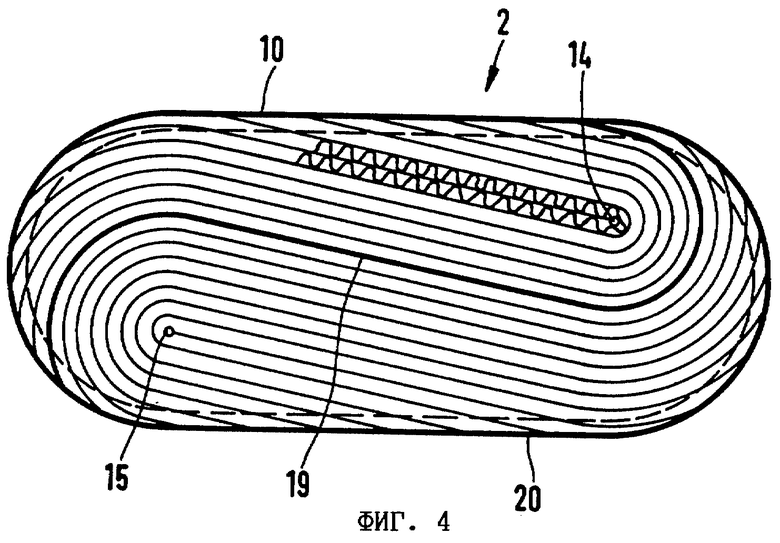
на фиг. 4 - еще один элемент с сотовой структурой, имеющий вытянутое поперечное сечение,
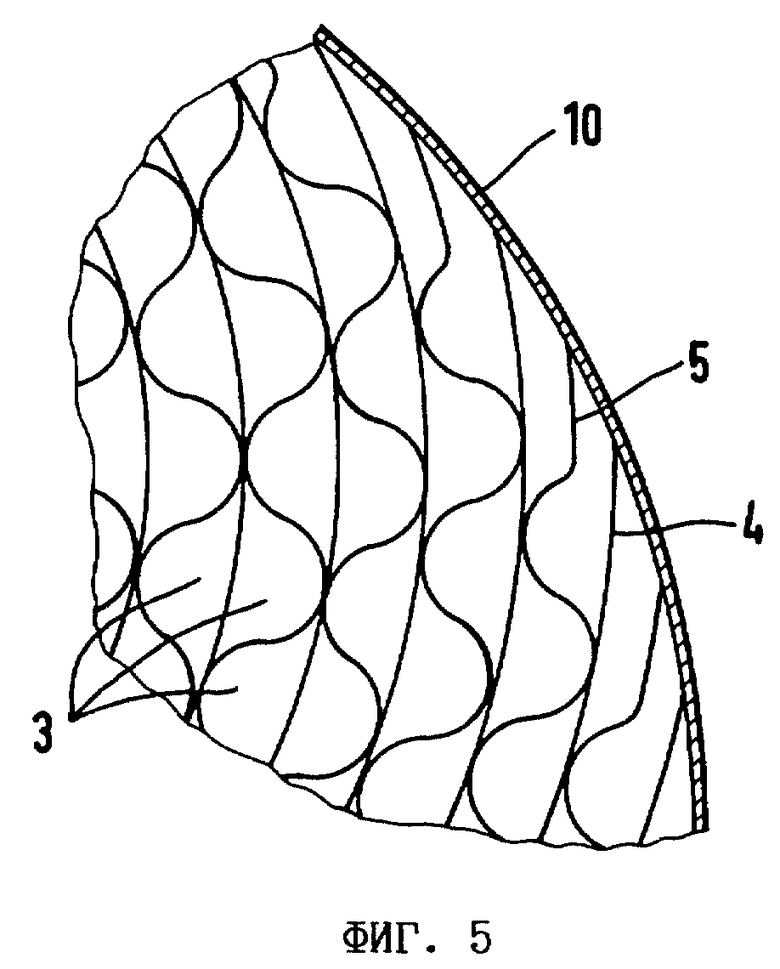
на фиг. 5 - в увеличенном масштабе вырез V из краевой зоны элемента с сотовой структурой по фиг. 3,
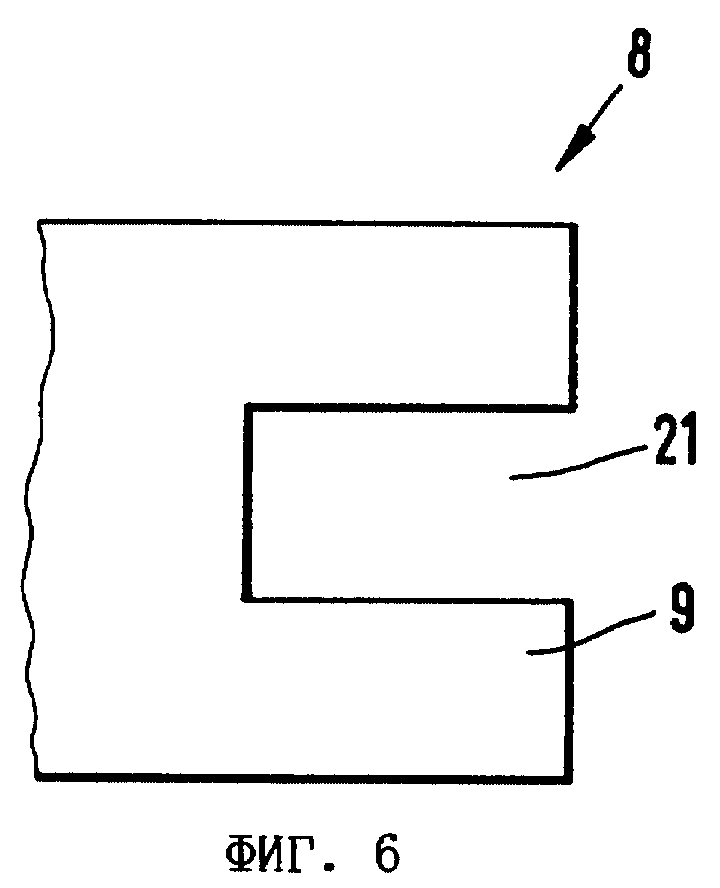
на фиг. 6 - первый вариант выполнения гладкого участка,
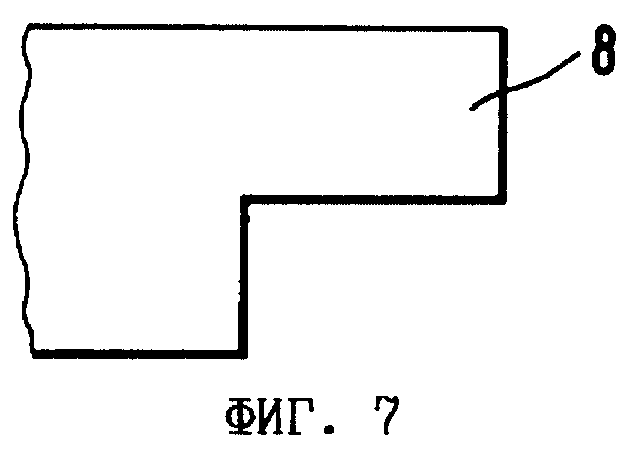
на фиг. 7 - второй вариант выполнения гладкого участка.
На фиг. 1 схематично изображено устройство каталитического превращения отработанных газов в системе выпуска ОГ, в частности в системе выпуска ОГ тепловых двигателей, предпочтительно двигателей внутреннего сгорания с искровым зажиганием. Устройство включает установленный в трубчатом кожухе 1 элемент 2 с сотовой структурой, через который проходят отработанные газы и в котором проточные каналы 3 образованы между прилегающими друг к другу слоями гладких металлических листов 4 и структурированных, предпочтительно гофрированных, металлических листов 5. Элемент 2 с сотовой структурой соединен с трубчатым кожухом 1 на части своей длины L в осевом направлении. На фиг. 1 зона соединения между элементом 2 с сотовой структурой и трубчатым кожухом 1 обозначена позицией 12.
Элемент 2 с сотовой структурой имеет на металлическом листе 5 первый 9 и второй 10 гладкие участки, которые окружают его по периметру. Первый 9 и второй 10 участки проходят от торцевой стороны 6 или 11 в продольном направлении элемента с сотовой структурой. При этом они доходят максимально до зоны 12 соединения элемента 2 с трубчатым кожухом 1.
На фиг. 2 изображен второй пример выполнения элемента с сотовой структурой. Для упрощения на фиг. 2-5 не показано изображение трубчатого кожуха 1. Элемент 2 с сотовой структурой состоит из набранных в пакет 13 гладких 4 и гофрированных 5 металлических листов. Края пакета 13 скручены во взаимно противоположных направлениях соответственно вокруг узловых точек 14, 15. В элементе с сотовой структурой предусмотрены два металлических листа 16, 17, каждый их которых имеет гладкие участки 8 или 9. Гладкие металлические листы 16, 17 образуют внешние слои пакета 13.
Каждый из гладких участков 8, 9 доходит до смежного участка 9 или 8 металлического листа 16 или 17.
На фиг. 3 изображен второй пример выполнения элемента с сотовой структурой. Этот элемент с сотовой структурой также состоит из набранных в пакет 13 металлических листов 4, 5, которые образуют проточные каналы 3 для прохождения газа. Пакет 13 скручен вокруг узловых точек 14, 15. В пакете 13 предусмотрен металлический лист 18, один из участков 10 которого выполнен гладким и имеет такие размеры, что он охватывает элемент с сотовой структурой по всему периметру.
На фиг. 4 изображен еще один вариант осуществления изобретения. Приблизительно в середине пакета 13 предусмотрен металлический лист 19, который имеет гладкие участки 10, 20. Эти гладкие участки 10, 20 полностью охватывают по периметру элемент 2 с сотовой структурой.
На фиг. 5 в увеличенном масштабе показано, каким образом гладкий участок 10, представленный на фиг. 3, прилегает к набранным в пакет 13 металлическим листам 4, 5.
На фиг. 6 и 7 показаны участки 8, 9 металлического листа. В варианте по фиг. 6 между участками 8, 9 предусмотрен вырез 21, который оставляет свободной зону 12 соединения элемента 2 с сотовой структурой с трубчатым кожухом 1. Могут быть также предусмотрены другие гладкие участки, выполненные с отступлением друг от друга и с размещением между ними вырезов. Геометрия гладких участков может быть подобрана в соответствии с формой зоны соединения.
Элемент с сотовой структурой может быть использован в устройстве каталитического превращения отработанных газов (ОГ) в системе выпуска ОГ, в частности в системе выпуска ОГ теплового двигателя, предпочтительно двигателя внутреннего сгорания с искровым зажиганием. Элемент (2) с сотовой структурой окружен гладким участком (8,9) металлического листа, проходящим в осевом направлении на части длины элемента (2) с сотовой структурой. Края металлических листов сотового элемента прилегают внутри, по крайней мере, к одному гладкому участку. Металлический лист является составной частью элемента с сотовой структурой и расположен в осевой зоне между элементом с сотовой структурой и трубчатым кожухом (1). В этой осевой зоне исключается нежелательное припаивание элемента (2) с сотовой структурой к трубчатому кожуху (1) вне зависимости от используемого метода пайки. 4 з.п.ф-лы, 7 ил.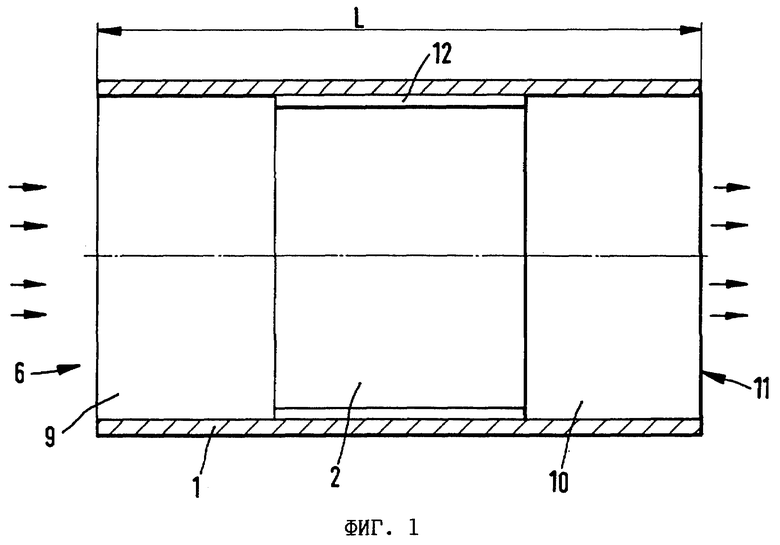
| DE 2924592 A1, 15.01.1981 | |||
| Способ пайки сотовых панелей | 1981 |
|
SU975290A1 |
| DE 4112354 A1, 22.10.1992 | |||
| DE 4129893 A1, 11.03.1993 | |||
| DE 4223134 A1, 20.01.1994 | |||
| Экономайзер | 0 |
|
SU94A1 |
