Изобретение относится к прокатному производству и может быть использовано в качестве рабочей клети листовых и широкополосных станов.
Известна рабочая клеть прокатного стана (аналог), содержащая станины, на стойках которых закреплены стационарные гидроблоки с плунжерами, опорные и рабочие валки с подушками, установленными между гидроблоками и выполненными с открылками, взаимодействующими с плунжерами гидроблоков.
Недостатком аналога является крепление гидроблоков к стойкам станин на наружных заплечиках с помощью горизонтальных болтов, расположенных параллельно оси валков. Под действием осевых нагрузок, передающихся от рабочих валков через подушки и защелки на гидроблоки, болты, воспринимая эти нагрузки, быстро деформируются и разрушаются, что приводит к срыву гидроблоков со станин, поломкам валков и длительными аварийным простоям прокатного стана.
Наиболее близким к предлагаемому является рабочая клеть прокатного стана, включающая станины, на стойках которых в поперечных пазах закреплены стационарные гидроблоки (вставки) с плунжерами, опорные и рабочие валки с подушками, установленными между гидроблоками и выполненными с открылками, которые взаимодействуют с плунжерами гидроблоков.
Прототип также обладает рядом недостатков. Болты крепления гидроблоков к стойкам станин воспринимают как вертикальные, так и осевые нагрузки, передающиеся от рабочих валков к гидроблокам через подушки. В результате этого болты прослабляются и деформируются. Ослабляется крепление блоков в станинах, что приводит к нарушению точности установки подушек и рабочих валков в клети и соответственно к снижению устойчивости процесса прокатки, точности профиля и качества прокатываемых полос. Снижается устойчивость захвата полосы валками, что вызывает забуривания полосы в клети, увеличение брака и недокатов, внеплановых простоев и снижение производительности прокатного стана. При ослабленном креплении возрастает вероятность обрыва болтов и срыва гидроблоков со станин, что приводит к тяжелым авариям с поломками валков и длительным аварийным простоям стана.
В известном техническом решении подушки рабочих валков в процессе прокатки взаимодействуют своими боковыми поверхностями с ответными поверхностями гидроблоков, между которыми подушки установлены.
При захвате полосы валков в процессе прокатки и при выходе полосы из клети между взаимодействующими поверхностями блоков и подушек возникают продольные удары, что вызывает повышенный износ этих поверхностей, увеличение зазоров между ними и быстрый выход из строя гидроблоков и подушек. С увеличением зазоров сила продольных ударов возрастает, что отрицательно сказывается на работоспособности подшипников валков и снижает долговечность подшипников и валков.
Известная конструкция рабочей клети характеризуется большими габаритными размерами подушек рабочих валков по открылкам, которые практически меньше ширины проемов станин только на величину зазора между ними, необходимого для свободной перевалки валков. Из-за этого невозможно осуществлять перешлифовку рабочих валков вместе с подушками, так как из-за больших габаритных размеров подушек по открылкам валок с подушками невозможно установить на вальцешлифовальный станок. Для перешлифовки валков необходимо снимать с них подушки, что существенно увеличивает трудоемкость и продолжительность подготовки к прокатке валков с подушками.
Целью изобретения является повышение качества прокатываемых полос, снижение количества брака и увеличение выхода годного проката, повышение долговечности и сокращение расхода валков и их подшипников, сокращение продолжительности и трудоемкости подготовки валков к прокатке, снижение аварийных простоев и повышение производительности прокатного стана.
Поставленная задача достигается тем, поперечные прорези на стойках станин выполнены с продольными выступами, на гидроблоках выполнены продольные пазы, которыми они сопряжены с выступами прорезей по посадке с натягом, гидроблоки расположены между сменными вставками, установленными в верхней и нижней частях прорезей с возможностью контактного взаимодействия с открылками подушек, при этом расстояние между вставками, расположенными на противоположных стойках станин, меньше ширины окна станины, а подушки установлены между гидроблоками с гарантированным зазором, исключающим их контактное взаимодействие.
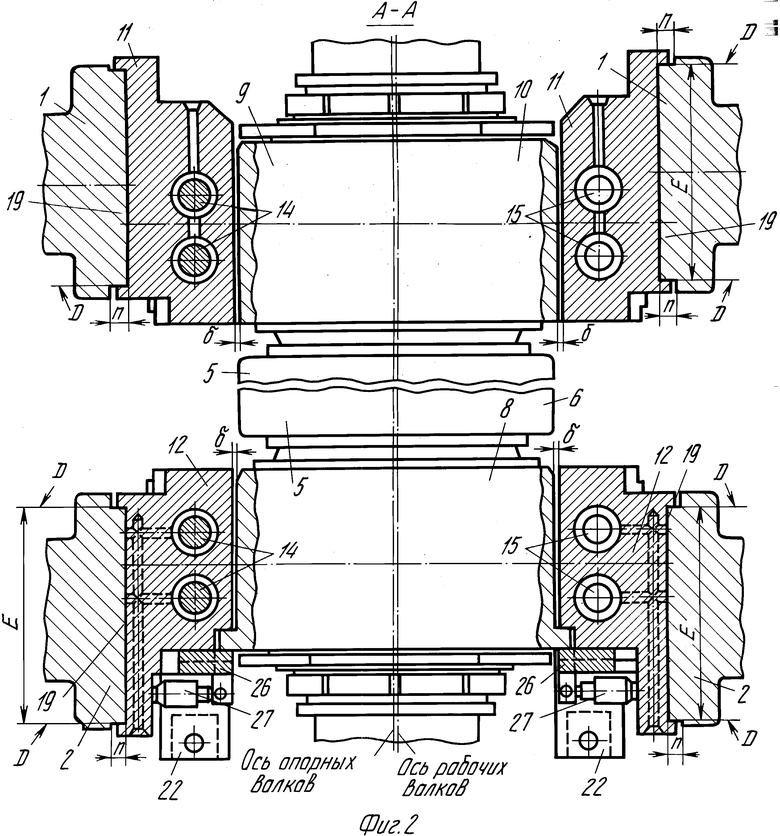
На фиг. 1 изображена рабочая клеть прокатного стана, вид со стороны перевалки; на фиг.2 - разрез А-А на фиг. 1.
Рабочая клеть прокатного стана включают станины 1, 2, расположенные со стороны привода и перевалки, опорные валки 3, 4 и рабочие валки 5, 6 с подушками 7-10. Подушки установлены в клети между гидроблоками 11 и 12, закрепленными на станинах 1 и 2 болтами 13. В гидроблоках выполнены расточки, играющие роль гидроцилиндров, в которых установлены плунжеры 14 и 15, которые взаимодействуют с открылками 16 и 17, выполненными на подушках. Плунжеры предназначены для уравновешивания и противоизгиба рабочих валков 3 и 4.
На стойках станин 1 и 2 выполнены поперечные прорези 18 шириной A и глубиной m, в которых установлены гидроблоки 11 и 12. С наружной и внутренней сторон стойки профрезерованы на ширину E с образованием посадочных поверхностей D (фиг.2) и продольных выступов 19 высотой n на прорезях 18 для установки гидроблоков 11 и 12. На гидроблоках выполнены продольные пазы шириной E, которыми они установлены на выступах 19 прорезей 18. Выступы сопряжены с продольными пазами в гидроблоках по размеру E по посадке с натягом.
Например, в проекте черновой клети N 5 стана 2000 горячей прокатки полосы АО "Северсталь" (г. Череповец) предусмотрена посадка гидроблоков на станинах по размеру E = 785 Hg/e8.
Гидроблоки 11, 12 расположены в поперечных прорезях 18 между сменными вставками 20 и 21, установленными в верхней и нижней частях прорезей. Вставки и гидроблоки в прорезях 18 установлены также по посадке с натягом по размеру A без зазоров. В проекте уже указанной клети N 5 стана 2000 размера A = 1740 H8/f7.
Благодаря установке блоков 11, 12 в прорезях 18 по посадке с натягом по размерам A и E, болты 13 крепления гидроблоков к станине не воспринимают осевые нагрузки, которые передаются от валков через подушки, и вертикальные нагрузки от различного усилия в плунжерах 14 и 15. Эти нагрузки воспринимаются соответственно выступами 19 и стенками прорезей 18 в станинах. Благодаря этому болты 13 не вытягиваются и не изгибаются. Блоки 11 и 12 занимают устойчивое проектное положение, надежно зафиксированное с помощью болтов 13. Соответственно устойчивое положение занимают рабочие валки с подушками в процессе прокатки, что обеспечивает точность формы и профиля и высокое качество прокатываемых полос, исключают забуривания полосы в клети, снижают количество брака и недокатов, внеплановые простои прокатного стана и повышают его производительность. Исключаются случаи обрыва болтов 13 и срыва гидроблоков 11, 12 со станин, поломки валков и связанные с этим аварийные простои прокатного стана.
На подушке 8 нижнего рабочего валка 6 со стороны перевалки выполнены кронштейны 22 для зацепов перевалочного устройства, используемые при перевалках рабочих валков. Завалка и вывалка валков осуществляется на балках 23, установленных на плунжерах гидроцилиндров, встроенных в подушки 24 нижнего опорного валка 4. На открылках 17 подушек 8, 10 нижнего рабочего валка 6 закреплены сменные бронзовые полозья 25, которые скользят по балкам 23 при завалке и вывалке комплекта рабочих валков.
В гидроблоках 11, 12 со стороны перевалки смонтированы защелки 26 с гидроцилиндрами 27 их привода, которые фиксируют рабочие валки с подушками от осевого смещения.
Толщина P сменных вставок 20 и 21 принимается максимально возможной из условия обеспечения минимальной длины открылков 16, 17, необходимой для контактного взаимодействия с плунжерами 14 и 15 гидроблоков 11 и 12. Благодаря этому расстояние M между вставками 20 и 21, расположенными на противоположных стойках станин, меньше ширины N окна станины, а габаритные размеры подушек 7-10 по открылкам 16, 17 уменьшаются до минимума. Это позволяет осуществлять перешлифовку валков вместе с подушками, так как габаритные размеры валка вместе с подушками позволяют установить его на вальцешлифовальной станок без снятия подушек. При этом существенно снижаются трудоемкость и продолжительность подготовки валков к прокатке и повышается долговечность подшипников валков из-за отсутствия возможности их повреждения при снятии подушек с валков перед перешлифовкой и их установке на валки после перешлифовки.
На открылках 16, 17 подушек рабочих валков установлены сменные износостойкие пленки 28, взаимодействующие со сменными вставками 20 и 21. Планки 28 и вставки 20, 21 установлены с технологическим зазором, необходимым для осуществления свободной перевалки валков.
Подушки 7-10 установлены между гидроблоками 11, 12 с гарантированными боковым зазором δ, при котором исключается возможность их контактного взаимодействия по боковым поверхностям. Благодаря этому удары, возникающие при продольных (вдоль оси прокатки) перемещениях валков, воспринимаются открылками 16, 17 и не передаются на боковые поверхности подушек и гидроблоков. Исключается износ поверхностей и уменьшаются продольные удары подушек о гидроблоки, что повышает долговечность подшипников и рабочих валков. Вставки 20, 21 и планки 28 на открылках подушек выполнены из износостойкой стали и обладают повышенной долговечностью. Их замена осуществляется просто при перевалках или плановых остановках стана на ремонт. Благодаря применению вставок 20, 21 не требуется замена гидроблоков 11, 12, что повышает надежность рабочей клети и снижает эксплуатационные расходы.
Таким образом, представленная к патентованию конструкция рабочей клети прокатного стана обеспечивает достижение поставленной цели изобретения - повышение качества прокатывания полос, снижение количества брака и увеличение выхода годного проката, повышение долговечности, снижение трудоемкости подготовки к прокатке и расхода валков и их подшипников, сокращение аварийных простоев и повышение производительности прокатного стана.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1996 |
|
RU2103080C1 |
| ПРОКАТНАЯ КЛЕТЬ | 1997 |
|
RU2120829C1 |
| ПРОКАТНАЯ КЛЕТЬ | 2002 |
|
RU2229351C2 |
| УЗЕЛ ОСЕВОЙ ФИКСАЦИИ ПОДУШЕК ПРОКАТНЫХ ВАЛКОВ | 1995 |
|
RU2086320C1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1997 |
|
RU2110341C1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1998 |
|
RU2147949C1 |
| РАСПОРНЫЙ УЗЕЛ ПРОКАТНОЙ КЛЕТИ | 1997 |
|
RU2110340C1 |
| БЛОК СОРТОПРОКАТНОГО СТАНА | 1995 |
|
RU2068306C1 |
| ОКАЛИНОЛОМАТЕЛЬ | 1994 |
|
RU2080195C1 |
| УЗЕЛ ОПОРНОГО ВАЛКА | 1995 |
|
RU2088354C1 |
Изобретение относится к прокатному производству и может быть использовано в качестве рабочей клети, преимущественно широкополосных станов горячей и холодной прокатки. Цель изобретения - снижение трудоемкости и продолжительности перевалок, простоев и повышение производительности прокатного стана, сокращение эксплуатационных затрат и снижение брака выпускаемого проката. В рабочей клети прокатного стана, включающей станины, на стойках которых в поперечных прорезях закреплены стационарные гидроблоки с плунжерами, опорные и рабочие валки с подушками, установленными между гидроблоками и выполненными с открылками, взаимодействующими с плунжерами гидроблоков, поперечные прорези на стойках станин выполнены с продольными выступами, на гидроблоках выполнены продольные пазы, которыми они сопряжены с выступами прорезей по посадке с натягом, гидроблоки расположены между сменными вставками, установленными в верхней и нижней частях прорезей с возможностью контактного взаимодействия с открылками подушек, при этом расстояние между вставками, расположенными на противоположных стойках станин, меньше ширины окна станины, а подушки установлены между гидроблоками с гарантированным зазором, исключающим их контактное взаимодействие. 2 ил.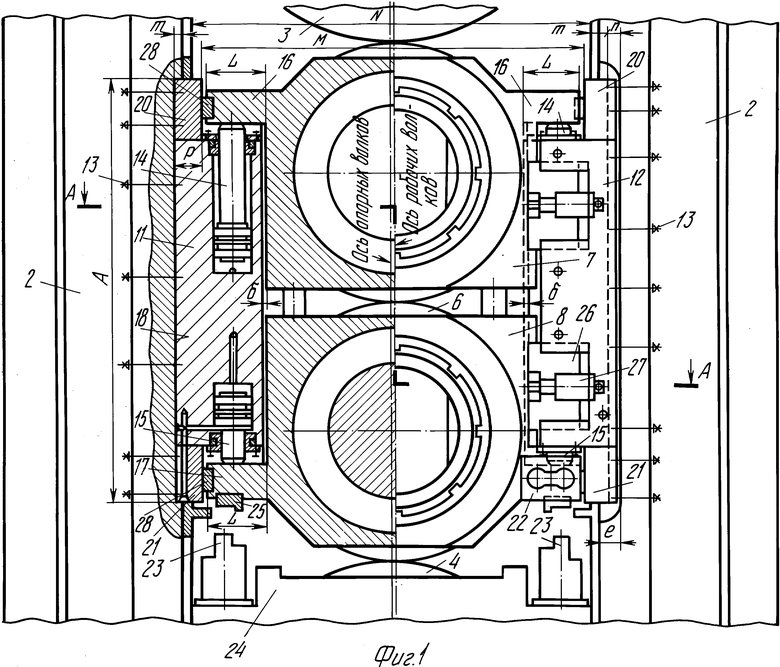
Рабочая клеть прокатного стана, включающая станины, на стойках которых в поперечных прорезях закреплены стационарные гидроблоки с плунжерами, опорные и рабочие валки с подушками, установленными между гидроблоками и выполненными с открылками, взаимодействующими с плунжерами гидроблоков, отличающаяся тем, что поперечные прорези на стойках станин выполнены с продольными выступами, на гидроблоках выполнены продольные пазы, которыми они сопряжены с выступами прорезей по посадке с натягом, гидроблоки расположены между сменными вставками, установленными в верхней и нижней частях прорезей с возможностью контактного взаимодействия с открылками подушек, при этом расстояние между вставками, расположенными на противоположных стойках станин, меньше ширины окна станины, а подушки установлены между гидроблоками с гарантированным зазором, исключающим их контактное взаимодействие.
| Королев А.А | |||
| Механическое оборудование прокатных и трубных цехов | |||
| - М.: Металлургия, 1987, с | |||
| Клапан | 1919 |
|
SU357A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Там же, с | |||
| Способ получения коричневых сернистых красителей | 1922 |
|
SU335A1 |
| Насос | 1917 |
|
SU13A1 |

