Изобретение относится к прокатному производству и может быть использовано в качестве рабочей клети преимущественно широкополосных стенок горячей и холодной прокатки.
Известна рабочая клеть прокатного стана (аналог), включающая станины, рабочие валки с подушками и узлы осевой фиксации валков с защелками и гидроцилиндрами их перемещения [1].
Недостатком аналога является крепление защелок для осевой фиксации валков на станинах, что не позволяет их использовать в четырехвалковых клетях со стационарными гидроблоками уравновешивания рабочих валков. В таких клетях подушки валков установлены между гидроблоками и смещены внутрь клети, что исключает возможность осевой фиксации подушки с помощью защелок, закрепленных на станине.
Наиболее близким техническим решением (прототипом) является четырехвалковая рабочая клеть прокатного стана, включающая станины с установленными в них стационарными гидроблоками. рабочие валки с подушками и узлы осевой фиксации валков [2].
Недостатком прототипа является местное крепление защелок осевой фиксации рабочих валков на наружных торцах гидроблоков с помощью болтов. При перевалках это требует раскручивания и закручивания болтов, что увеличивает трудоемкость и продолжительность перевалок, а соответственно снижает производительность прокатного стана. Кроме того, периодические раскручивания и закручивания болтов приводят к быстрому износу резьбовых отверстий, выполненных в гидроблоках, что вызывает ослабление крепления защелок, их отрыв с болтами и планками от гидроблоков под действием осевых нагрузок и тяжелые аварии прокатного стана. В этом случае необходима замена гидроблоков, что сопровождается длительными аварийными простоями стана, потерями производства и увеличением брака в виде недокатов.
Целью изобретения является снижение трудоемкости и продолжительности перевалок, простоев и повышение производительности прокатного стана, сокращение эксплуатационных затрат и снижение брака выпускаемого проката.
Поставленная цель достигается тем, что защелки установлены в горизонтальных направляющих, выполненных на торцах гидроблоков и закрытых планками, закрепленными болтами, головки которых расположены в пазах на стенках направляющих, защелки снабжены проушинами, связанными через оси со штоками гидроцилиндров, установленных параллельно защелкам и шарнирно связанных со стационарными проушинами с возможностью поворота в горизонтальной плоскости в сторону от защелок, причем стационарные проушины выполнены со ступенчатыми основаниями, установленными в направляющих защелок и закрепленными в них с помощью болтов с гладкими цилиндрическими хвостовиками, расположенными в отверстиях оснований проушин.
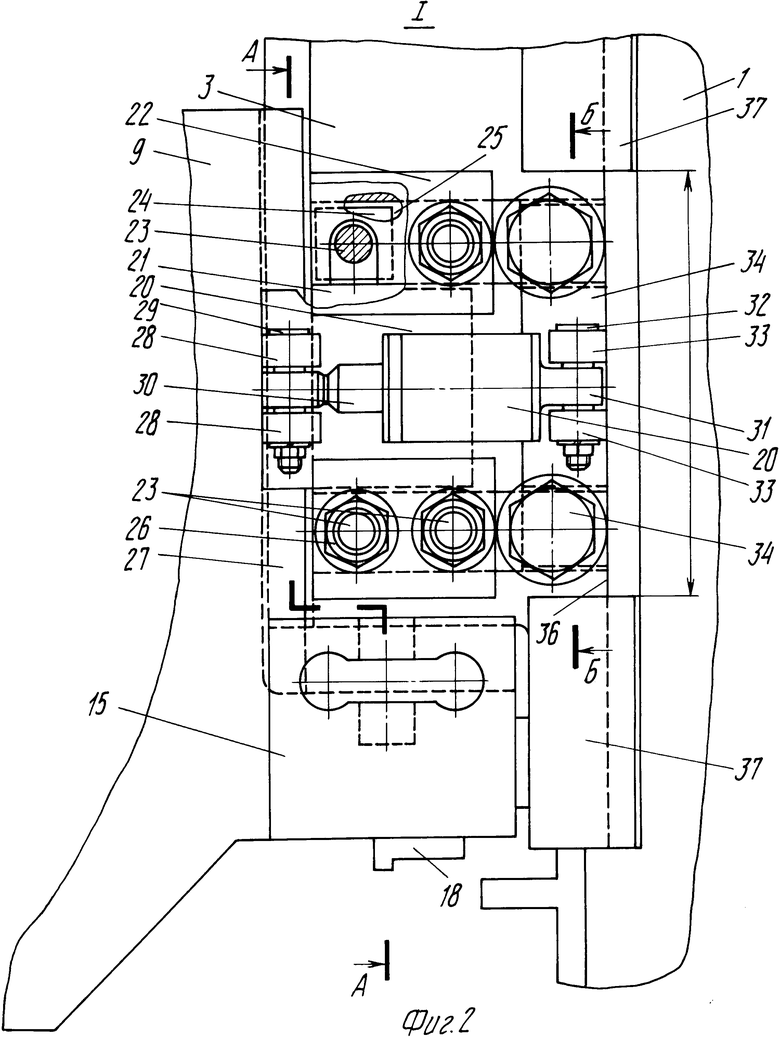
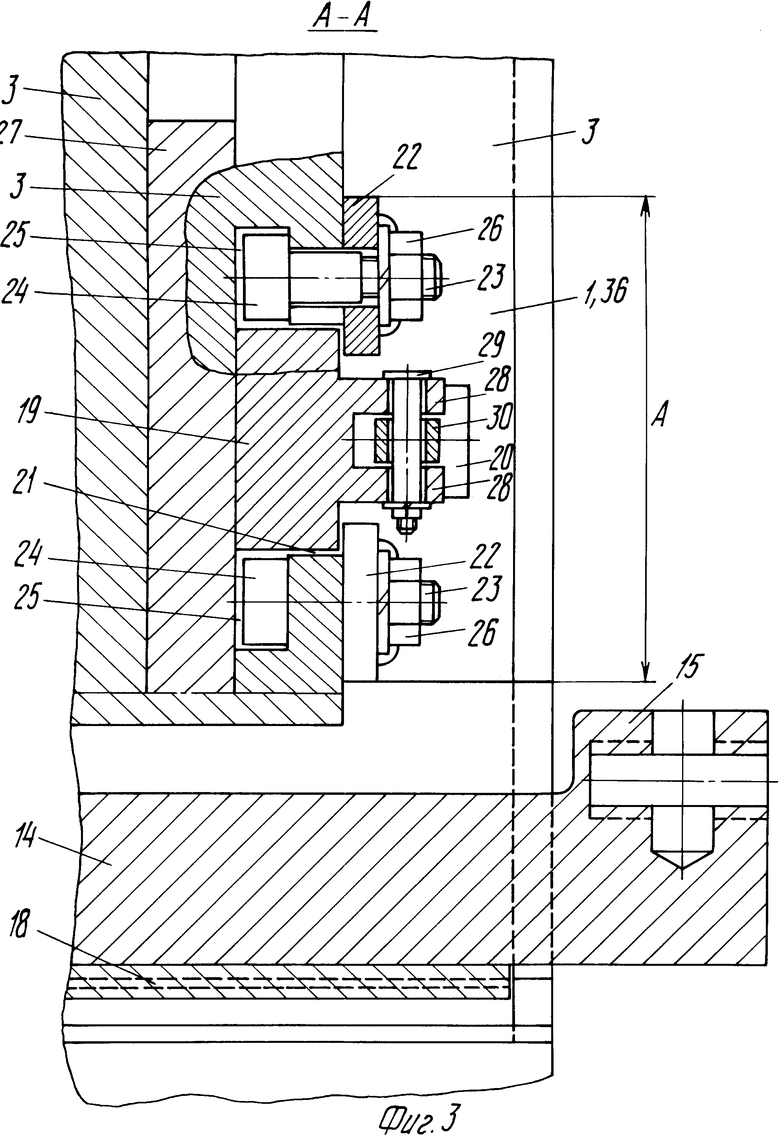
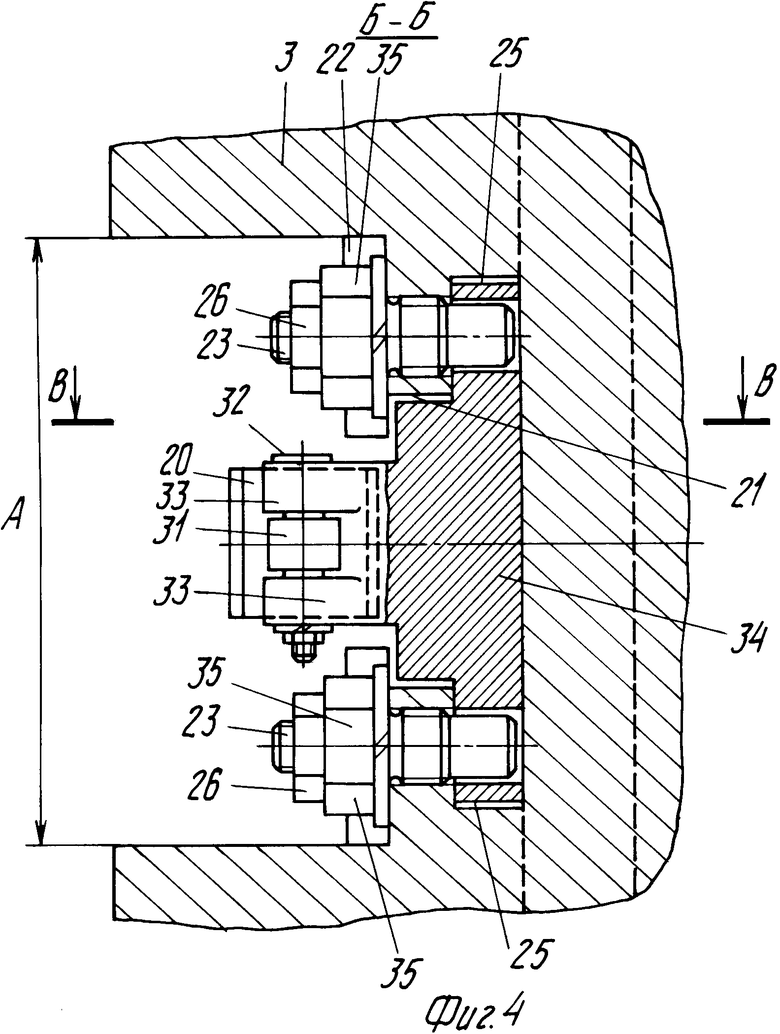
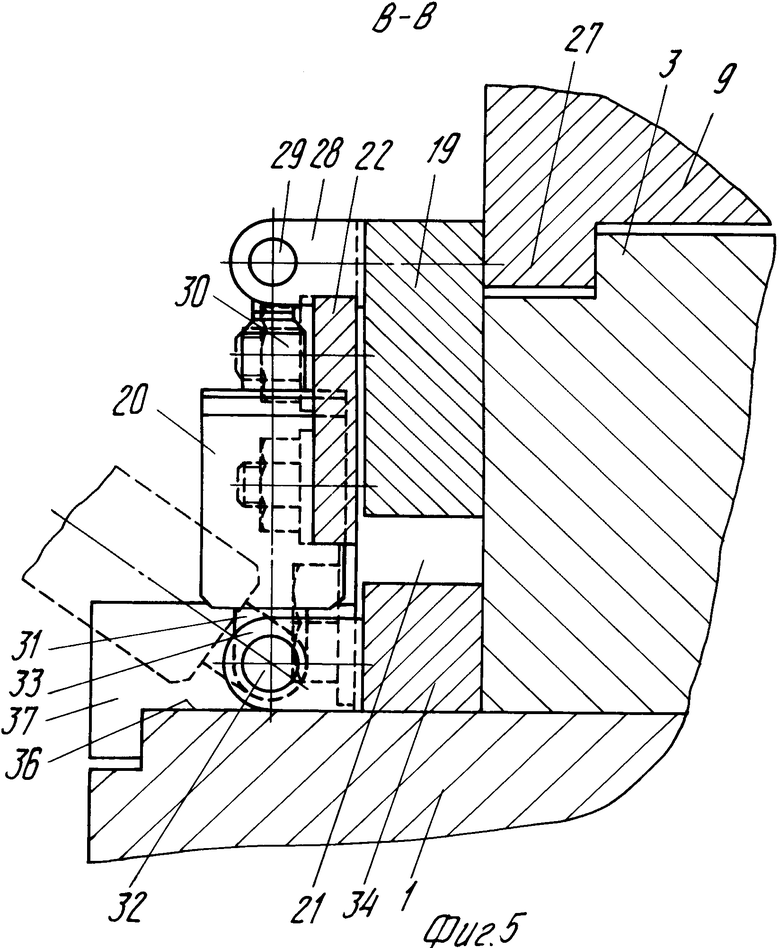
На фиг.1 изображена рабочая клеть прокатного стана; на фиг.2 - узел 1 на фиг. 1; на фиг.3 - разрез А-П на фиг.2; на фиг.4 - разрез Б-Б на фиг.2; на фиг.5 - разрез В-В на фиг.4.
Рабочая клеть прокатного стана включает станины 1 с установленными в ней гидроблокми 2 и 3, рабочие валки 4, 5 и опорные валки 6, 7. Наушники 8, 9 рабочих валков установлены между гидроблоками, которые закреплены на станинах болтами 10. В гидроблоках выполнены расточки, играющие роль гидроцилиндров, в которых установлены плунжеры 11 и 12, которые взаимодействуют с открылками 13 и 14, выполненными на подушках. Плунжеры предназначены для уравновешивания и противоизгиба рабочих валков.
На подушке 9 нижнего рабочего валка 5 со стороны перевалки выполнены кронштейны 15 для зацепов перевалочного устройства, используемые при перевалках рабочих валков. Завалка и вывалка валков осуществляется на балках 16, установленных на плунжерах гидроцилиндров, встроенных в подушки 17 нижнего опорного валка 7. На открылках 14 подушек 9 нижнего рабочего валка 5 закреплены сменные бронзовые полозья 18, которые скользят по балкам 16 при завалке и вывалке комплекта рабочих валков.
На торцах гидроблоков 2, 3 со стороны перевалки смонтированы узлы осевой фиксации рабочих валков с защелками 19 и гидроцилиднрами 20 привода их перемещения (см. фиг.2 - 5). Защелки установлены в горизонтальных направляющих 21, выполненных на торцах гидроблоков и закрытых планками 22. Планки закреплены на блоках болтами 23, головки которых 24 расположены в пазах 25, выполненных на стенках направляющих 21. На полках, образуемых в направлениях при нарезании пазов 25, выполнены отверстия в открытыми прорезями, через которые со стороны направляющих 21 заводят болты 23, располагая их головки в пазах 25. Головки 24 болтов 23 выполнены квадратными, чтобы исключать их проворот при закручивании гаек 26 в период закрепления планок 22.
От осевого смещения на сторону перевалки валки с подушками удерживаются защелками 19, которые упираются в планки 22 От смещения на сторону привода валки удерживаются заплечиками 27 на подушках 8, 9 при их упоре в торцевую поверхность уступов, выполненных на гидроблоках 2, 3. Такая конструкция узлов осевой фиксации обеспечивает простоту монтажа и демонтажа площадок. При этом исключается резьбовое крепление планок 22 непосредственно к гидроблокам. В случае обрыва болтов 23 они легко заменяются без необходимости замены гидроблоков, что исключает длительные аварийные простои прокатного стана и связанные с этим потери производства и увеличение брака в виде недокатов.
На защелках 19 выполнены проушины 28, связанные через оси 29 со штоками 30 гидроцилиндров 20 перемещения защелки. Гидроцилиндры расположены перед защелками 19 параллельно им, что обеспечивает компактность узлов осевой фиксации подушек валков и удобство их монтажа и демонтажа. Через оси 32 гидроцилиндры 20 своими цапфами 31 с отверстиями шарнирно связаны со стационарными опорами 33 с возможностью поворота в горизонтальной плоскости в сторону от защелок (на фиг. 5 повернутое положение цилиндра показано пунктиром). При обрывах болтов 23, например в аварийных ситуациях под действием осевых нагрузок, и отрыве планок 22 подушки 8 или 9 своими заплечиками 27 воздействуют на защелки 19, которые вместе с гидроцилиндрами 20 отбрасываются на опорах 33 в сторону без разрушения. Это исключает поломки гидроцилиндров и длительные аварийные простои рабочей клети на восстановление работоспособности узлов осевой фиксации рабочих валков.
Стационарные опоры 33 выполнены со ступенчатыми основаниями 34, установленными в направляющих 21 защелок 19. опоры закреплены на гидроблоках с помощью болтов 35, завернутых в полки, образуемые в направляющих при нарезании пазов 25. Хвостовики болтов 35 выполнены гладкими цилиндрическими, расположенными в отверстиях на выступах оснований опор 33, установленных в пазах 25. При перемещениях защелок 19 нагрузки от гидроцилиндров 20 воспринимаются хвостовиками болтов 35, и гидроцилиндры надежно удерживаются от смещения в направляющих 21. Такая конструкция обеспечивает простоту и малую трудоемкость монтажа опор 33 в направляющих 21, высокую ремонтопригодность и быструю замену опор.
Замену опор осуществляют при снятых планках 22, защелках 19 и гидроцилиндрах 20. Опоры заводят по направляющим 21 со стороны подушек рабочих валков до упора в обработанную внутреннюю поверхность 36 станины (фиг.2), к которой примыкает гидроблок. Затем в пазы 25 направляющих 21 через отверстия с открытыми поперечными прорезями в их полках квадратными головками устанавливают болты 23, на болты монтируют планки 22 и закрепляют их снаружи гайками 26. Со стороны окна станины (со стороны подушек) заводят защелки 19, устанавливают гидроцилиндры 20 и соединяют их с проушинами 28 на защелках и со стационарными опорами 33. Демонтаж опор 33 выполняют в обратном порядке. Для установки узлов осевой фиксации рабочих валков во фланцах 37 гидроблоков 2, 3 выполнены проемы размером "А", что обеспечивает простой доступ к узлам и их высокую ремонтопригодность.
Таким образом применение предлагаемого технического решения обеспечивает достижение поставленной цели - снижение простоев и повышение производительности прокатного стана за счет сокращения продолжительности и трудоемкости перевалок и повышения ремонтопригодности узлов осевой фиксации рабочих валков, сокращение эксплуатационных затрат и снижение брака выпускаемого проката.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1996 |
|
RU2103079C1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1998 |
|
RU2147949C1 |
| УЗЕЛ ОПОРНОГО ВАЛКА | 1995 |
|
RU2088354C1 |
| УЗЕЛ ОСЕВОЙ ФИКСАЦИИ ПОДУШЕК ПРОКАТНЫХ ВАЛКОВ | 1995 |
|
RU2086320C1 |
| ЧЕТЫРЕХВАЛКОВАЯ ПРОКАТНАЯ КЛЕТЬ | 2004 |
|
RU2260489C1 |
| ОКАЛИНОЛОМАТЕЛЬ | 1994 |
|
RU2080195C1 |
| ПРОКАТНАЯ КЛЕТЬ | 1997 |
|
RU2120829C1 |
| БЛОК СОРТОПРОКАТНОГО СТАНА | 1995 |
|
RU2068306C1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1997 |
|
RU2110341C1 |
| Прокатная клеть | 1990 |
|
SU1755982A1 |
Изобретение относится к прокатному производству и может быть использовано в качестве рабочей клети листовых и широкополосных станов. Цель изобретения - повышение качества прокатываемых полос, снижение количества брака и увеличение выхода годного проката, повышение долговечности и сокращение расхода валков и их подшипников, сокращение продолжительности и трудоемкости подготовки валков к прокатке, снижение аварийных простоев и повышение производительности прокатного стана. В рабочей клети прокатного стана, включающей станины с установленными в них стационарными гидроблоками, рабочие валки с подушкам и узлы осевой фиксации валков с защелками и гидроцилиндрами их перемещения, защелки установлены в горизонтальных составляющих, выполненных на торцах гидроблоков и закрытых планками, закрепленными болтами, головки которых снабжены в пазах на стенках направляющих, защелки снабжены проушинами, связанными через оси со штоками гидроцилиндров, установленных параллельно защелкам и шарнирно связанных со стационарными опорами с возможностью поворота в горизонтальной плоскости в сторону от защелок, причем стационарные опоры выполнены со ступенчатыми основаниями, установленными в направляющих защелок и закрепленных в них с помощью болтов с гладкими цилиндрическими хвостовиками, расположенными в отверстиях оснований опор. 5 ил.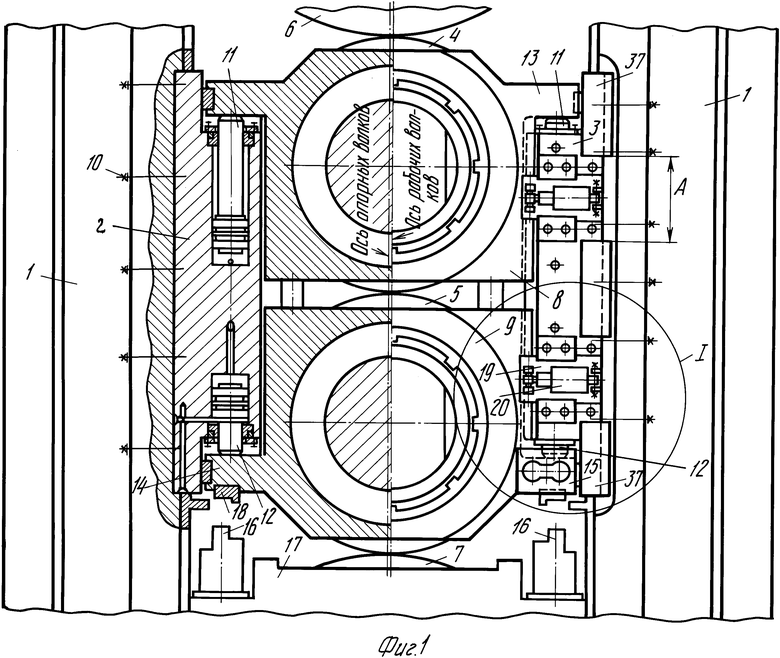
Рабочая клеть прокатного стана, включающая станины с установленными в них стационарными гидроблоками, рабочие валки с подушками и узлы осевой фиксации валков с защелками и гидроцилиндрами их перемещения, отличающаяся тем, что защелки установены в горизонтальных направляющих, выполненных на торцах гидроблоков и закрытых планками, закрепленными болтами, головки которых расположены в пазах на стенках направляющих, защелки снабжены проушинами, связанными через оси со штоками гидроцилиндров, установленных параллельно защелкам и шарнирно связанных со стационарными опорами с возможностью поворота в горизонтальной плоскости в сторону от защелок, причем стационарные опоры выполнены со ступенчатыми основанияи, установленными в направляющих защелок и закрепленными в них с помощью болтов с гладкими цилиндрическими хвостовиками, расположенными в отверстиях оснований опор.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Королев А.А | |||
| Прокатные станы и оборудование прокатных цехов: Атлас | |||
| - М.: Металлургия, 1981, лист УП-59 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Там же, лист УП-67. | |||

