Изобретение относится к прокатному производству и может быть использовано в качестве прокатной клети широкополосных и листовых станов горячей и холодной прокатки.
Известна прокатная клеть (аналог), включающая станины, рабочие и опорные валки с подушками и гидроблоки, выполненные на стойках станин, в которых установлены гидроцилиндры уравновешивания и прижима рабочих валков (см. А.И.Целиков и др. Машины и агрегаты металлургических заводов. М., Металлургия, 1981, т.3, стр.119, рис.Ш.25).
Недостатком аналога является невозможность устранения боковых зарядов между подушками рабочих валков и гидроблоками, возникающих при износе их контактных поверхностей. Это приводит к появлению продольных динамических нагрузок на подушки и подшипники рабочих валков и снижению их долговечности. Кроме того, при появлении боковых зазоров возникают перекосы рабочих валков в горизонтальной плоскости относительно оси клети, что отрицательно влияет на точность прокатки и качество прокатываемых полос.
Наиболее близким техническим решением (прототипом) является прокатная клеть, включающая станины, рабочие и опорные валки с подушками и гидроблоки, закрепленные на стойках станин внутри их проемов, в которых вертикально установлены поршни со штоками, взаимодействующими с открылками, выполненными на подушках рабочих валков для их уравновешивания и прижима к опорным валкам (см.журнал "Производство проката", 1999, №12, с.18-19, рис.9).
Прототип является более совершенной конструкцией по сравнению с аналогом, так как гидроблоки являются заменяемыми, что позволяет поддерживать боковые зазоры между подушками рабочих валков и гидроблоками в допустимых пределах, а также ремонтировать гидроблоки вне рабочей клети и повторно их использовать. Однако, как и в случае использования аналога, из-за наличия боковых зазоров между гидроблоками и подушками рабочих валков при захвате полосы валками и выходе ее из клети возникают продольные динамические нагрузки, действующие на валки и их подшипники в направлении прокатки. Это вызывает снижение долговечности валков и подшипников.
Из-за неравномерного износа контактирующих поверхностей гидроблоков и подушек в процессе прокатки возникают перекосы рабочих валков относительно опорных и полосы, что приводит к появлению осевых нагрузок на подшипники валков, снижению их работоспособности и разрушению. Перекосы отрицательно влияют на точность прокатки, что характеризуется увеличением поперечной разнотолщинности, волнистости и коробоватости прокатываемых полос и снижением их качества.
Недостатком прототипа также является невозможность применения современного эффективного способа регулирования формы и профиля полосы с использованием прокатки в скрещивающихся валках.
Целью настоящего изобретения является увеличение долговечности валков, их подшипников, повышение точности прокатки и качества прокатываемых полос и обеспечение возможности прокатки полосы в скрещивающихся валках.
Поставленная цель достигается тем, что в прокатной клети, содержащей станины, рабочие и опорные валки с подушками и гидроблоки, закрепленные на стойках станин внутри их проемов, в которых выполнены вертикальные гидроцилиндры с установленными в них поршнями со штоками, взаимодействующими с открылками подушек рабочих валков, между вертикальными гидроцилиндрами в гидроблоках параллельно оси прокатки установлены горизонтальные гидроцилиндры, на штоках которых закреплены вертикальные сегментные упоры, сопряженные по цилиндрическим поверхностям с возможностью относительного поворота в горизонтальной плоскости с планками, взаимодействующими своими наружными плоскими поверхностями с боковыми поверхностями подушек рабочих валков, при этом сегментные упоры и планки расположены в гнездах прямоугольного сечения, выполненных на вертикальных поверхностях гидроблоков.
Изобретение поясняется чертежами, на которых изображены:
Фиг.1 - прокатная клеть - общий вид.
Фиг.2 - вид по стрелке А на фиг.1.
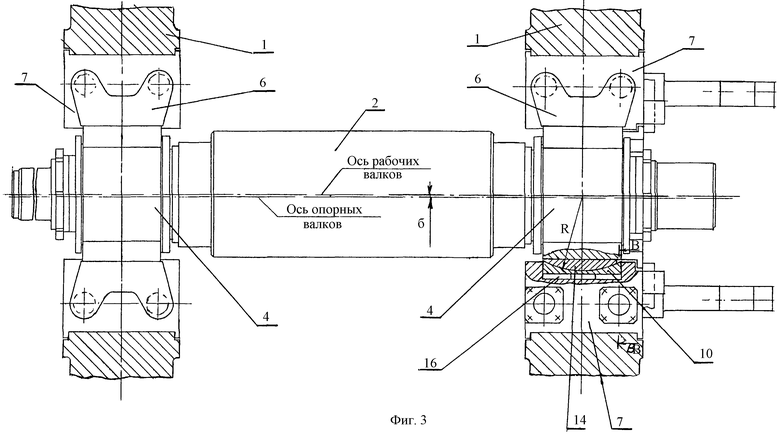
Фиг.3 - разрез по Б-Б на фиг.1.
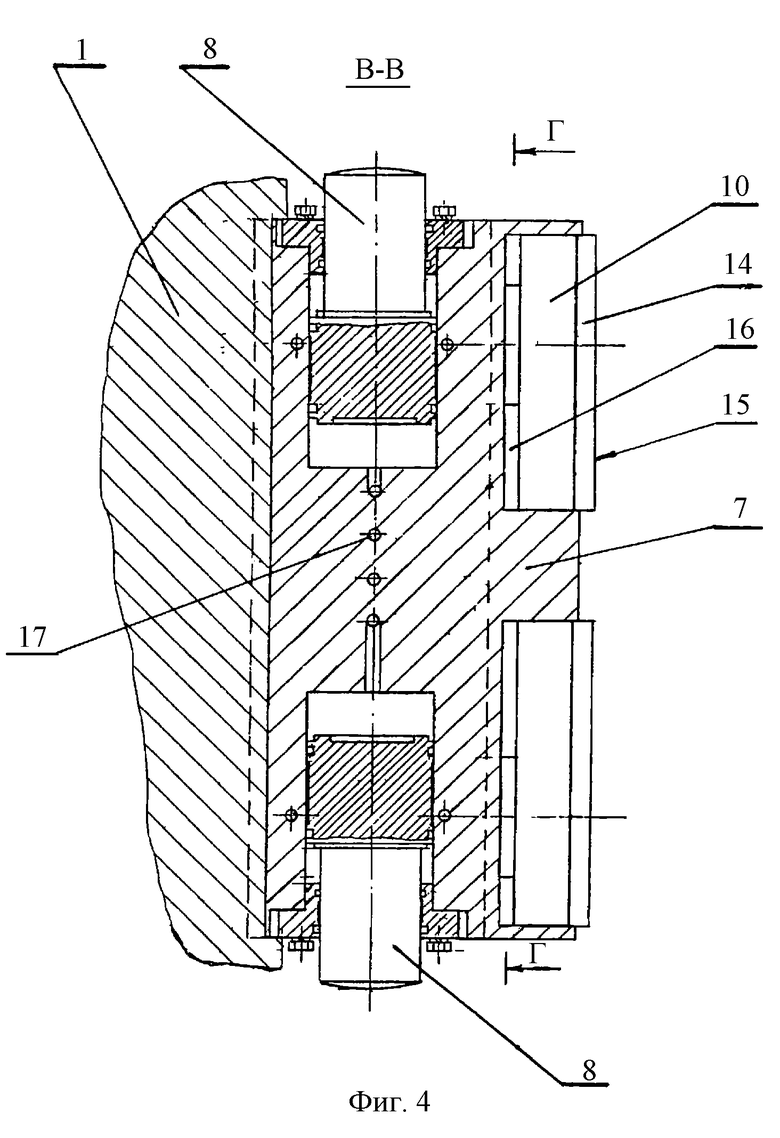
Фиг.4 - разрез по В-В на фиг.3 (масштаб увеличен).
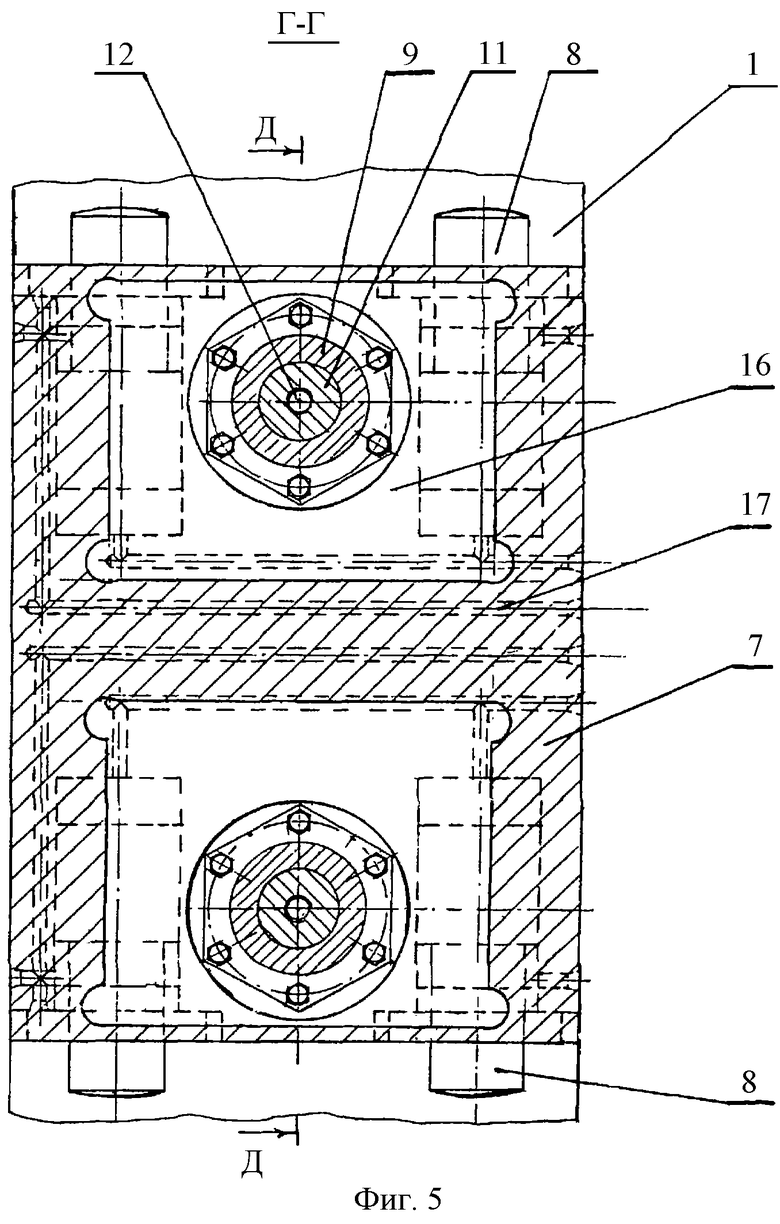
Фиг.5 - разрез по Г-Г на фиг.4.
Фиг.6 - разрез по Д-Д на фиг.5.
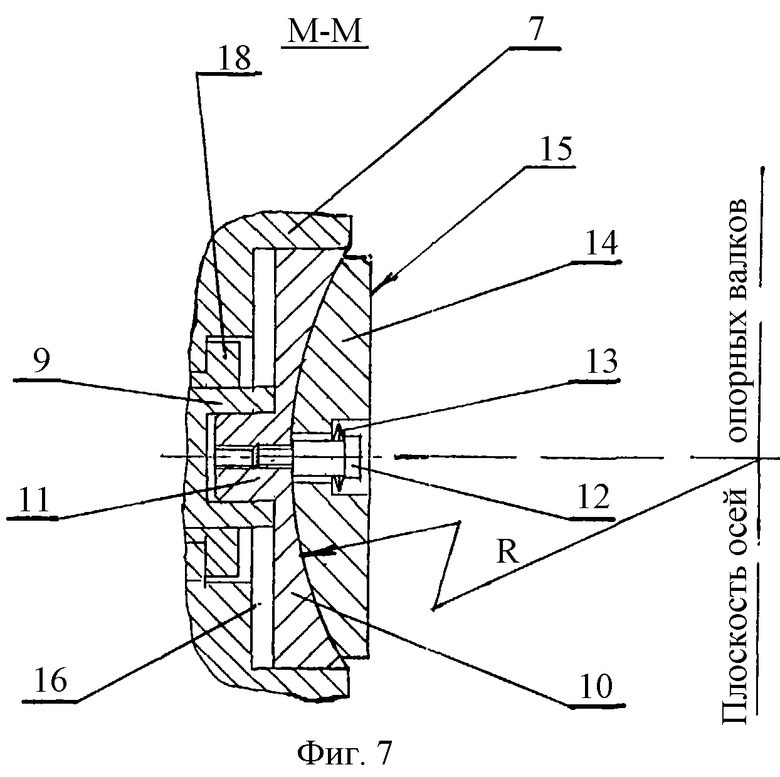
Фиг.7 - разрез по М-М на фиг.6.
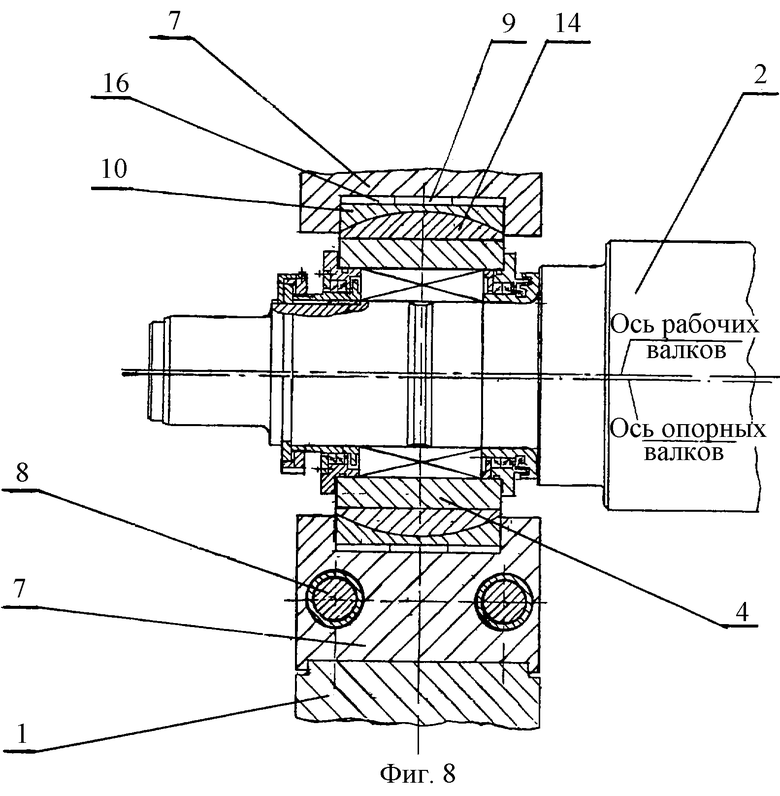
Фиг.8 - разрез по Е-Е на фиг.1.
Прокатная клеть включает станины 1, рабочие валки 2, опорные валки 3, подушки 4 рабочих валков и подушки 5 опорных валков. Рабочие валки установлены со свалом δ относительно опорных в направлении прокатки. На подушках рабочих валков выполнены открылки 6. На стойках станин внутри их проемов закреплены гидроблоки 7, в которых выполнены вертикальные гидроцилиндры с установленными в них поршнями со штоками 8, взаимодействующими с открылками 6 подушек рабочих валков. Вертикальные гидроцилиндры предназначены для уравновешивания верхнего рабочего валка с подушками и поджима нижнего рабочего валка к низшему опорному валку.
Между вертикальными гидроцилиндрами в гидроблоках параллельно оси прокатки выполнены горизонтальные гидроцидиндры, в которых установлены поршни со штоками 9, при этом штоки выполнены меньшего диаметра, чем поршни. На штоках закреплены вертикальные сегментные упоры 10. Крепление упоров 10 на штоках 9 осуществляется посредством установки по посадке с натягом цилиндрических шипов 11, выполненных на упорах, в глухих расточках, выполненных на торцах штоков 9.
На сегментных упорах 10 с помощью болтов 12 с пружинными шайбами 13 с возможностью поворота в горизонтальной плоскости закреплены планки 14, сопряженные с упорами 10 по вертикальным цилиндрическим поверхностям радиуса R, ось которых проходит через плоскость осей опорных валков (фиг.3). Планки 14 своими наружными плоскими поверхностями 15 взаимодействуют с боковыми поверхностями подушек 4 рабочих валков.
На вертикальных поверхностях гидроблоков, обращенных к боковым поверхностям подушек рабочих валков, выполнены гнезда 16 прямоугольного сечения, в которых установлены сегментные упоры 10 и планки 14. Установка упоров и планок в таких гнездах обеспечивает их устойчивое положение в гидроблоках и исключает нагружение штоков 9 горизонтальных гидроцилиндров силами, действующими в вертикальной плоскости, что способствует повышению работоспособности гидроцилиндров.
Для подвода рабочей жидкости к гидроцилиндрам в гидроблоках выполнены каналы 17. Каналы выполнены так, что подводы к ним рабочей жидкости осуществляются с наружной стороны клети - со стороны привода и перевалки, что обеспечивает удобство обслуживания клети и сокращает продолжительность перевалок.
Для уплотнения и обеспечения устойчивости положения штоков 9 с поршнями в расточках гидроблоков 7 установлены грундбуксы 18. Между грундбуксами и поршнями образуются кольцеобразные полости 19, в которые подается рабочая жидкость при отводе упоров 10 с планками 14 от подушек 4 рабочих валков.
Конструкция прокатной клети обеспечивает ее работу при отсутствии боковых зазоров в соединениях между гидроблоками 7 и подушками 4 рабочих валков. Это достигается зажимом подушек 4 планками 14 с помощью горизонтальных гидроцилиндров с поршнями и штоками 9.
При завалке и вывалке рабочих валков 2 с подушками 4 из клети упоры 10 с планками 14 разводятся для свободного прохода валков и подушек. При зажиме подушек рабочая жидкость подается в поршневую полость горизонтальных гидроцилиндров, при освобождении подушек жидкость подается в кольцеобразные полости 19 и упоры 10 с планками 14 разводятся.
Благодаря отсутствию боковых зазоров в соединениях между гидроблоками и подушками рабочих валков значительно снижаются продольные динамические нагрузки на валки и их подшипники.
Это улучшает условия работы валков и подшипников и способствует существенному повышению их долговечности. Уменьшается износ контактирующих поверхностей подушек и планок, что сохраняет положение валков, установленное при настройке клети, и их взаимную параллельность при прокатке. Благодаря этому устраняются перекосы рабочих валков относительно опорных и полосы и уменьшаются осевые нагрузки на подшипники валков, что также способствует повышению их долговечности. Кроме того, устранение перекосов способствует повышению устойчивости, точности прокатки и качества прокатываемых полос.
Управление горизонтальными гидроцилиндрами осуществляется индивидуально. Это позволяет даже в случае неравномерного износа боковых контактных поверхностей подушек за счет перемещения штоков 9 на различное расстояние устанавливать взаимно параллельное положение рабочих и опорных валков и устранять осевые нагрузки.
Конструкция клети обеспечивает возможность ее работы в различных режимах: в обычном режиме продольной прокатки, в режиме прокатки при отсутствии боковых зазоров между планками 10 и подушками 4 и в режиме прокатки со скрещиванием рабочих валков.
При работе в режиме обычной продольной прокатки узлы, состоящие из сегментных упоров 10 и планок 14, заменяют на цельные плоские планки с такими же шипами 11, как на упорах 10. Плоские планки, установленные в гидроблоках со стороны выхода полосы из клети, утапливают до упора в дно гнезд 16. Эти планки являются базовыми, обеспечивающими взаимную параллельность валков и требуемую величину "свала". Плоские планки, установленные в гидроблоках о другой стороны, выполняются подвижными о возможностью их установки с требуемым боковым зазором с подушками для свободной завалки или вывалки валков при перевалках.
При работе с выбором боковых зазоров предварительная настройка плоских планок остается такой же, однако при прокатке планки со стороны входа полосы в клеть поджимают подушки к базовым планкам и выбирают боковые зазоры.
При работе клети с сегментными упорами 10 и планками 14 также возможна продольная прокатка с выбором боковых зазоров. В этом случае отпадает необходимость в установке рабочих валков со "свалом" относительно опорных. Оси валков устанавливают в одной вертикальной плоскости путем изменения положения подушек рабочих валков с помощью упоров 10 и планок 14. При такой установке валков обеспечивается возможность автоматического поддержания взаимной параллельности рабочих и опорных валков независимо от износа боковых поверхностей подушек рабочих валков и планок 14 и соответственно исключаются осевые нагрузки, повышается долговечность подшипников валков, устойчивость и точность прокатки.
Наиболее существенным преимуществом предлагаемой клети по сравнению с клетями известной конструкции является возможность ее использования для реализации процесса прокатки в скрещивающихся валках. Скрещивание осуществляется путем смещения подушек рабочих валков в продольном направлении со стороны привода и перевалки в противоположные стороны из исходного положения, при котором оси валков расположены в одной плоскости. При скрещивании подушки с планками 14 разворачиваются в горизонтальной плоскости по цилиндрическим поверхностям сопряжения планок с сегментными упорами 10 радиуса R, оси которых пересекаются с осью рабочих валков (фиг.8). Изменяя положение подушек с помощью горизонтальных гидроцилиндров, можно изменять как величину угла скрещивания валков, так и положение сечения скрещивания относительно оси прокатки. Это существенно повышает гибкость и эффективность управления процессом прокатки и регулирования профиля и формы прокатываемых полос в сравнении с известными способами прокатки в скрещивающихся валках и соответственно повышает качество проката.
Таким образом, применение предлагаемого изобретения обеспечивает достижение поставленной цели и способствует повышению надежности оборудования клети и качества прокатываемых полос.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОКАТНАЯ КЛЕТЬ | 1997 |
|
RU2120829C1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1996 |
|
RU2103080C1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1996 |
|
RU2103079C1 |
| УЗЕЛ ОПОРНОГО ВАЛКА | 1995 |
|
RU2088354C1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1997 |
|
RU2110341C1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1997 |
|
RU2121898C1 |
| РАБОЧАЯ КЛЕТЬ ЛИСТОВОГО ПРОКАТНОГО СТАНА | 1992 |
|
RU2014919C1 |
| КОМПЛЕКТ ПОДУШЕК ПРОКАТНЫХ ВАЛКОВ | 1992 |
|
RU2025158C1 |
| Прокатная клеть | 1990 |
|
SU1755982A1 |
| Линия клети прокатного стана | 1989 |
|
SU1708461A1 |


Использование: изобретение относится к прокатному производству, в частности, к клетям широкополосных и листовых станов горячей и холодной прокатки. Сущность: прокатная клеть включает станины, рабочие и опорные валки с подушками и гидроблоки, закрепленные на стойках станин внутри их проемов, в которых выполнены вертикальные гидроцилиндры с установленными в них поршнями со штоками, взаимодействующими с открылками подушек рабочих валков, при этом между вертикальными гидроцилиндрами в гидроблоках параллельно оси прокатки выполнены горизонтальные гидроцилиндры, на штоках которых закреплены вертикальные сегментные упоры, сопряженные по цилиндрическим контактным поверхностям с возможностью относительного поворота в горизонтальной плоскости с закрепленными на них планками, взаимодействующими своими наружными плоскими поверхностями с подушками рабочих валков, при этом сегментные упоры и планки установлены в гнездах прямоугольного сечения, выполненных на вертикальных поверхностях гидроблоков. Изобретение обеспечивает увеличение долговечности валков, повышение точности прокатки и качества прокатываемых полос и обеспечение возможности прокатки полосы в скрещивающихся валках. 8 ил.

Прокатная клеть, включающая станины, рабочие и опорные валки с подушками и гидроблоки, закрепленные на стойках станин внутри их проемов, в которых выполнены вертикальные гидроцилиндры с установленными в них поршнями со штоками, взаимодействующими с открылками подушек рабочих валков, отличающаяся тем, что между вертикальными гидроцилиндрами в гидроблоках параллельно оси прокатки выполнены горизонтальные гидроцилиндры, на штоках которых закреплены вертикальные сегментные упоры, сопряженные по цилиндрическим контактным поверхностям с возможностью относительного поворота в горизонтальной плоскости с закрепленными на них планками, взаимодействующими своими наружными плоскими поверхностями с подушками рабочих валков, при этом сегментные упоры и планки установлены в гнездах прямоугольного сечения, выполненных на вертикальных поверхностях гидроблоков.
| Производство проката, 1999, №12, с.18-19, рис.9 | |||
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1998 |
|
RU2147949C1 |
| УЗЕЛ ОСЕВОЙ ФИКСАЦИИ ПОДУШЕК ПРОКАТНЫХ ВАЛКОВ | 1995 |
|
RU2086320C1 |
| Узел рабочих валков прокатной клети | 1990 |
|
SU1773519A1 |
| УСТАНОВКА ДЛЯ ПАЙКИ | 0 |
|
SU239004A1 |
| US 5782127 A, 21.07.1998. | |||

