Изобретение относится к судостроению, более конкретно, к способам скругления свободных кромок корпусных деталей. При существенных способах резки листовых деталей образуются острые кромки, и, если эти детали красятся или чем-либо покрываются, то краска или покрытие на таких кромках не удерживаются. Для того, чтобы краска или покрытие надежно удерживались на кромке, последняя должна иметь радиус скругления 1-3 мм.
Существующие сегодня способы связаны с механическим воздействием на кромку, они трудоемки и непроизводительны.
Так, согласно авт. св. N 1632550 этот процесс осуществляют червячным инструментом, по авт. св. N 1673311 - фрезерованием, авт. св. N 1673312, 1673314 и т.п. - зачистным инструментом, по авт. св. N 1646637 - при помощи прокатных роликов.
Таким же путем идет и зарубежная практика. Например, согласно патенту США N 5228190, кл. B 21 D 19/08 устройством роликового типа кромку развальцовывают.
Известно решение по патенту Германии N 4301392, по B 21 D 19/12, где эта операция осуществляется фальцовочным инструментом.
Согласно заявка Японии N 5-2749-7 кл. B 21 D 19/08 при обработке кромок заготовок из листовой стали сначала осуществляют обжиг заготовки для снятия деформации, а затем кромку заготовки обрабатывают в прессе. Известны также решения с фрезерной обработкой.
Этому решению также присущи недостатки, связанные с механическим воздействием на кромку, а именно: недостатком механической обработки является ее высокая трудоемкость на погонный метр кромки и низкое качество обработки. Так, у детали, выходящей из-под газовой резки, кромка имеет высокую твердость, что затрудняет возможность ее обработки и приводит к быстрому износу механического инструмента. Процесс низкопроизводителен, кромка на разных участках имеет разный радиус скругления, при обработке образуется металлическая пыль, стружка и так далее.
При проверке патентоспособности не выявлено средства того же назначения, что и заявленное, что свидетельствует об отсутствии у данного решения прототипа.
Задачей изобретения является упрощение способа скругления кромок, повышение качества их обработки по всей ее длине, снижение трудоемкости работ, повышение производительности процесса.
Для решения поставленной задачи предлагается производить скругление кромок путем сжигания материала вершины кромки, разогретого с помощью ТВЧ (токов высокой частоты) в среде какого-либо окислителя. Токи высокой частоты распространяются только по поверхности детали и при переходе с одной плоскости на другую через кромку разогревают металл кромки, при этом деталь остается относительно холодной. При подаче в зону нагрев окислителя металл вершины кромки, разогретой до температуры плавления, сгорает, а сама деталь не горит. Скорость сжигания кромки зависит от мощности ВЧ-генератора, что позволяет резко интенсифицировать процесс. Подбором режимов можно обеспечить стабильность процесса вдоль всей кромки, чего нельзя обеспечить механическими средствами. При таком способе процесс течет интенсивно, сжигается только вершина, процесс поддается регулировке, т.е. можно обеспечить равенство радиуса скругления на всем протяжении кромки. Указанные признаки являются новыми, неизвестными из уровня техники, очевидным способом из него не вытекают, что позволяет считать решение новым и соответствующим уровню техники.
Изобретение может быть воспроизведено на известных материалах с использованием известного оборудования и материалов и отвечает критерию промышленной применимости.
Изобретение представлено на чертеже, где 1 - деталь; 2 и 3 - индуктирующий провод.
Пример конкретного использования изобретения.
Для скругления стальной пластины радиусом 1 - 1,5 мм при длине индуктора 57 мм наиболее эффективной является частота 1,76 МГц и мощность 20 кВт.
Скорость обработки - 20 м/мин. Сжигание проводится в среде O2. Кромки разогревают индуктором до температуры плавления и сжигают в струе O2, подаваемого из баллона.
Использование изобретения увеличивает производительность процесса, улучшает качество кромки детали, дальнейшую обработку и окраску, снижает трудоемкость процесса. Процесс этот не силовой. Способ бесконтактен и имеет все присущие этому обстоятельству преимущества (нет стружки, брызг, крошки, металлической пыли).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ ДВОЯКОЙ КРИВИЗНЫ | 2000 |
|
RU2194588C2 |
| СПОСОБ СВАРКИ ТОКАМИ ВЫСОКОЙ ЧАСТОТЫ | 1995 |
|
RU2106947C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КОНУСОВ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 1990 |
|
RU2011455C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ ВАКУУМНО-ГРАВИТАЦИОННОЙ ОЧИСТКИ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1996 |
|
RU2116848C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ГНУТЫХ ЛИСТОВЫХ ДЕТАЛЕЙ | 2000 |
|
RU2194589C2 |
| УСТАНОВКА ДЛЯ ВЫСОКОЧАСТОТНОЙ СВАРКИ | 1994 |
|
RU2066610C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ДВОЯКОЙ КРИВИЗНЫ | 2000 |
|
RU2194587C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОЙ КОНСТРУКЦИИ С КРИВОЛИНЕЙНОЙ ПОВЕРХНОСТЬЮ | 2003 |
|
RU2246365C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ГНУТЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И ГИБОЧНО-ПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2191082C2 |
| УСТАНОВКА ДЛЯ ВЫСОКОЧАСТОТНОЙ СВАРКИ | 1994 |
|
RU2084318C1 |
Способ может быть использован при скруглении свободных кромок корпусных листовых деталей, предназначенных для дальнейшей окраски или нанесения покрытия. Кромки разогревают токами высокой частоты, а разогретый металл сжигают в среде окислителя. 1 ил.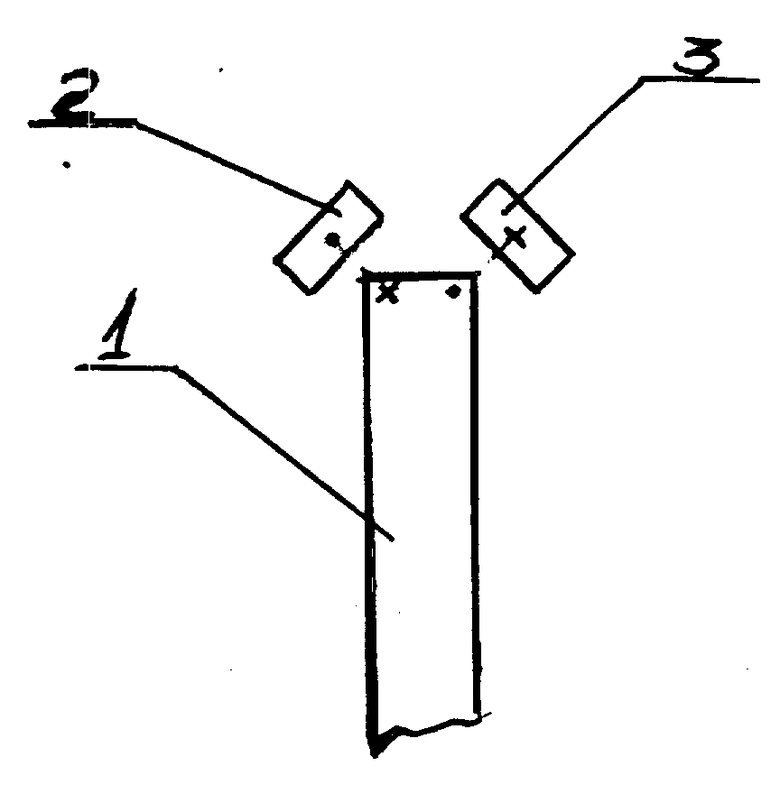
Способ скругления кромок корпусных листовых деталей после их вырезки, заключающийся в том, что кромку детали разогревают токами высокой частоты, а разогретый металл сжигают в среде окислителя.
