Изобретение относится к металлообработке, а конкретно - к электродуговой очистке в вакууме длинномерных изделий, в частности листового проката.
Существуют различные способы очистки стального проката (листового и профильного) от окалины, ржавчины и грязи. В настоящее время в основном используются следующие способы:
- химическая очистка с применением различных химикатов;
- дробеметная очистка с помощью абразивных материалов.
Недостатками указанных способов очистки является недостаточное качество, неэкологичность процессов, шум в случае применения дробеметной очистки.
Известны способы поверхностной обработки деталей плазмой. В авт. св. СССР N 1648663, B 23 K 10/00 описан способ поверхностной обработки деталей импульсной плазмой. При этом обрабатываемые детали помещают в камеру. Камеру сначала вакуумируют, а затем выполняют инертным газом, после чего между двумя электролитами возбуждают плазменный разряд и обработку ведут в газовой струе.
Известно решение по заявке Японии N 297534 "Плазменная обработка поверхности". Обработка производится плазмой низкого давления также в атмосфере инертного газа.
Оба способа сложны в реализации, требуют сложного оборудования, обеспечивающего подачу инертного газа под давлением, и поэтому пригодны только для обработки мелких деталей.
В авт. св. СССР N 476041; 592058; 719710 описаны способы очистки металлопроката при помощи устойчивого дугового разряда в вакууме (электродуговая вакуумная очистка), позволяющие удалять окалину, ржавчину и другие загрязнения дугой постоянного тока, горящей между обрабатываемым изделием и массивным электродом, помещенным в вакуумную камеру, где поддерживается давление ниже 10 Па. Недостатком перечисленных способов является некачественная очистка.
Для очистки подобным способом плоского металлического проката в виде ленты шириной до 403 мм, толщиной 1 - 4 мм в горизонтальном положении создана промышленная установка, по конструкции и устройствам которой получено несколько авторских свидетельств (авт. св. СССР N 1311082; 1319391; 1340829 ДСП). Установка состоит из вакуумной камеры с электродным узлом в виде параллельных призм, установленных зеркально с обеих сторон обрабатываемой ленты, перемещающейся между ними в горизонтальной плоскости, вводной и выводной шлюзовых систем средств создания вакуума и транспортирования проката, средства возбуждения дугового разряда и источника тока с токоподводами. Но такая установка не позволяет реализовать процесс очистки листов в виде карточек большой ширины, длины и толщины.
Электродуговая вакуумная очистка стальных листов в виде карточек размерами 1,6 • 6 м и толщиной от 2 до 8 мм может быть выполнена на экспериментальной установке (Ширшов И.Г. Электродуговая вакуумная очистка стального листового проката, ж. Судостроение 1993, N 10). Установка состоит из входной рабочей и выходной вакуумных камер с транспортной системой в виде приводного рольганга, которым объект обработки в горизонтальном положении перемещается из входной камеры в рабочую, проходя между верхним и нижним рядами электродов, выполненных ниже так же, как в установке для очистки ленты, в виде параллельных призм, а затем в приемную камеру. У установки отсутствуют шлюзовые системы, поскольку они неэффективны при перемещении толстых листов.
Однако указанная установка не обеспечивает требуемого качества очистки горизонтально расположенной поверхности большой ширины, т.к. возникающие при электродуговой вакуумной очистке загрязнения: частицы окалины, неразложившиеся на чистое железо и кислород, продукты сгорания загрязнений поверхности и частицы окалины с поверхности электродов, падающие вниз на поверхность листа, создают вторичное загрязнение, требующее дополнительной очистки при менее жестких режимах, что снижает производительность и экономичность процесса.
При проверке патентоспособности не выявлено способа и устройства для его реализации того же назначения, что и заявленные, что свидетельствует об отсутствии у данного решения прототипа.
Целью изобретения является создание способа и устройства, обеспечивающих возможность очистки листового металлопроката во всем диапазоне размеров и толщин при отсутствии вторичного загрязнения очищенной поверхности и, как следствие, повышение качества, производительности и экономичности.
Указанная цель достигается созданием способа электродуговой вакуумно-гравитационной очистки и устройства для его осуществления, устраняющих возможность появления вторичного загрязнения очищенных поверхностей листа при выполнении электродуговой вакуумной очистки.
Для этого в способе дуговой очистки длинномерных металлических изделий при помощи воздействия на них устойчивого дугового разряда в вакууме в процессе очистки на отделяющиеся от изделия частицы загрязнений (окалина, ржавчина) воздействуют силами гравитации. Согласно способу обрабатываемое изделие в вертикальном положении неподвижно или перемещают в поле воздействия электрической дуги.
К перемещаемым под действием сил гравитации частицам прикладывают дополнительное усилие, способствующее увеличению скорости перемещения частиц под действием этой силы.
Для реализации этого способа заявляется устройство, выполненное в виде вакуумной камеры в вертикальном исполнении, разделенной на чередующиеся рабочие и технологические зоны, электроды рабочих зон в вертикальной плоскости с 2-х сторон очищаемого изделия. Устройство содержит также механизм точного мерного шагового перемещения очищаемого изделия, установленный на днище устройства с возможностью горизонтального и вертикального перемещения его рабочего органа. Кроме того, устройство содержит механизм отсоса в виде приемных патрубков, размещенный в нижней части устройства по обе стороны разрядного пространства.
Сущность способа заключается в использовании сил гравитации для предотвращения повторного загрязнения уже очищенных участков поверхности металла от неразложившихся на кислород и железо окалины и ржавчины, попадающих на очищенные участки поверхности с еще неочищенных участков, граничащих с ними и подвергающихся воздействию дуги. При вертикальном расположении очищаемой поверхности очищаемого металла загрязняющие его частицы окалины и ржавчины перемещаются вниз, не разлетаясь в вакууме в стороны и минуя очищенные ранее участки поверхности металла.
Способ обеспечивает совместное компактное перемещение частиц с одинаковой скоростью независимо от массы каждой из них и отсутствие их разлета в стороны под воздействием воздуха и других газов. При этом компактность и одинаковая скорость перемещения загрязняющих частиц в нижнюю часть камеры обеспечиваются наличием вакуума и нижним расположением на корпусе камеры приемных патрубков вакуумной системы, поддерживающей вакуум на заданном уровне.
Заявляемые признаки являются новыми, очевидным путем не вытекают из предшествующего уровня техники и могут быть воспроизведены известными технологическими средствами с применением известного оборудования и материалов, что позволяет считать решение новым, соответствующим изобретательскому уровню и промышленно применимым.
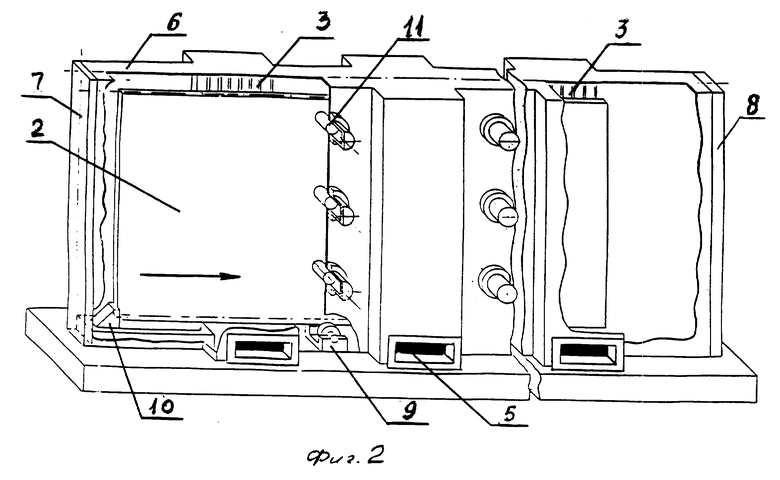
Изобретение представлено на фиг. 1, где даны схема воздействия дуги 1 на изделие 2, подлежащее очистке, помещенное между электродами 3, и схема 4 перемещения загрязнений под воздействием гравитационных сил к приемным патрубкам 5.
На фиг. 2 изображено защитное устройство - установка вертикального типа для электродуговой вакуумно-гравитационной очистки, в состав которой входят вакуумная камера 6, входной 7 и выходной 8 затворы вакуумной камеры, через которые в нее подается и выводится очищаемое изделие, например лист 2 по общей транспортной системе 9, устройство для мерной подачи листа с подпружиненным утапливаемым упором 10, фиксаторы-токоподводы 11, приемные патрубки 5 откачивающей воздух вакуумной системы, электроды 3.
Пример.
Между электродами помещают изделие, например лист, подлежащий очистке, который зажимается между фиксаторами-токоподводами. Закрываются затворы и создается вакуум порядка 8 • 10-2 - 10 -2 мм рт. ст. На электроды и на лист подают ток силой 100 - 400 А (в зависимости от заданной производительности процесса). Зажигается дуга зазора между электродами и поверхностями листа при помощи известного устройства. В процессе очистки лист может сохранять неподвижное положение или может перемещаться в горизонтальном направлении параллельно плоскостям электродов.
После очистки выключается дуга, снимается напряжение и вакуумирование и лист удаляется из установки.
Устройство работает следующим образом.
Открывается входной 7 и выходной 8 затворы вакуумной камеры 6 и лист 2 подается в камеру по общей транспортной системе 9 до положения, когда задняя кромка листа пройдет утопленный листом подпружиненный упор 10, после чего последний поднимается, упирается в кромку и фиксирует таким образом начальное положение листа на передней позиции очистки. После этого лист зажимается в вертикальном положении между фиксаторами-токоподводами 11, закрываются затворы и через приемные патрубки 5 откачивают воздух вакуумной системой до остаточного давления 10-2 мм рт. ст., зажигаются электрические дуги между электродами 3 и поверхностями листа 2, производится очистка углов листа, находящихся между электродами на первой позиции очистки. Появляющиеся при этом неразложившиеся на чистое железо и кислород частицы окалины и частицы других загрязнений под воздействием сил гравитации падают вниз, минуя очищенную поверхность металла и не оседая на ней, и удаляются вместе с газовыми выделениями через приемные патрубки 5 вакуумной системы. После окончания очистки участков листа на первой позиции лист упором толкателя перемещается на вторую позицию очистки. При этом в зоны действия электродов 3 попадают ранее не очищенные участки, граничащие с уже очищенными. При очистке этих участков загрязняющие частицы могут не только перемещаться вниз под воздействием сил гравитации, но и разлетаться в стороны, оседая на граничащих с ними ранее очищенных поверхностях на первой позиции. Наличие же вакуума, в котором частицы с малыми массами падают с такой же скоростью, как и более тяжелые частицы, т.е. компактно, предупреждает загрязнение не только очищаемой, но и соседней, ранее очищенной поверхности.
После окончания очистки в камеру напускается воздух, открываются затворы 7 и 8, и очищенный лист выводится из камеры 6, а одновременно со стороны входного затвора вводится новый лист.
Использование изобретения позволит существенно повысить качество очистки, обеспечить полную экологическую чистоту, сократить производственные площади, уменьшить энергозатраты.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КАТОДНО-ВАКУУМНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 1996 |
|
RU2118399C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1999 |
|
RU2145645C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1999 |
|
RU2171721C2 |
| СПОСОБ ОЧИСТКИ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2139151C1 |
| Способ очистки металлической поверхности | 1990 |
|
SU1703207A1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ ЛЕНТ ИЛИ ПРОВОЛОКИ В ВАКУУМЕ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 1998 |
|
RU2153025C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ ОЧИСТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2007 |
|
RU2347010C2 |
| СПОСОБ ВАКУУМНО-ДУГОВОЙ ОЧИСТКИ ПРОВОЛОКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2135315C1 |
| СПОСОБ ОЧИСТКИ ПОВЕРХНОСТИ ЖЕЛЕЗНОГО ЭЛЕКТРОДА ОТ ОКИСЛОВ | 2022 |
|
RU2784636C1 |
| УСТАНОВКА ДЛЯ МЕХАНИЗИРОВАННОГО УДАЛЕНИЯ ЖИДКОСТНЫХ ОСТАТОЧНЫХ СРЕД РАЗЛИЧНОЙ ВЯЗКОСТИ | 1995 |
|
RU2107563C1 |
Изобретение относится к металлообработке, более конкретно к электродуговой очистке длинномерных изделий в вакууме. Для повышения качества очистки, производительности процесса и обеспечения экологической чистоты способа частицам дугового разряда обеспечивают возможность движения под действием сил гравитации. Устройство для реализации способа содержит вакуумную систему, электроды для образования дуги, механизм увеличения скорости движения частиц под действием силы гравитации и установленные в вертикальной плоскости с двух сторон относительно очищаемого изделия в рабочих зонах электроды. 2 с. и 4 з.п. ф-лы, 2 ил.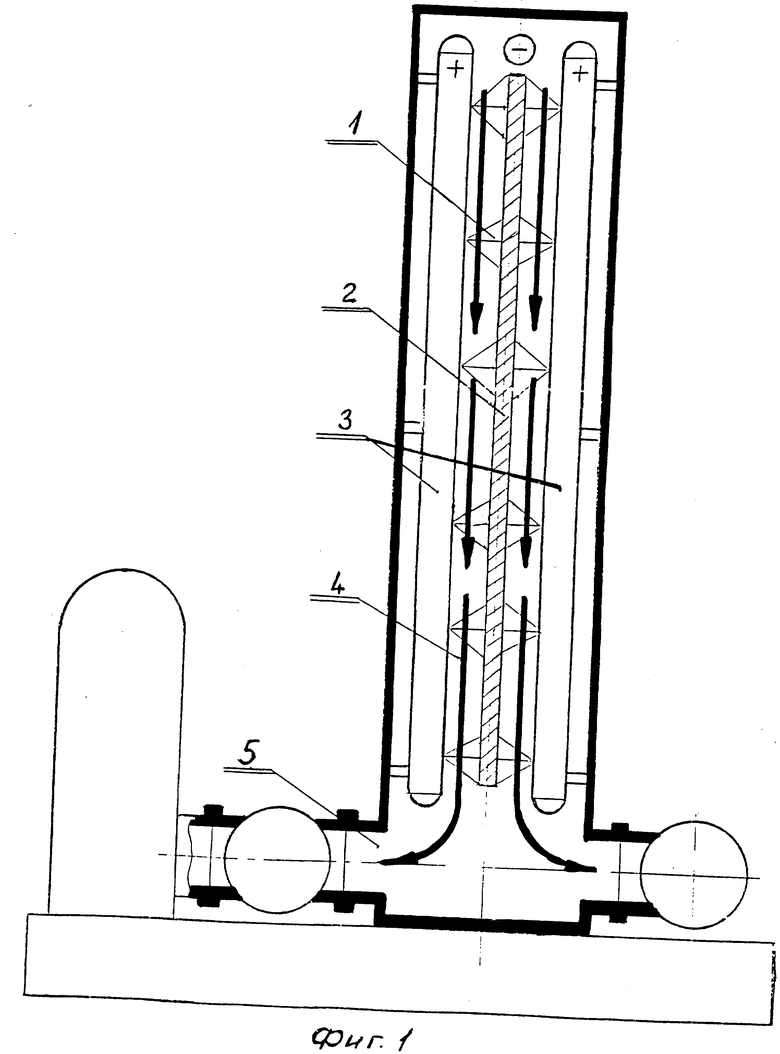
| Ширшов И.Г | |||
| Электродуговая вакуумная очистка листового проката | |||
| Судостроение, 1993, N 10. |

