Изобретение относится к обработке металлов давлением и может быть применено при изготовлении сварных конструкций в металлообрабатывающей промышленности.
Известны и широко применяются способы изготовления сварных конструкций с криволинейной поверхностью с первоначальным формообразованием - гибкой деталей обшивки и набора (замковые соединения, арматура, ребра жесткости, накладки и т.п.) и последующей сваркой, как правило, в стендах и постелях с соответствующей криволинейной поверхностью. После операции сварки для таких конструкций требуется устранение полученных сварочных деформаций изгибом на прессах или местными нагревами (см. Куклин О.С., Михайлов B.C., Ширшов И.Г. Проблемы повышения качества изготовления корпусных конструкций. Л., Судостроение, 1988 г.).
Эти традиционные методы изготовления сварных конструкций требуют большого объема пригоночных и сварочных работ, выполняемых по неудобной криволинейной поверхности с высоким уровнем фондо-, энерго- и трудоемкости процессов.
В последние годы находят развитие способы локально-последовательного и ротационно-локального деформирования листовых деталей, обеспечивающие существенное снижение как усилий деформирования, так и фондо- и энергоемкости процессов (см. Александров В.Л., Горбач В.Д., Куклин О.С., Шабаршин В.П. Высокие прорывные технологии гибки и правки. - “Вестник технологии судостроения”, 1998, №4).
Аналогами предлагаемому способу можно считать целый ряд российских патентов, выданный на способы и устройства на указанные ресурсосберегающие технологии формообразования, см., например, патенты: №2194887, 2194888 по последовательному локальному деформированию и патенты №2102170, 2191082, 2194589 по ротационно-локальному деформированию.
Наиболее близким по совокупности признаков к заявляемому способу является патент №2199408 на "Способ формообразования гнутых листовых деталей", который и принят за прототип. Этот способ заключается в приложении изгибающих нагрузок за один или несколько переходов по площади заготовки, причем нагрузки прикладывают локально-последовательно или ротационно-локально.
Недостаток указанного способа формообразования гнутых листовых деталей - это возможность его применения только для формообразования листовых деталей, поэтому сварку всей конструкции с использованием этого способа можно будет производить только после процесса формообразования, т.е. с большим объемом пригоночных и контрольных работ по сборке и, следовательно, с высоким уровнем энерго- и трудоемкости процесса.
Задачей настоящего изобретения является снижение трудоемкости и ресурсосбережение при изготовлении сварных конструкций с криволинейной поверхностью. Техническим результатом, за счет которого решается указанная задача, является повышение точности заданных криволинейных поверхностей конструкции при упрощении техпроцесса за счет уменьшения количества его переходов.
Указанный результат достигается за счет того, что в предлагаемом способе первоначально выполняют сварку листов конструкции между собой и деталей, располагающихся на поверхности листов, а затем осуществляют операцию приложения локальных изгибающих усилий за один или несколько переходов по поверхности сваренной конструкции последовательным или ротационным формообразованием. При этом начинают формообразование с наиболее близкого прохождения верхнего деформирующего элемента к приварным деталям по краям и по концам листа, а в качестве верхнего деформирующего элемента используют нажимной ролик или пуансон, а в качестве нижнего - ролик или двухопорную балку. В результате применения способа с такой последовательностью операций отпадает необходимость устранения сварочных деформаций после первичной сварки, так как они устраняются одновременно с формообразованием. Кроме того, начало формообразования от деталей, находящихся у краев листа, обеспечивает наиболее полную подгибку кромок и выступающие после гибки приварные детали не мешают последующему формообразованию. По завершении формообразования устанавливают и приваривают детали, примыкающие к изогнутой поверхности конструкции.
В частном случае предлагаемого решения начальную сварку конструкции выполняют в положении, удобном для сборки и сварки, например, на горизонтальном сварочном столе.
В другом частном решении, для повышения точности получения формы заданной криволинейной поверхности, ось прохождения изгибающих усилий от верхнего деформирующего элемента должна находиться от ближайшего сварного шва на расстоянии не более 5 толщин изгибаемого листа. В этом случае, как показали проведенные экспериментальные исследования на установке ротационно-локальной гибки АГПМ-15М (см. Отчет о НИР ФГУП "ЦНИИТС" ГКЛИ-3210-089-2002), обеспечивается подгибка кромок и минимальное воздействие на сварной шов и в то же время исключается влияние краевых эффектов и приварных деталей на точность формообразования.
В другом частном случае приварные детали, примыкающие к изогнутой поверхности конструкции, привариваются после завершения формообразования конструкции и при их монтаже служат шаблоном для контроля формы кривизны поверхности конструкции, полученной после гибки.
Сущность изобретения поясняется чертежами, на которых изображены схемы приложения усилий и вид сварной шпунтовой сваи, изготовленной по техническим условиям ТУ 5264-001-39423320-2002:
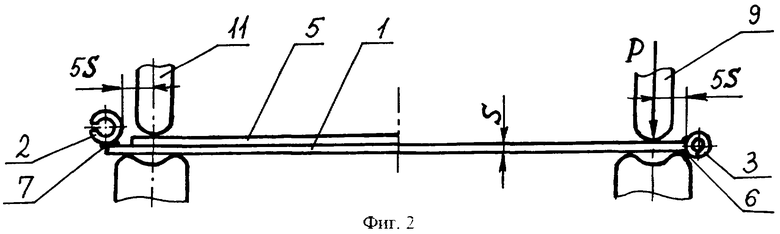
Фиг.1 - поперечное сечение окончательной формы изготовленной конструкции;
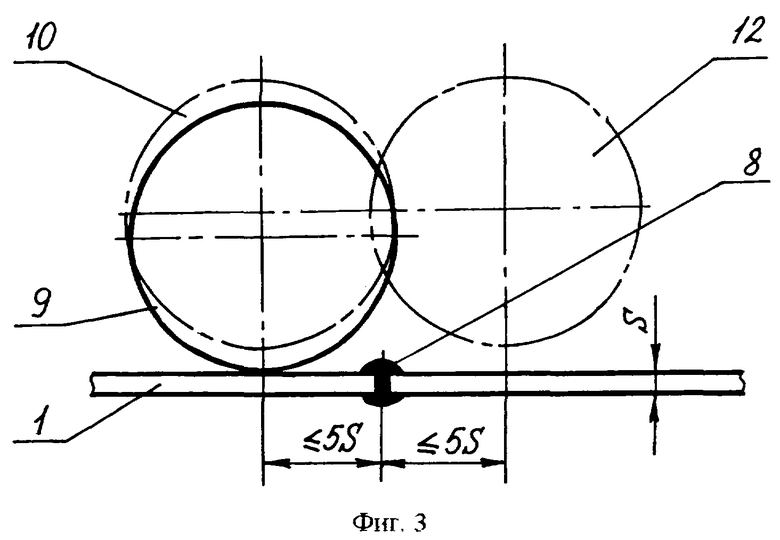
Фиг.2 - схема приложения начального изгибающего усилия формообразования после сварки конструкции в удобном горизонтальном положении;
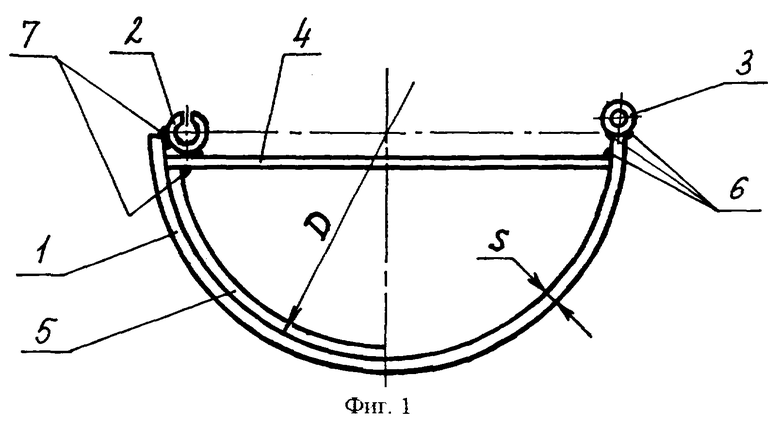
Фиг.3 - схема приложения изгибающих усилий у стыкового сварного шва листовой детали.
Полностью изготовленная сварная конструкция (Фиг.1) состоит из листов 1, согнутых по диаметру D, приварных деталей в виде элементов замкового соединения 2 и 3, бракеты 4, пересекающей в виде хорды изогнутую поверхность конструкции, и скрепляющего накладного листа 5. Приварные детали сварены с листами 1 угловыми швами 6 и 7, а листы 1 соединены между собой по длине стыковым швом 8 (Фиг.3).
Изготовление данной сварной конструкции по предлагаемому способу осуществляют следующим образом: в горизонтальном удобном для сварки положении к состыкованным и сваренным между собой листам 1 толщиной S привариваются детали 2, 3, 5 (Фиг.2). Затем с началом формообразования верхним деформирующим элементом в виде ролика 9, который прокатывается с изгибающим усилием Р по поверхности листов 1 на расстоянии не больше 5S его оси от ближайшего сварного шва 6 приварной детали 3, производится подгибка первой кромки до требуемого радиуса D/2, затем ролик переводится к другому краю заготовки в положение 11 и осуществляется подгиб следующий кромки конструкции с приварной деталью 2. Затем ролик прокатывают по поверхности деталей 5 и 1 от положения 11 к положению 9 и производится гибка конструкции по центральному участку, при этом на стыковом шве 8 (Фиг.3), соединяющем детали 1 по длине, делается подъем ролика над листом и сварным швом 8 и он вхолостую проходит от положения 10 к положению 12, избегая непосредственного нажима на сварной шов 8. После окончательного изгиба конструкции по заданному радиусу, равному D/2, приваривается бракета 4, ширина которой служит в качестве шаблона для контроля окончательно согнутой конструкции. Одновременно с гибкой конструкции осуществляется и устранение полученных сварочных деформаций.
Опытная проверка по указанным выше техническим условиям изготовления конструкции сварной шпунтовой сваи диаметром 800 мм, включая начальную сварку и устранение сварочных деформаций при процессе гибки, была проведена на макетном образце сваи, выполненной в масштабе 1:2, на автоматизированной гибочно-правильной машине АГПМ-15М ротационно-локальным методом деформирования с усилием 15 кН. При этом, по сравнению с обычно применяемыми способами изготовления подобных свай из трубной заготовки или из плоского листа, были достигнуты следующие результаты:
- трудоемкость сборки сократилась в 3 раза;
- трудоемкость сварки сократилась в 2-2,5 раза;
- снижение энергоемкости процесса в 2-4 раза.
В целом с учетом проведенного анализа установлено, что трудоемкость и себестоимость изготовления конструкции уменьшилась примерно в 3 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМОСИЛОВОГО ЛОКАЛЬНОГО ФОРМООБРАЗОВАНИЯ МЕТАЛЛИЧЕСКИХ ПАНЕЛЕЙ | 2010 |
|
RU2449847C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЛИННОМЕРНЫХ ЗАГОТОВОК И МНОГОФУНКЦИОНАЛЬНЫЙ ГИБОЧНО-ПРАВИЛЬНЫЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2299107C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ | 2003 |
|
RU2243844C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ГНУТЫХ ЛИСТОВЫХ ДЕТАЛЕЙ | 2000 |
|
RU2194589C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК С ДВОЯКОЙ КРИВИЗНОЙ ПОВЕРХНОСТИ (ВАРИАНТЫ) | 2009 |
|
RU2419503C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ | 2012 |
|
RU2510784C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ГНУТЫХ ЛИСТОВЫХ ДЕТАЛЕЙ | 2000 |
|
RU2199408C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ ДВОЯКОЙ КРИВИЗНЫ | 2004 |
|
RU2259248C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ГНУТЫХ ЛИСТОВЫХ ДЕТАЛЕЙ И ГИБОЧНО-ПРАВИЛЬНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2191082C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ U-ОБРАЗНОГО ПРОФИЛЯ С РАСПОЛОЖЕННЫМИ ПО ДЛИНЕ ПОЛКАМИ ПОД КРЕПЛЕНИЕ РАЗЛИЧНЫХ УСТРОЙСТВ | 2012 |
|
RU2506135C1 |
Изобретение относится к области обработки металлов давлением. Способ изготовления сварной конструкции с криволинейной поверхностью, содержащей металлические листы и приваренные к ним детали, включает формообразование путем последовательного или ротационного приложения локальных изгибающих усилий за один или несколько переходов по площади конструкции. Первоначально выполняют сварку листов между собой и деталей, располагающихся на поверхности листов. Затем осуществляют формообразование конструкции, обходя сварные швы и начиная с наиболее близкого прохождения верхнего деформирующего элемента к приваренным деталям по краям и по концам листа. При этом в качестве верхнего деформирующего элемента используют нажимной ролик или пуансон, а в качестве нижнего - ролик или двухопорную балку. После приваривают детали, примыкающие к изогнутой поверхности конструкции. Достигается повышение точности заданных криволинейных поверхностей конструкции при упрощении техпроцесса за счет уменьшения количества его переходов. 3 з.п. ф-лы, 3 ил.
| БАРАНОВ М.С | |||
| Технология производства сварных конструкций, Москва, Машиностроение, 1966 г., с.102-106 | |||
| СПОСОБ ФОРМООБРАЗОВАНИЯ ГНУТЫХ ЛИСТОВЫХ ДЕТАЛЕЙ | 2000 |
|
RU2199408C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНОЙ БАЛКИ КОРОБЧАТОГО СЕЧЕНИЯ | 1990 |
|
RU2025162C1 |
| Способ изготовления сварных балок из двух профилей | 1976 |
|
SU659324A1 |
| US 4212188 А, 15.07.1980. | |||

