Изобретение относится к области литейного производства и может использовано для отливки монокристаллических турбинных лопаток.
Известная литниковая форма (патент N 37149 77, кл. 164-60, предназначенная для установки на охлаждаемый стол (медный кристаллизатор). Конструкция формы, ее литниковая система расходует много металла для обеспечения качества отливки, что снижает коэффициент использования материала, а это повышает себестоимость продукции.
Наиболее близкой по технической сущности и достигаемому эффекту является литейная форма (патент США N 3568757, кл. I 64-358), содержащая чашу, соединенную посредством питателей с соответствующими рабочими полостями. Однако, данная форма имеет ряд недостатков, которые снижают возможность использования изобретения. При установке формы литниковой системой на подвеску, из-за неровностей на поверхности формы, деформации подвески, а также других причин, происходит перекос формы, что приводит к увеличению массы металла для заливки всего блока, т. к необходимо, чтобы уровень сплава, заливаемого в чашу был несколько выше входа в полость питателя самой верхней отливки, при этом сплав растекается и по дну чаши, что снижает эффективность получения отливки.
При заливке двух блоков одновременно через переходную заливочную воронку необходимо учитывать перекос двух блоков, а также перекос переходной воронки, который влияет на величину распределения металла в каждый блок.
Цель изобретения - повышение эффективности получения отливок, которое связано с уменьшением расхода сплава при заливке многоместных литейных форм и с расширением функциональных возможностей формы.
Цель достигается тем, что в форме, содержащей чашу, соединенную посредством питателей с соответствующими рабочими полостями, питатели соединены между собой каналами. Каналы могут быть выполнены на дне чаши между питателями на всей их высоте, конфигурация каналов разнообразна (прямоугольные, круглые).
То, что каждый из каналов соединен с дном чаши позволяет снизить расход металла, т.к заливаемый металл остается лишь в каналах, исключая заливку дна чаши, что упрощает изготовление литниковой системы за счет выполнения каналов в прессформе.
То, что каналы расположены по двум противоположным краям дна чаши позволяет использовать данные каналы в качестве места для установки на подвеску, не меняя расположения блоков в печи, т.е расширяются возможности использования данной формы, т. е. повысить эффективность процесса и снизить расход металла.
То, что дно чаши выполнено с наклоном к каналам позволяет весь металл из чаши сливать в питатели и полость отливки, т. е. экономичный расход материала сплава.
То, что дно чаши выполнено с наклоном к полостям каналов или полостям питателей, так что позволяет сливать металл из чаши в питатели и полость отливки, что также повышает эффективность получения отливки за счет сокращения расхода металла.
То, что часть каналов выполнены в дне чаши, а часть выполнена между питателями, а также соотношения размеров в формуле изобретения (см. п. 6, 7) позволяет оптимально выбирать конструкцию прессформы, это приведет к рациональному использованию сплава и даст возможность использовать сплавы с различной склонностью к смачиваемости поверхности формы (п.8), а также позволит снизить расход сплава.
То, что высота столба заливаемого сплава выбрана по следующему соотношению параметров H = (0,15oC1,0)h, позволяет повысить коэффициент использования металла. Все указанные соотношения размеров получены в соответствии с экспериментальными данными.
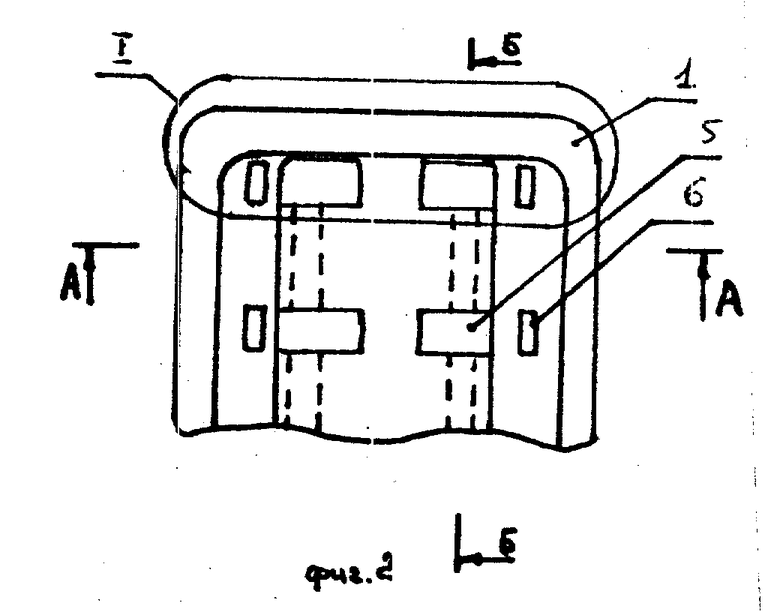
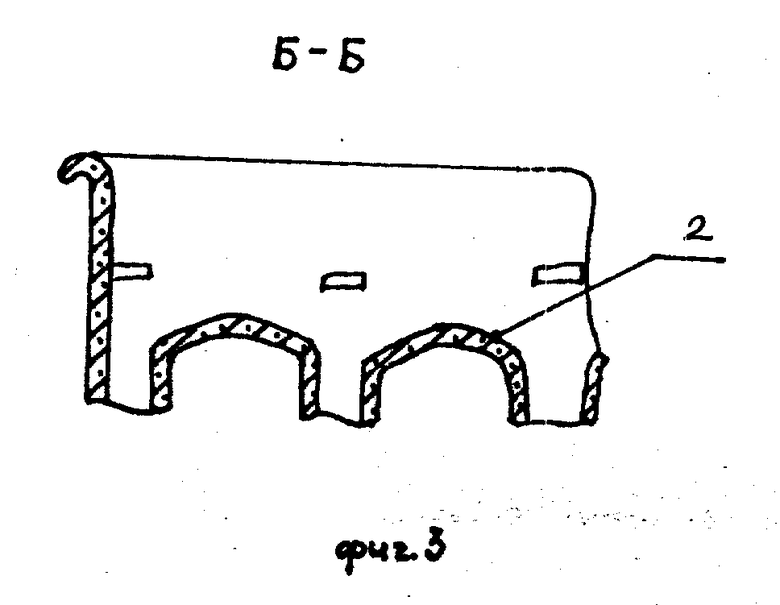
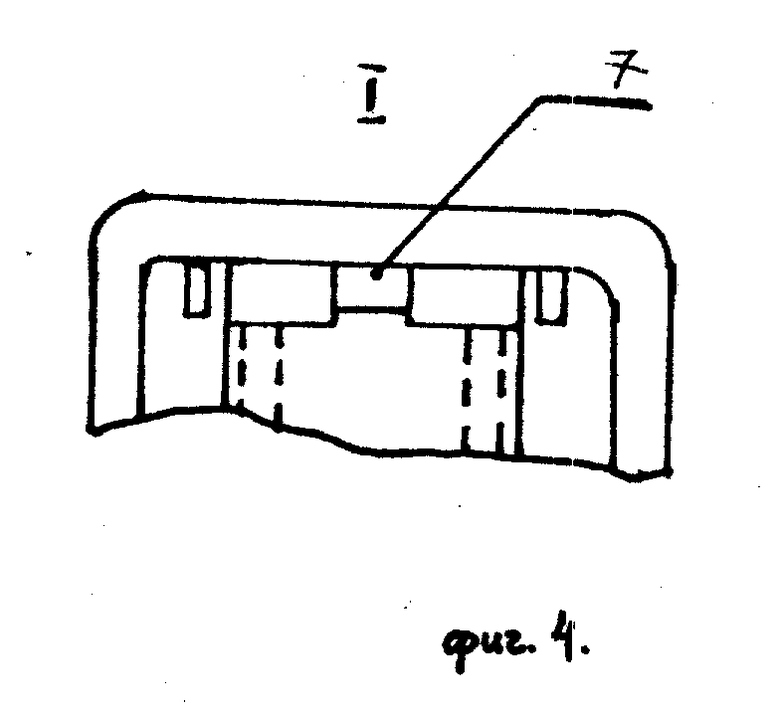
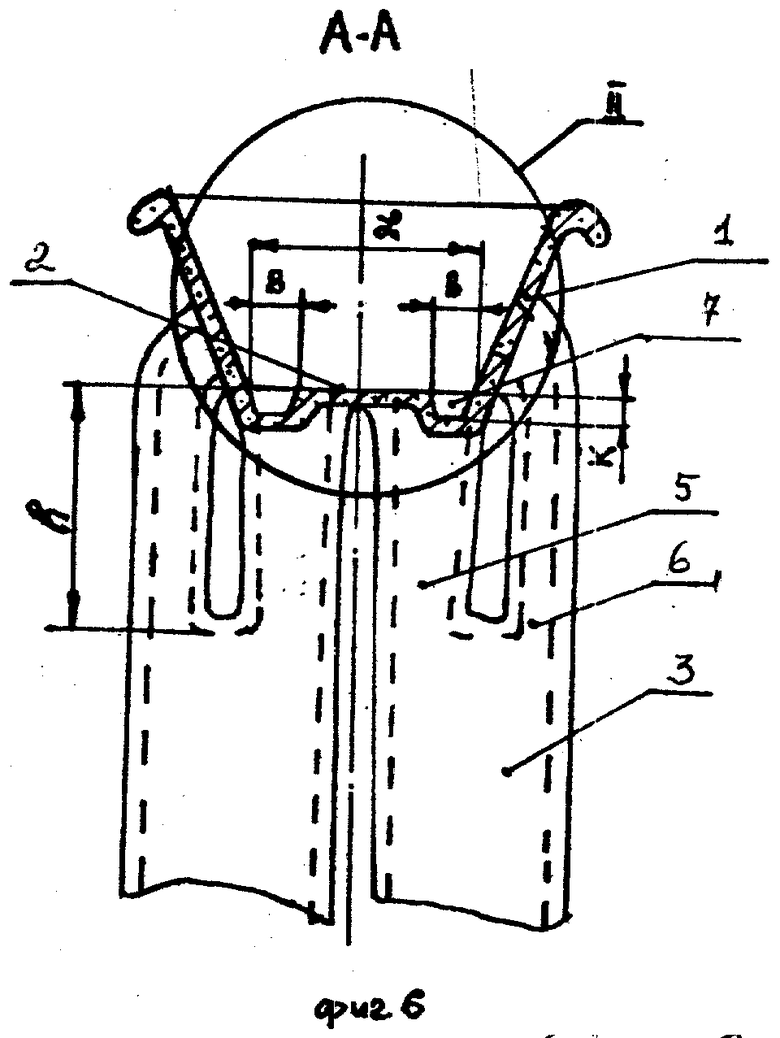
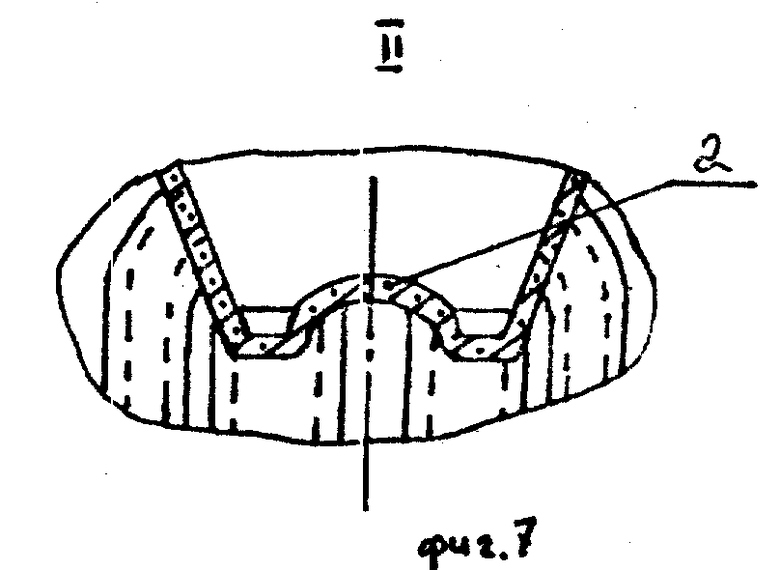
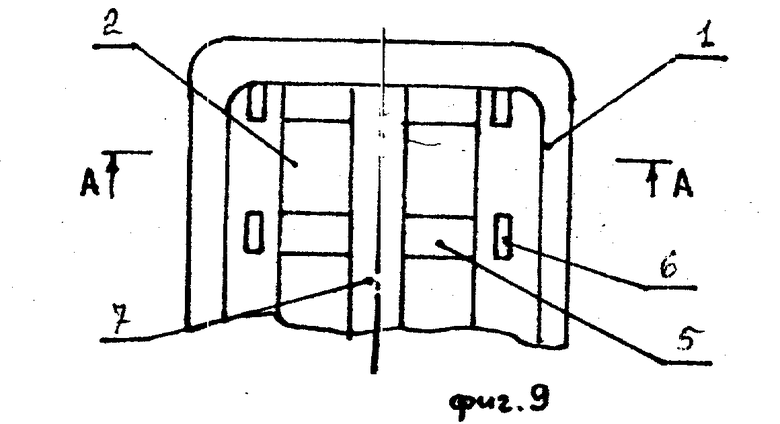
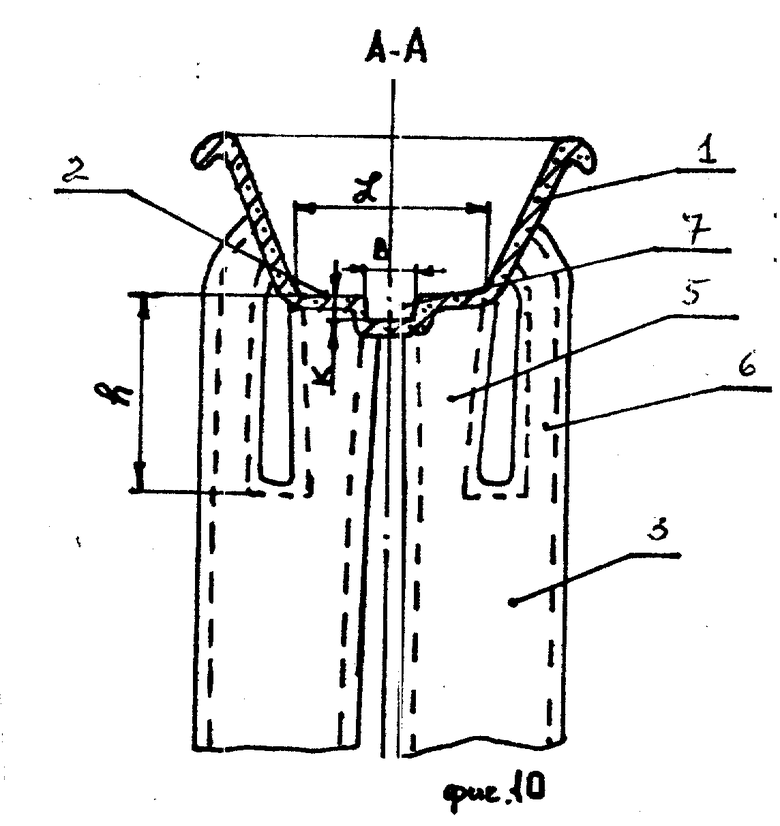
На фиг. 1 показан поперечный разрез ( А-А ) литейной формы, каналы выполнены по всей высоте питателей; на фиг. 2 - вид сверху внутренней поверхности чаши литейной формы; на фиг. 3 продольный разрез Б-Б литейной формы; на фиг. 4 литейная форма с вариантом выполнения каналов как в дне чаши, так и на некоторой высоте между питателями; на фиг. - 5-вид сверху внутренней поверхности чаши литейной формы, один из вариантов выполнения каналов в дне чаши, по краям дна чаши; на фиг. 6 - поперечный разрез (А-А) литейной формы (фиг. 5); на фиг. 7 поперечный разрез литейной формы с дугообразной центральной частью дна чаши сопрягаемого с каналами; на фиг. 8 - поперечный разрез чаши с наклоном дна и переходом его в каналы; на фиг. 9 - вид сверху на чашу литниковой формы с выполнением каналов в центре дна чаши; фиг. 10 - поперечный разрез (А-А) чаши литейной формы, где дно выполнено под наклоном и соединяется каналами. Литейная форма содержит чашу 1 с дном 2, соединенную с рабочим полостями 3 посредством питателя 4, состоящего из основного 5 и вспомогательного питателей 6, которые соединены между собой каналами 7, каждый из которых соединен с дном 2 чаши 1. Ширина каналов 7 В / выбрана по отношению к ширине дна чаши (L (в следующем соотношении B = (0,1oC0,5)L, а высота канала (К) выбрана по отношению к ширине канала (В) в следующем соотношении К = (0,1oC1)В.
Каналы 7 могут быть расположены по краям дна 2 чаши 1, которая в другом случае по отношению к вышеописанному выполнена в виде полусферы (см. фиг. 7). Дно чаши может быть выполнено с наклоном к полости питателей 5,6 (см. фиг. 8).
Часть каналов 7 выполнена в дне чаши, как описано выше, а часть каналов 7 может быть выполнена между питателями 2-х соседних рабочих полостей (см. фиг. 4).
Заливка литейной формы происходит следующим образом:
Нагретый до заданной температуры металл в тигле сливается через переходную воронку в две формы, который попадает в рабочие полости 3, в которых по принципу сообщающихся сосудов уровень сплава над рабочей полостью составляет H = (0,15oC1,0)h.
Формы нагревались до температуры (1500 - 1550)oC, температура заливаемого металла (1500-1550)oC скорость кристаллизации форм (5 - 20) мм/мин.
Полученные отливки очищались от керамики, проведены исследования плотности отливки, которые показали, что плотность отливки, металла соответствует заданным преобразованиям.
По сравнению с прототипом данная литейная форма обеспечивает меньший расход сплава за счет более рационального распределения его по конструкции чаши, питателям и каналам. Литейная форма позволяет использовать сплавы с различными физико-химическими характеристиками.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литниковая система для центробежного литья с вертикальной осью вращения | 1985 |
|
SU1338967A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2012 |
|
RU2510306C1 |
| УСТРОЙСТВО И КЕРАМИЧЕСКАЯ ОБОЛОЧКА ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С МОНОКРИСТАЛЛИЧЕСКОЙ И НАПРАВЛЕННОЙ СТРУКТУРОЙ | 2015 |
|
RU2597491C2 |
| ЛИТЕЙНАЯ МНОГОМЕСТНАЯ КЕРАМИЧЕСКАЯ ФОРМА | 1990 |
|
RU2017562C1 |
| Литниковая система для заливки крупногабаритных тонкостенных отливок, представляющих собой тела вращения из магниевых сплавов в атмосфере защитного газа, в формы из ХТС | 2019 |
|
RU2738170C1 |
| Литниковая система керамической формы для центробежного литья с вертикальной осью вращения | 1983 |
|
SU1161225A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2011 |
|
RU2440214C1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ПОЛУЧЕНИЯ КОЛЬЦЕВЫХ ОТЛИВОК | 1997 |
|
RU2108200C1 |
| Литниковая система для заливки крупногабаритных лопаток из жаропрочных сплавов для газотурбинного двигателя | 2023 |
|
RU2836000C1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2009007C1 |



Использование: в области литейного производства при отливке монокристаллических турбинных лопаток. Сущность изобретения: литейная форма содержит чашу, соединенную посредством питателей с соответствующими рабочими полостями, соединенными между собой каналами, каждый из которых соединен с дном чаши. Каналы расположены по краям дна чаши, причем дно чаши выполнено либо с наклоном к упомянутым выше каналам, либо дно чаши выполнено с наклоном к полости питателей. Ширина каналов выбрана по отношению к ширине дна чаюй в следующем соотношении В = (0,1oC0,5)L, а высота канала выбрана по отношению к ширине канала К = (0,1oC1)В. Часть каналов может быть выполнена в дне чаши, а часть выполнена между питателями двух соседних рабочих полостей. Высота столба заливаемого металла выбрана по следующему соотношению параметров H = (0,15oC1,0 )h , где H - высота столба заливаемого металла, h - высота питателя. 7 з. п. ф-лы, 11 ил.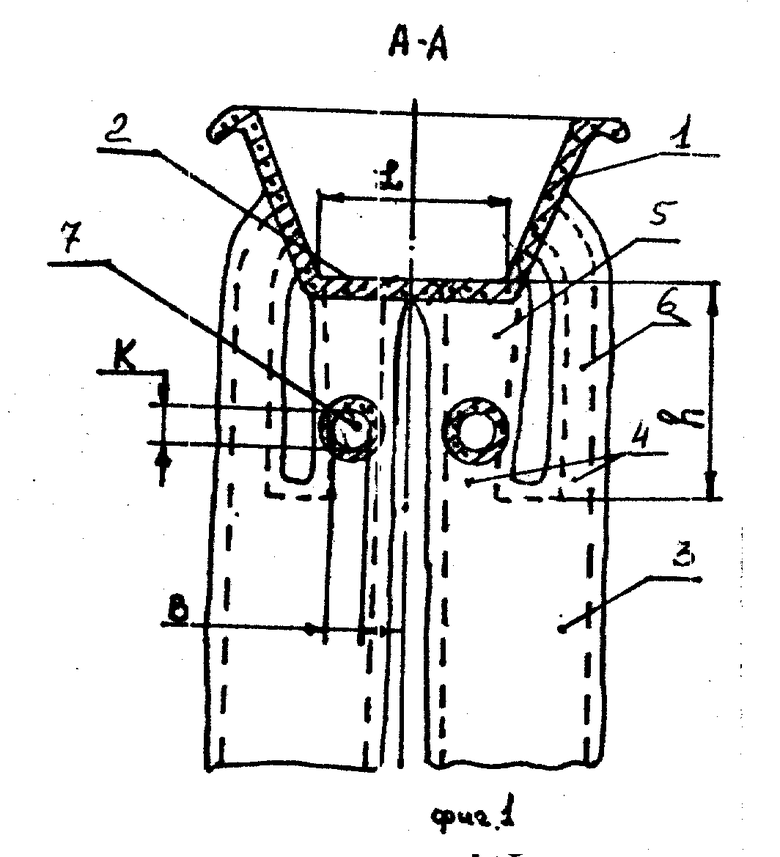
B (0,1 0,5) L,
а высота канала выбрана по отношению к ширине канала
K (0,1 1) B.
H (0,15 1,0) h,
где H высота заливаемого металла;
h высота питателя.
| Патент США N 3568757, кл | |||
| Способ получения суррогата олифы | 1922 |
|
SU164A1 |
