Изобретение относится к области металлургии, в частности, к производству отливок из сплавов на основе никеля, и может быть использовано при получении керамических форм для заливки крупногабаритных лопаток газотурбинных двигателей энергетических установок большой мощности.
Лопатки газотурбинных двигателей имеют сложную форму, поэтому их, в основном, изготавливают из жаропрочных сплавов методом стационарного литья в керамические формы по выплавляемым моделям.
Известно устройство для подвода металла для лопаток с одной замковой полкой (патент US 8540010 В2, опублик. 24.09.2013 г.). Однако, подпитка второй полки не предусмотрена.
Известно устройство и керамическая оболочка для получения отливок с монокристаллической и направленной структурой (Патент РФ 2597491 С2, опублик. 10.09.2016 г.), которое направлено на заливку отливок дождевым способом.
Известна лопатка газотурбинного двигателя, выполненная литьем, и способ ее изготовления (Патент РФ 2477196 С2, опублик. 10.03.2013). В патенте рассматривают только условия кристаллизации, при этом способ подвода расплава в нем не раскрывается.
Наиболее близким к предлагаемому изобретению является литниковая система для заливки лопаток из жаропрочных сплавов для газотурбинного двигателя в формы, изготовленные автоматизированным способом (патент РФ №2644868 С1, опублик. 14.02.2018), в котором предлагается конструкция литниковой системы для заливки в блоке большого количества отливок, кратного восьми (8, 16, 24 и т.д.), в которой предусматривается расположение нижних питателей, направленных под углом до 15 градусов к горизонтали для обеспечения равномерной скорость заполнения и затвердевания отливок, расположенных вертикально; при этом верхние питатели обеспечивают выход газов при заполнении и подпитку прибылей отливок. В результате обеспечиваются равные условия заполнения и затвердевания каждой лопатки в блоке для получения плотных отливок. Недостатком данного изобретения является сложная конструкция литниковой системы, которая приводит к повышенному расходу металла. Из-за необходимости заливать не менее 8 лопаток в блоке и отсутствия утепления могут также возникнуть проблемы при изготовлении крупногабаритных лопаток высотой более 650 мм, так как в этом случае при реализации предлагаемой конструкции литниковой системы будет трудно обеспечить полное проливание пера лопатки.
Технический результат, достигаемый от изобретения, заключается в создании условий для одновременной заливки в блоке двух крупногабаритных лопаток с большой и малой полками, создание одинаковых оптимальных условий кристаллизации и затвердевания для каждой из лопаток в отдельности и создании компактного блока для автоматизированного способа изготовления литейной формы по выплавляемым моделям и обеспечения минимального расхода металла на литниково-питающую систему.
Технический результат достигается следующим образом.
Литниковая система для производства в блоке двух крупногабаритных литых лопаток газотурбинных двигателей с малой и большой полками из жаропрочных никелевых сплавов, содержит чашу, стояк, верхние и нижние коллекторы, соединенные питателями с отливками лопаток, расположенными вертикально симметрично относительно вертикальной оси, причем чаша и стояк имеют поперечное сечение от 68,0 до 211,0 см2 и от 10,0 до 92,0 см2 соответственно при объеме чаши 2500,0 см3 и объеме стояка 1780,0 см3, угол наклона пера отливки лопатки по отношению к стояку составляет 14°, соотношение объема верхнего и нижнего коллекторов с питателями составляет 2,2-2,3, при этом масса литниковой системы по отношению к массе отливок лопаток составляет 0,97-0,98.
Изобретение поясняется чертежами, где:
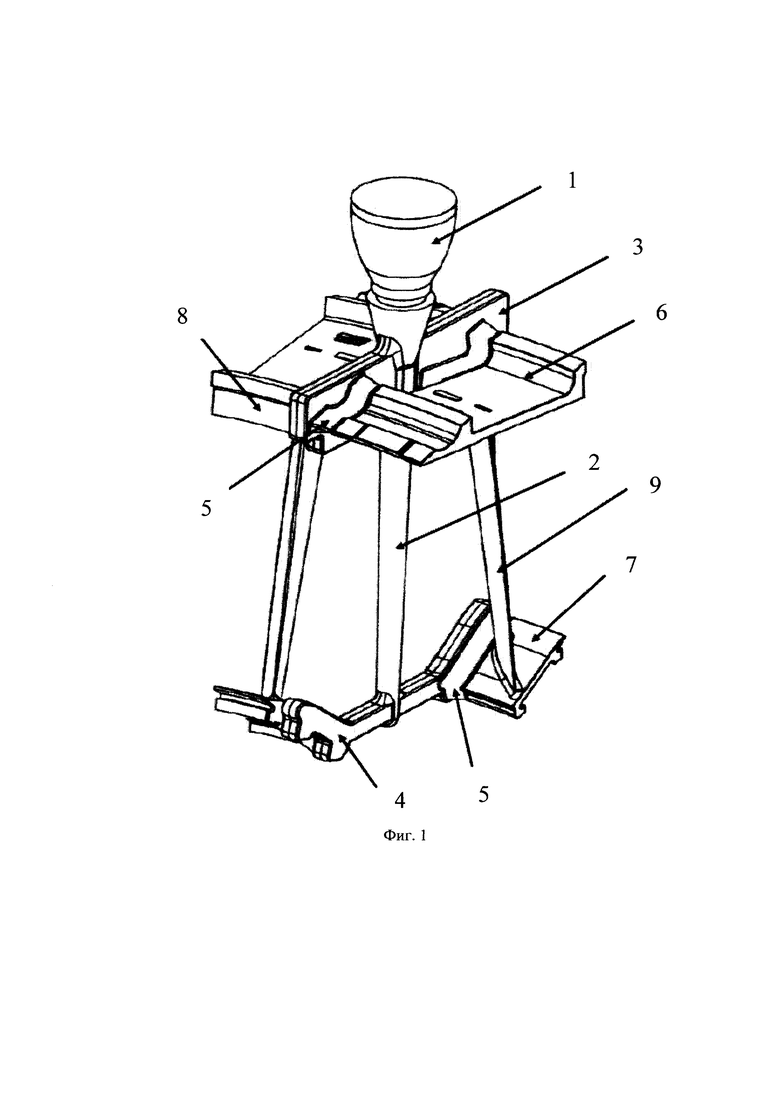
на Фиг. 1 показана литниковая система в изометрии, где 1 - чаша; 2 - стояк; 3 - верхний коллектор; 4 - нижний коллектор; 5 - питатели; 6 - большая полка; 7 - малая полка; 8 - отливка лопатки; 9 - перо лопатки.
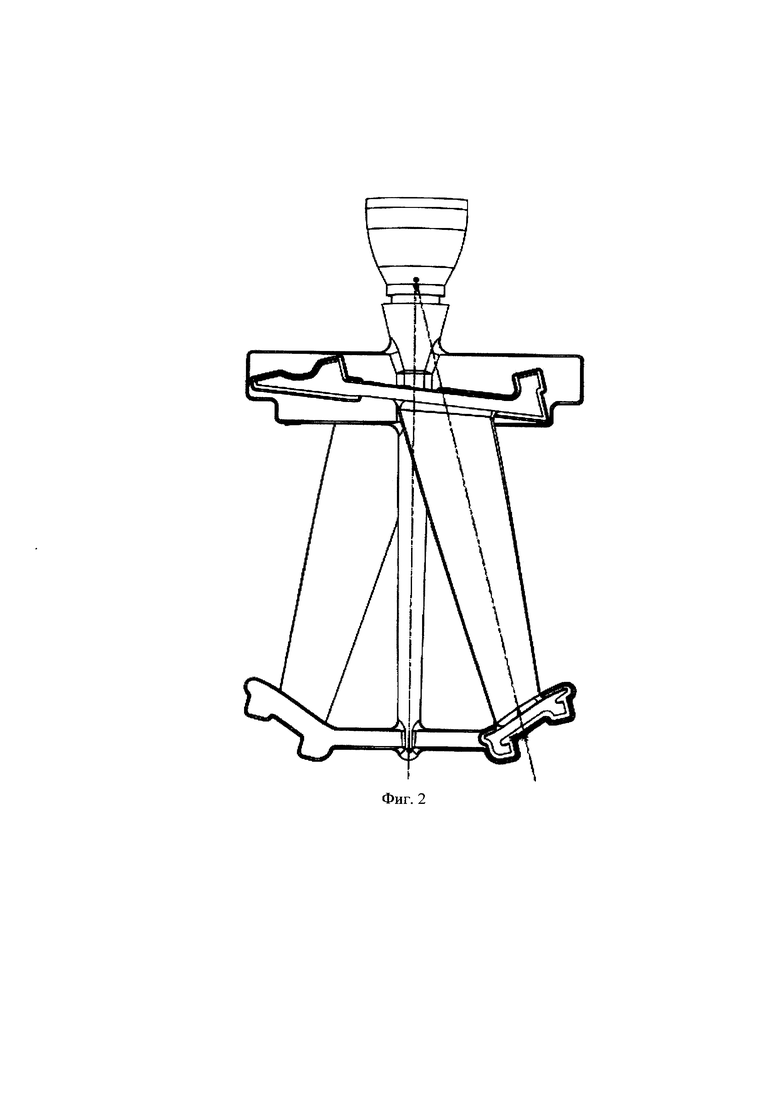
на Фиг. 2 показан фронтальный вид на литниковую систему, с указанием угла наклона пера лопатки к стояку.
Литниковая система для производства крупногабаритных литых лопаток газотурбинных двигателей с малой и большой полками из жаропрочных никелевых сплавов в блоке содержит чашу 1, стояк 2, верхний 3 и нижний 4 коллекторы, соединенные питателями 5 с большой 6 и малой 7 полками отливок лопаток 8, расположенными вертикально симметрично относительно вертикальной оси. При заливке лопатки 8 расположены большой полкой 6 ближе к чаше 1. Одновременно в блоке заливаются 2 лопатки, по одной с каждой стороны. Заливка осуществляется через чашу 1 и стояк 2, при этом питание отливок происходит от верхнего 3 и нижнего 4 коллектора через питатели 5, расположенные на торцах с малой 7 и большой полок 6 лопаток. Так же через них осуществляется подпитка отливок в процессе кристаллизации. Углы наклона пера лопатки 9 по отношению к стояку 2 составляет 14°, соотношение объема верхнего 3 и нижнего 4 коллекторов с питателями составляет 2,2-2,3, масса литниковой системы по отношению к массе лопаток составляет 0,97-0,98. Чаша 1 и стояк 2, с поперечным сечением от 68,0 до 211,0 см2 и от 10,0 до 92,0 см2 соответственно при объеме чаши 2500,0 см3 и объеме стояка 1788,0 см3 обеспечивают возможность быстрого слива металла и создание большого металлостатического напора при заполнении формы. Блок предусматривает утепление теплоаккумулирующим материалом. Утеплители предназначены для усиления равномерного затвердевания расплава путем уменьшения теплопотерь и повышения эффективности питания тепловых узлов. Данная литниковая система с утеплением обеспечивает плавное сифонное заполнение формы расплавом по всей высоте отливки лопатки 8, последующее заполнение верхнего коллектора 3 и чаши 1 и питание тепловых узлов при существенном снижении металлоемкости формы и расхода металла, обеспечивая равномерные условия кристаллизации расплава и оптимального затвердевания каждой лопатки в блоке для получения плотных отливок.
Сущность изобретения заключается в том, что в основу изобретения положен способ стационарной заливки крупногабаритных лопаток из жаропрочных никелевых сплавов в керамическую форму.
Из тигля расплавленный металл подается в блок через чашу, переходящую в стояк, от стояка через нижний коллектор по питателям металл двигается, и начинается заполнение отливок снизу вверх, при этом реализуется также подпитка отливок по питателям через верхний коллектор. Угол наклона пера отливки лопатки по отношению к стояку по вертикальной оси составляет 14°. Чаша и стояк имеют поперечное сечение от 68,0 до 211,0 см2 и от 10,0 до 92,0 см2 соответственно при объеме чаши 2500,0 см3 и объеме стояка 1788,0 см3.
Сечение и объем чаши и стояка обеспечивает создание большого металлостатического напора при заполнении формы и кристаллизации расплава, что при использовании для утепления блока теплоаккумулирующего материала способствует плавному сифонному заполнению формы расплавом по всей высоте отливки лопатки, последующему заполнению верхнего коллектора и чаши и питанию тепловых узлов при существенном снижении металлоемкости формы и расхода металла, обеспечивая равномерные условия кристаллизации расплава и оптимального затвердевания каждой лопатки в блоке для получения плотных отливок.
Для достижения снижения расхода металла и повышения формозаполняемости при подаче металла в блок с обеспечением одинаковых условий кристаллизации и оптимального затвердевания для каждой отливки крупногабаритной лопатки в блоке, требуется соблюдение следующих условий:
1. Соотношение объема верхнего и нижнего коллекторов с питателями составляет 2,2-2,3.
2. Масса литниковой системы по отношению к массе лопаток составляет 0,97-0,98.
3. Утепление блока теплоаккумулирующим материалом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литниковая система для заливки лопаток из жаропрочных сплавов для газотурбинного двигателя в формы, изготовленные автоматизированным способом | 2016 |
|
RU2644868C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ КРУПНОРАЗМЕРНЫХ ОТЛИВОК ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2015 |
|
RU2623941C2 |
| Способ изготовления отливок с мелкозернистой однородной структурой | 2024 |
|
RU2836123C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВКИ ТУРБИННОЙ ЛОПАТКИ С МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2013 |
|
RU2532621C1 |
| Литниковая система для заливки крупногабаритных тонкостенных отливок, представляющих собой тела вращения из магниевых сплавов в атмосфере защитного газа, в формы из ХТС | 2019 |
|
RU2738170C1 |
| УСТРОЙСТВО И КЕРАМИЧЕСКАЯ ОБОЛОЧКА ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С МОНОКРИСТАЛЛИЧЕСКОЙ И НАПРАВЛЕННОЙ СТРУКТУРОЙ | 2015 |
|
RU2597491C2 |
| Литниковая система | 1983 |
|
SU1138229A1 |
| Способ изготовления отливок из интерметаллидных сплавов в литье по выплавляемым моделям | 2022 |
|
RU2791680C1 |
| СПОСОБ ФАСОННОГО ЛИТЬЯ В КОКИЛЬ КРУПНОГАБАРИТНЫХ ОТЛИВОК ИЗ МАГНИЕВЫХ СПЛАВОВ | 2006 |
|
RU2381867C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ ЖАРОПРОЧНЫХ МОНОКРИСТАЛЛИЧЕСКИХ НИКЕЛЕВЫХ СПЛАВОВ | 2009 |
|
RU2427446C2 |
Изобретение относится к области металлургии, в частности к производству отливок из сплавов на основе никеля, и может быть использовано при получении керамических форм для заливки крупногабаритных лопаток газотурбинных двигателей энергетических установок большой мощности. Литниковая система для производства в блоке двух крупногабаритных литых лопаток газотурбинных двигателей с малой и большой полками из жаропрочных никелевых сплавов содержит чашу, стояк, верхние и нижние коллекторы, соединенные питателями с отливками лопаток, расположенными вертикально симметрично относительно вертикальной оси, причем чаша и стояк имеют поперечное сечение от 68,0 до 211,0 см2 и от 10,0 до 92,0 см2 соответственно при объеме чаши 2500,0 см3 и объеме стояка 1780,0 см3, угол наклона пера отливки лопатки по отношению к стояку составляет 14°, соотношение объема верхнего и нижнего коллекторов с питателями составляет 2,2-2,3, при этом масса литниковой системы по отношению к массе отливок лопаток составляет 0,97-0,98. Технический результат изобретения заключается в создании условий для одновременной заливки в блоке двух крупногабаритных лопаток с большой и малой полками, создании одинаковых оптимальных условий кристаллизации и затвердевания для каждой из лопаток в отдельности и создании компактного блока для автоматизированного способа изготовления литейной формы по выплавляемым моделям и обеспечения минимального расхода металла на литниково-питающую систему. 2 ил.
Литниковая система для производства в блоке двух крупногабаритных литых лопаток газотурбинных двигателей с малой и большой полками из жаропрочных никелевых сплавов, содержащая чашу, стояк, верхние и нижние коллекторы, соединенные питателями с отливками лопаток, расположенными вертикально симметрично относительно вертикальной оси, отличающаяся тем, что чаша и стояк имеют поперечное сечение от 68,0 до 211,0 см2 и от 10,0 до 92,0 см2 соответственно при объеме чаши 2500,0 см3 и объеме стояка 1780,0 см3, угол наклона пера отливки лопатки по отношению к стояку составляет 14°, соотношение объема верхнего и нижнего коллекторов с питателями составляет 2,2-2,3, при этом масса литниковой системы по отношению к массе отливок лопаток составляет 0,97-0,98.
| Литниковая система для заливки лопаток из жаропрочных сплавов для газотурбинного двигателя в формы, изготовленные автоматизированным способом | 2016 |
|
RU2644868C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ КРУПНОРАЗМЕРНЫХ ОТЛИВОК ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ | 2015 |
|
RU2623941C2 |
| Способ окраски пуговиц | 1957 |
|
SU114282A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТЫХ ТРУБНЫХ ИЗДЕЛИЙ ИЗ СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ И/ИЛИ КОБАЛЬТА | 2007 |
|
RU2344019C1 |
| КОМПОЗИЦИЯ ОСНОВЫ ДЛЯ ДЕТСКОГО ПИТАНИЯ, СОДЕРЖАЩАЯ КАЗЕИНОВЫЙ БЕЛОК И СЫВОРОТОЧНЫЙ БЕЛОК (ВАРИАНТЫ) | 2000 |
|
RU2260284C2 |
| US 2008014459 A1, 17.01.2008. | |||

