Изобретение относится к литейному производству, а именно к центробежному литью сложнопрофильных деталей из высокотемпературных химически активных титановых (Ti) сплавов, но может найти применение при изготовлении отливок из других сплавов.
Центробежное литье остается пока единственным эффективным способом, с помощью которого возможно изготовить отливки из Ti сплавов, так как химическая активность теплофизические свойства расплавов и заливка в холодную форму оказывают существенное влияние на процесс формирования отливок, на качество деталей. В этих условиях особенности гидродинамики расплава при течении по литниковой системе и заливаемой полости предопределяют конечный результат, так как качественные отливки возможно получить только при быстром продвижении расплава по литниковой системе и заливаемым полостям с толщиной "живого" сечения выше критической.
В настоящее время отливки из Ti сплавов изготавливают в основном в оболочковых формах, полученных по выплавляемым моделям, на центробежных установках с вертикальной осью вращения, когда в центре поворотного стола размещают центральный стояк с металлоприемником. Другие элементы конструкции литниковых систем и их взаимосвязь образуют характерные особенности каждого технического решения, хотя возможно сформулировать единый концепциальный подход во всех известных решениях, предназначенных дляя Ti литья.
Этим объединяющим началом является организация "обратного" течения жидкого металла в заливаемой полости формы, т. е. от периферии - к оси вращения, когда расплав в отливке находится под встречными (радиальными давлениями: к оси вращения направлено заполняющее центробежное давление pц от столба жидкого металла в подводящих литниковых каналах; от оси вращения направлено выталкивающее центробежное давление pв от столба металла, заполняющего заливаемую полость.
Обратный подвод имеет достоинства и недостстки. Область его эффективного применения распространяется на вытянутые вдоль одной оси отливки, сплошные и одного поперечного размера, когда при заполнении заливаемой полости удается сохранить сплошным поток металла и тем самым достигнуть качества отливок. Недостатки предопределяются нерегулируемой высокой начальной скоростью поступления расплава в заливаемую полость. Конечная скорость расплава в протяжении заливаемых полостях может приближаться к нулю, чем отчасти объясняется брак по недоливам.
Известная гидродинамическая особенность изменяет характер течения расплава в тонкостенных сложнопрофильных отливках с внутренними полостями и резкими переходами. В таких заливаемых полостях уже на входе нарушается сплошность потока, происходит его дробление на отдельные струи, что вызывает быстрое охлаждение жидкого металла и, как следствие, брак по неслитинам (неспаям), пористости и недоливам.
Все известные конструкции литниковых систем для Ti литья возможно разделить на три группы.
К первой группе относятся технические решения, в которых предлагается от металлоприемника во все стороны направлять радиально литниковые каналы. При этом заливаемые полости располагают параллельно литникововому каналу с ее передней по направлению вращения стороны, соединяя их между собой, как минимум, двумя питателями. Быстрое заполнение расплавом радиальных литниковых каналов приводит к практически одновременному поступлению расплава в заливаемую полость через все питатели и уже в ней организуются встречные потоки: к оси вращения и от нее. В результате образуются дефекты в виде неспаев.
К первой группе также следует относить технические решения, в которых предложено от радиального литникового канала отводить по направлению вращения горизонтально расположенный коллектор в виде части кольца или тора и от него опять-таки радиально направлять вторые и третьи литниковые каналы с известным расположением заливаемых полостей. Такой вариант подвода металла к отливкам не лишен изложенных недостатков. Кроме того, качество отливок на 2-м и 3-м литниковых каналах гораздо хуже, чем на 1-м: больше дефектов по неспаям и недоливам. Объяснить это возможно двумя обстоятельствами: увеличивается длина пробега расплава, особенно до заливаемой полости на 3-м литниковом канале; возрастают тепловые потери в потоке как за счет увеличения длины пробега, так за счет уменьшения "живого" сечения потока. Последнее вызвано тем, что в радиальных литниковых каналах, перпендикулярных к ним питателях и в большей мере в дугообразных коллекторах жидкий металл перемещается под возрастающим (с удалением от оси вращения) воздействием центробежных Fц и Кориолисовых Fк сил, что влечет "размазывание" его или вдоль и поперек задней по направлению вращения стороне в радиальных каналах, или вдоль и поперек дальней от оси вращения стенке коллектора и питателя. При этом скорость перемещения струи металла возрастает с удалением от оси вращения, но также непрерывно уменьшается его "живое сечение", т. е. возрастают тепловые потери.
В целом литниковые системы 1-й группы возможно условно назвать горизонтально-плоскими с индивидуально-групповым расположением литников.
К 2-й группе относятся литниковые системы, включающие радиальные литниковые каналы с горизонтально расположенными боковыми коллекторами или без них, при этом радиальные литниковые каналы переходят в вертикальные коллектора, соединяемые питателями с торцовой поверхностью заливаемых полостей, расположенных вдоль и над радиальными литниковыми каналами. Известная взаимосвязь элементов конструкции литниковых систем 2-й группы позволяет обеспечить "обратное" течение расплава при формировании отливок. Основными дефектами , обнаруживаемыми в отливках, являются те же неспаи, недоливы, пористость. Даже групповое расположение литниковых каналов (при использовании горизонтально расположенных коллекторов) не исключает пульсацию металла при заполнении радиальных литников и коллекторов. Поэтому качество отливок на 2-х и 3-х литниках хуже, чем на 1-х, так как больше брака по недоливам и неспаям. Особенностью гидродинамики расплава в литниковых системах 2-й группы является то обстоятельство, что для заполнения вертикального коллектора (и затем заливаемых полостей) необходимо достаточно большое цетробежное давление столба жидкого металла в горизонтальном литниковом канале. Такой столб, смещаясь в радиальном направлении и поднимаясь вверх, заполняет все поперечное сечение коллектора, что обеспечивает практически одновременное поступление расплава через все питатели в заливаемую полость (или в заливаемые полости), а это вызывает большой весовой расход металла. Для гарантированного заполнения заливаемых полостей требуется поддерживать постоянным pц. Этот результат получают, как за счет увеличения числа оборотов формы и длины горизонтального литникового канала, так и за счет заполнения расплавом дна металлоприемника, т. е. за счет увеличения расхода металла.
Литниковые системмы 2-й группы могут быть условно названы как вертикально объемные с индивидуально-групповым расположением литников.
К третьей группе относятся технические решения, особенностью которых является переход горизонтальных литниковых каналов, отходящих радиально во все сороны от металлоприемника, в коллектора, расположенные вертикально вниз. Коллектора соединены питателями с торцовой частью заливаемых полостей, т. е. заливаемые полости расположены в сторону оси вращения вдоль и под горизонтальными литниковыми каналами. Несмотря на то, что весовая скорость заполнения заливаемых полостей выше, чем обеспечивают литниковые системы, относящиеся к первым двум границам, все же брак по неспаям, пористости остается характерным и при таком подводе расплава к отливкам. Протяженые горизонтальные литниковые каналы, одновременный расход металла через все питатели по высоте коллектора являются причиной переохлаждения расплава, образования встречных противопотоков в заливаемой сложнопрофильной полости и чрезмерного расхода металла на литниковую систему.
Условно литниковые системы 3-й группы можно назвать вертикально-плоскими с индивидуальным расположением литников.
Известна литниковая система, содержащая центральный стояк, металлоприемник, от которого в разные стороны радиально направлены горизонтальные литниковые каналы, каждый из которых оканчивается змумпфом и переходит в коллектор, направленный вертикально вверх, соединяемый питателями с заливаемыми полостями, расположенными в сторону оси вращения.
Такая совокупность признаков обеспечивает в условиях реализации "обратное" движение расплава в заливаемой полости, все недостатки, свойственные этому способу заполнения. Так размещение заливаемой полости между центральным стояком и вертикальным коллектором вынуждает последний относить на большие расстояния от оси вращения, что увеличивает длину горизонтальных литниковых каналов, т. е. значительным является путь пробега расплава до заливаемой полости. Радиальное расположение горизонтальных ветвей литниковых каналов и их большая протяженность вызывают, особенно в начальный момент поступления расплава от металлоприемника, интенсивное прижатие его к задней (боковой) по направлению вращения стороне, к растягиванию потока по длине с уменьшением "живого" сечения, т. е. к быстрому переохлаждению жидкого металла. Для подъема расплава вверх по вертикальному коллектору и заполнения заливаемой полости требуется его избыток в горизонтальном литниковом канале и в металлоприемнике, что увеличивает расход металла, но в противном случае вызывает рост брака по недоливам.
Целью изобретения является разработка конструкции литниковой системы для цетробежного литья сложнопрофильных деталей преимущественно из химически активных титановых сплавов, с помощью которой возможно регулировать заполнение расплавом заливаемых полостей. Следствием измененного гидродинамического поведения расплава в заливаемой полости является повышение качества отливок за счет устранения брака по недоливам, уменьшения брака по неспаям и пористости при сокращении расхода при сокращении металла.
Цель достигается тем, что литниковая система для центробежного литья сложнопрофильных деталей содержит центральный стояк, металлоприемник, от которого в разные стороны направлены горизонтально литниковые каналы, каждый из которых оканчивается зумпфом и переходит коллектор, направленный вверх и соединенный питателями с заливаемыми полостями. Дополнительно литниковая система включает успокоители. При этом горизонтальные литниковые каналы от радиального направления на угол α= 5-25о в сторону, противоположную вращению, коллектора, увязывающие последовательно расположенные по высоте успокоители, отклонены от вертикального положения к периферии на угол β = 5-20о, а заливаемые полости присоединены к вехней половине успокоителей питателями, наклоненными вверх от горизонтальной плоскости на угол γ= 30-85о, причем поверхность успокоителей от линии сопряжения с коллектором выполнена по периметру выпуклой.
Конструктивные элементы литниковой системы и их взаимосвязь позволяют разместить заливемые полости с внешней стороны коллекторов, т. е. коллектора расположены между центральным стояком и заливаемыми полостями. Предложенная компановка литниковой системы организует "прямое" заполнение заливаемых полостей, т. е. от оси вращения к периферии.
Теоретически рассчитано и подтверждено экспериментально, что предложенная совокупность признаков дает возможность: обеспечить начальную скорость расплава на входе в заливаемую полость близкой к нулю и регулируемое возрастание скорости при заполнении заливаемой полости (или полостей); сохранить сплошность потока при заполнении каждой заливаемой полости; снизить угловую скорость вращения формы; уменьшить длину горизонтальных литниковых каналов, а с учетом наклонного положения заливаемых полостей - поперечные размеры формы; сократить расход металла (повысить КИМ).
Обосновать влияние заявленной совокупности признаков на поставленную цель возможно через особенности гидродинамики расплава при его перемещении от металлоприемника по литниковой системе и заливаемым полостям.
Изменение гидродинамики течения расплава происходит прежде всего в горизонтальных литниковых каналах. Отвод этих каналов от радиального направления на угол α = 5-25о в сторону, противоположную направлению вращения, в значительной мере снижает, а в отдельных случаях полностью устраняет прижим металла к задней боковой стороне. Под действием сил Fц и Fк жидкий металл перемещается по донной части канала более компактным потоком, так как практически исключено "размазывание" его по периметру канала, а в итоге снижаются уже в этом месте тепловые потери потока.
Однако, если литниковый канал отводить от радиального направления на угол α< 5о, т. е. 0 < α< 5о, то жидкий металл на длине до 50-60 мм премещается по дну, а дальше смещается к задней по направлению вращения боковой стороне и с таким прижимом переходит в наклонный коллектор. Отвод каналов на угол α > 25о заставляет жидкий металл достаточно медленно перемещаться от металлоприемника вдоль передней по направлению вращения боковой стороне. Если в конце такого горизонтального канала величина давления расплава на боковую стенку нескольбко снижается, то направленность, как правило, сохраняется и в момент поступления в коллектор.
Наклон коллекторов в сторону периферии на угол β = 5-20о создает условия подъема металла вверх самотоком при минимально необходимых оборотах формы без наведения столба расплава в горизонтальных литниковых каналах. Эта особенность конструкции литниковой системы в 2-3 раза сокращает длину горизонтальных литниковых каналов и позволяет отказаться от наведения избытка металла в литниковой системе и металлоприемнике. При этом, чем меньше угол β отклонения коллекторов от вертикали, т. е. при β < 5о, тем выше должна быть угловая скорость вращения формы. Движение жидкого металла вверх затруднено, он поднимается тонкими слоями, а при β≈0о самоток расплава прекращается.
Если допустить отклонение коллекторов на угол β > 20о, то существенно возрастает по его длине относительная скорость продвижения потока расплава, пропорционально увеличивается Fк, прижимающая жидкий металл к задней по вращению боковой стороне коллектора. C таким интенсивным боковым прижимом жидкий металл поступает в заднюю по вращению часть первого по высоте успокоителя с образованием "опережающих" струй спиралеобразной формы, что не исключает возможности проникновения их в заливаемые полости.
Однако, даже выдерживая в рекомендуемых пределах угол наклона коллекторов, т. е. при 5о ≅β≅20о, но нарушая рекомендуемые углы отвода горизонтальных каналов, например, при α< 5о, расплав с большой скоростью, но с малым "живым" сечением поднимается вверх с сохранением прижима к боковой стороне коллектора, что приводит к образованию "опережающих" струй спиралеобразной формы в задней по вращению части успокоителей. Если горизонтальные каналы отклонить от радиального направления в пределах 25о < α < 90о, то даже в наклонных коллекторах может сохраняться прижим металла к передней по вращению боковой стороне с выходом расплава преимущественно в переднюю по вращению часть успокоителей.
Известно, что в горизонтальных литниковых каналах скорость потока возрастает с удалением от оси вращения и, при прочих равных условиях, чем длинее канал, тем выше скорость, но меньше "живое" сечение потока. Поэтому уменьшение длины горизонтальных каналов в 2-3 раза позволяет провести по нему расплав с минимальными тепловыми потерями.
При определенных условиях в начальный момент слива металла в центральный стояк он, растягиваясь по высоте стойка, разделяется в металлоприемнике и поступает в горизонтальные литниковые каналы тонкими потоками. Увеличение скорости течения расплава по длине каналов еще в большей мере уменьшает их "живое" сечение.
Таким образом, при отклонении от рекомендуемых пределов углов наклона элементов литниковой системы уже в ней могут возникать тонкие "опережающие" струи расплава, способные вызвать в отливках грубые неслитны. Выдерживая оптимальными углы наклона элементов литниковой системы и применяя успокоители, расположенные на коллекторах перед заливаемыми полостями, удается полностью исключить проникновение "опережающих" струй в заливаемые полости и тем самым повысить качество отливок. Кроме того, успокоители позволяют накопить перед питателями необходимое количество металла с тем, чтобы обеспечить его сплошность в момент поступления его в питатели и заливаемые полости; использовать их как прибыльную часть отливок.
Поэтому предложенная взаимосвязь элементов конструкии литниковой системы обеспечивает истечение расплава из успокоителей в питатели с начальной скоростью, близкой к нулю. Подвод металла к отливкам через питатели, отходящие от верхней половины успокоителей под углом gamma<N>= 30-85о к горизонтальной плоскости, создает условия "прямого" движения расплава в заливаемой полости с регулируемым увеличением скорости. Заполнение расплавом заливаемых полостей происходит или сифоном или в полунаклонном положении, но во всех случаях металл находится под действием противоположно направленных сил: силы тяжести G металла в заливаемой полости, действие которой всегда направлено вниз; подъемной силы F1ц, являющийся вертикальной составляющей Fц. Сохраняя неизменным угловую скорость вращения формы, но уменьшая угол gamma<N> менее 30о, т. е. 0 < gamma<N> < 30о, существенно возрастает скорость заполнения заливаемых полостей. При встрече с местными сопротивлениями на пути движения потока последний дробится на отдельные струи, быстро захолаживается и, следовательно, увеличивается брак по неспаям и пористости.
При тех же оборотах формы, но с наклоном питателей и заливаемых полостей более 85о, т. е. при gamma<N> > 85о, движение металла вверх затруднено, увеличивается степень прижима расплава к дальней от оси вращения стенке заливаемых полостей, заполнение осуществляется тонкими слоями. Для гарантированного заполнения заливаемых полостей требуется увеличивать угловую скорость вращения форм, но при этом также возрастает давление на расплав, а послойность продвижения расплава не ликвидируется. Этим можно объяснить почти вертикальные мелкие линии неспаев на отливках.
Изложенное позволяет констатировать, что даже за счет изменения угла наклона питателей ( и заливаемых полостей) в пределах 30о ≅gamma<N>≅85о возможно регулировать скорость подъема расплава в заливаемых полостях.
Выпуклая форма успокоителей от линии сопряжения с коллектором также влияет на повышение качества отливок, так как образует желобообразный сток для металла, препятствующий свободному растеникаю его по внутренней поверхноси. Обратные уклоны, создаваемые выпуклостью, способствуют эффективному гашению скорости первых порций металла, поступающего в успокоители.
Таким образом, предложенная совокупность признаков изменяет условия перемещения расплава по литниковой системе и заливаемой полости при снижении угловой скорости вращени формы и без избытка жидкого металла в литниковой системе и металлоприемнике. Появляется возможность регулировать заполнение расплавом заливаемых полостей форм. Быстрый проход жидкого металла по непротяженной литниковой системе, сбор части металла в успокоителе (или в успокоителях) снижают тепловые потери, а проход всей массы расплава для отливки перегревают оболочку вокруг успокоителя, что позволяет использоватьэтот элемент конструкции в качестве прибыли. При постоянной угловой скорости вращения формы в наклонно расположенной заливаемой полости (и в коллекторе) расплав поднимается вверх с увеличением скорости, т. е. с увеличением кинетической энергии, что гарантирует формирование, т. е. с увеличением кинетической энергии, что гарантирует формирование всей отливки и, следовательно, исключается брак по недоливам.
Приведенная совокупность признаков в других технических решениях авторами не обнаружена.
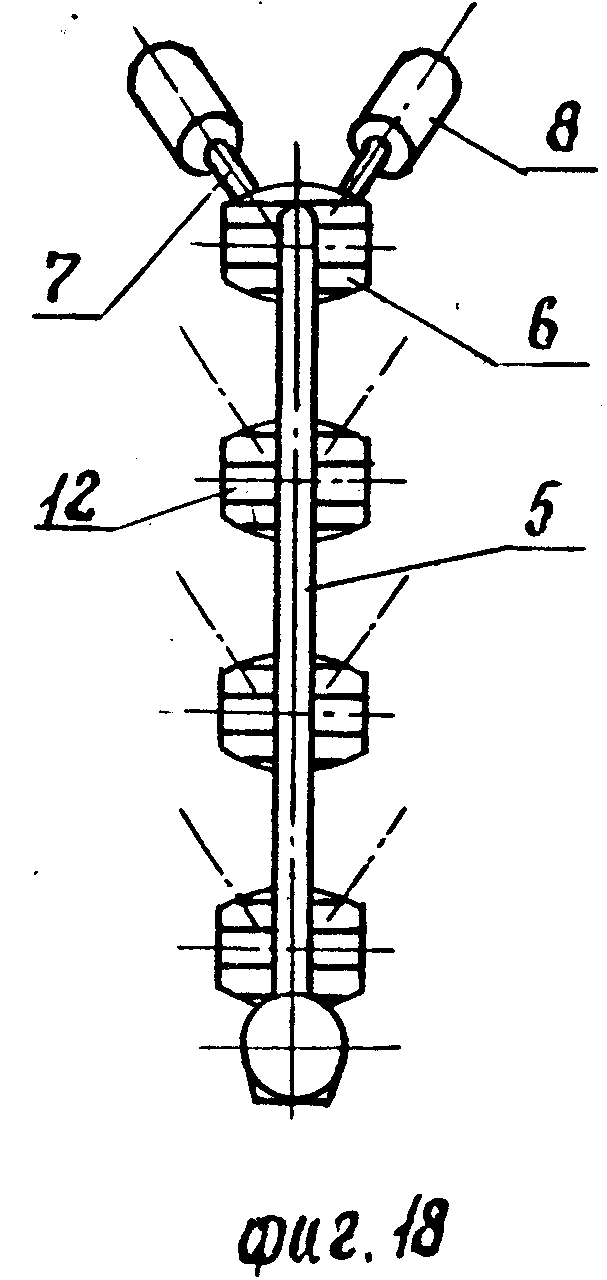
На фиг. 1 изображена предлагаемая литниковая система в сборке, разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид по стрелке Б на фиг. 1; на фиг. 4 - фронтальный вид успокоителя в взаимосвязи с частью литниковой системы, включающшей горизонтальный канал, коллектор, зумпф, успокоитель; на фиг. 5 - горизонтальная проекция части литниковой системы с успокоителем бочкообразной формы; на фиг. 6 - то же, с успокоителем конусообразной формы; на фиг. 7 - то же, с успокоителем шаровой фрмы; на фиг. 8 - фронтальный вид части литниковой системы с гребнем на успокоителе и коллекторе; на фиг. 9 - горизонтальный вид части литниковой системы с гребнем на успокоителе; на фиг. 10 - фронтальный вид на успокоитель с внутренним отверстием; на фиг. 11 - то же, со смешенным к периферии отверстием; на фиг. 12 - то же, с отсеченнной периферией; на фиг. 13 - фронтальный вид на часть литниковой системы с последовательно расположенными по высоте успокоителями и передним расположением коллектора; на фиг. 14 - горизонтальный вид на часть литниковой системы с последовательно расположенными по высоте успокоителями и с передним расположением коллектора; на фиг. 15 - фронтальный вид на часть литниковой системы с последовательно расположенными по высоте успокоителями и с задним расположением дискретных коллекторов вилообразной формы; на фиг. 16 - вид сбоку на часть литниковой системы с задним расположением дискретных коллекторов вилообразной формы; на фиг. 17 - фронтальный вид на часть литниковой системы с последовательно расположенными по высоте успокоителями с задним расположением сплошного прямолинейного коллектора; на фиг. 18 - вид сбоку на часть литниковой системы с задним расположением сплошного прямолинейного коллектора.
Литниковая система для центробежного литья сложнопрофильных деталей содержит центральный стояк 1, металлоприемник 2, горизонтальные литниковые каналы 3, отходящие во все стороны от металлоприемника 2, каждый из которых заканчивается зумпфом 4. От горизонтальных литниковых каналов (перед зумпфами) отходят вверх коллектора 5, соединяющие последовательно расположенные по высоте успокоители 6. Питатели 7 увязывают успокоители 6 с заливаемыми полостями 8. Число успокоителей 6 и место их расположения по высоте коллекторов 5 устанавливают в зависимости от конструктивных особенностей отливок (заливаемых полостей) 8. Так для крупногабаритных отливок возможно использовать только один успокоитель 6 (см. фиг. 1, правая половина). При изготовлении протяженных тонкостенных или малогабаритных отливок число успокоителей 6 должно быть более одного (см. фиг. 1, левая половина).
Все элементы литниковой системы собирают в единую литейную форму на поддоне 9 и в таком виде переносят в контейнер.
Конструкция литниковой системы для центробежного литья сложнопрофильных деталей предусматривает отклонение горизонтальных литниковых каналов 3 от радиального направления в сторону, противоположную вращению на угол α= 5-25о (см. фиг. 2). Отклонение коллекторов 5 от вертикали в сторону периферии на угол β= 5-20о (см. фиг. 1) обеспечивает возможность активно влиять на скорость движения жидкого металла при подъеме его на верх. Протяженнность коллекторов 5, их конструктивные особенности и место положения относительно успокоителей 6 могут быть различными, но общим является взаимосвязь нижней части каждого коллектора 5 (от горизонтального канала 3) с первым по высоте успокоителем 6, которые предусмотрено соединять по криволинейной поверхности (в продольном сечении), например в виде параболы, тогда как в поперечном сечении коллектор 5 оправдано выполнять в виде эллипса, протяженная ось которого соосна с осью литникового канала 3. При этом нижнюю часть коллектора 5 следует соединять по касательной к дальней от оси вращения стороне успокоителя 6.
Питатели 7 необходимо отводить от верхней половины успокоителей 6 под углом gamma<N>= 30-85о от горизонтальной плоскости (см. фиг. 1 и 3), причем конструктивная сложность отливки, ее габаритные размеры оказывают влияние на выбор углов gamma<N> наклона питателей. Так при изготовлении тонкостенных протяженных отливок 8, размещенных с внешней стороны коллекторов 5, целесообразно питатели 7 наклонить под углом gamma<N>, лежащим в пределах 30о ≅gamma<N>≅65о (см. фиг. 1, левая половина). Угол gamma<N> наклона питателей 7 при индивидуальном расположении на успокоителях 6 малогабаритных отливок 8 следует назначать в пределах 45о ≅gamma<N>≅85о, исходя из их конструктивных особенностей. Крупногабаритные заливаемые полости (отливки) 8 возможно индивидуально располагать на успокоителях. 6, выдерживая угол наклона питателей 7вместе с отливкой (заливаемой полостью) 8 в пределах 55о ≅gamma<N>≅85о (см. фиг. 1, правая половина).
Конструктивной особенностью каждого успокоителя 6 является выпуклая форма от линии сопряжения с коллектором 5, образующая обратные уклоны на пути вероятного движения расплава в плоскостях оси коллектора 5 и перпендикулярных к ней (см. фиг. 3-9). Однако, при всех возможных вариантах успокоителей 6 отвод питателей 7 следует выполнять за пределами линии 10 раздела уклонов так, например, как показано на фиг. 3. Успокоитель 6 может быть или бочкообразным, расположенным в пространстве горизонтально или наклонно, но сопрягать его с коллектором 5 следует по оси симметрии (по наибольшему диаметру), или в виде усеченного конуса, сопрягаемого с коллектором 5 по наибольшему основанию так, что меньшее основание является передней по направлению вращения формы, или в виде шара. В отдельных случаях линии 10 раздела уклонов целесообразно придать форму явно выраженного гребня 11 (см. фиг. 8 и 9). На фронтальных видах показано, что успокоители 6 могут быть выполнены с центральным отверстием 12, со смещенным к периферии отверстием с отсеченной периферией.
Если сопряжение нижней части коллектора 5 с первым по высоте успокоителем 6 следует выполнять по касательной к внешней (от оси вращения) его стороне, то дальше по высоте коллектор 5 может занимать или переднее положение относительно успокоителей 6 (см. фиг. 13 и 14) или заднее (см. фиг. 15-18). Для переднего расположения коллектора 5 характерным является его непрерывность и увязывание всех успокоителей 6 по касательной к дальней от оси вращения сторон (см. фиг. 13).
Заднее положение коллектора 5 предлагается реализовать в двух вариантах: разделение коллектора 5 на отдельные участки (дискратная форма), увязывание ими последовательно всех успокоителей 6 (фиг. 15 и 16); со сплошным прямолинейным коллектором 5, соединяющим успокоители 6 с периферийной стороны так, что сопряжение между этими элементами завершается по криволинейной поверхности, подведенной к дальней оси вращения стороне каждого успокоителя 6 (фиг. 17 и 18).
Дискретные коллектора 5 вилообразной формы увязывают каждую пару успокоителей 6 таким образом, что отвод каждого коллектора 5 от предыдущего успокоителя 6 осуществляется со стороны, ближней к оси вращения за пределами линии 10 раздела уклона успокоителей 6, а присоединение к последующему успокоителю 6 - по касательной в линию 10 раздела уклонов к дальней от оси вращения стороне каждого успокоителя 6.
Литниковая система работает следующим образом.
Расплав, сливаемый из заливочной воронки, свободно падает с высоты центрального стояка 1 на дно металлоприемника 2. При начальной скорости расплава, истекающего из воронки, близкой к нулю, уже перед встречей с дном металлоприемника 2 скорость приблизительно 2,5-2,8 м/с. Эти цифры показывают, что уже на этом отрезке пути к заливаемым полостям поток растягивается по длине с уменьшением его "живого" сечения. В металлоприемнике 2 расплав изменяет направление движения с вертикального на горизонтальное и распределяется по литниковым каналам 3. Используя на дне металлоприемника рассекатель, обеспечивает продвижение металла в каналы 3 с минимальными потерями скорости. Расчеты показывает, что даже при угловой скорости вращения формы, равной 12 рад/с, расплав в литниковых каналх 3 перед входом в коллектора 5 течет со скоростью, приблизительно равной 3,2-3,5 м/с, т. е. поток еще больше растягивается по длине. По этой причине в литниковых каналх 3 образуются в головной части потока тонкостенные "опережающие" струи, быстро охлаждающиеся по пути движения. Отвод горизонтальных литниковых каналов 3 от радиального направления на угол α= 5-25о и наклон коллекторов на угол β= 5-20о существенно улучшают гидродинамику течения расплава. Так при отводе каналов 3 на рекомендуемые углы α расплав движется по донной части, сохраняя сплошность, что позволяет ему переходить в наклонные коллектора 5 без явного прижима к боковым стенкам. В наклонных коллекторах 5 скорость расплава 9 при тех же условиях) возрастает незначительно. Однако, в первый по высоте успокоитель 6 головная часть потока поступает с относительно большой скоростью. Поэтому успокоитель 6, его выпуклая форма, эллипсоидная форма коллекторов 5 организуют равномерный слив, гашение скорости и накопление металла перед литниковыми каналами 7. Эффект воздействия линии 10 раздела уклонов на направлении слива расплава в успокоитель 6 усиливается с применением грубня 11.
Размещение питателей 7 в верхней части успокоителей 6 под углами γ= 30-85о исключает случайный проход металла в заливаемые полости 8 в виде тонких "опережающих" струй. Истечение расплава в питатели 7 происходит компактным потоком с начальной скоростью, близкой к нулю, а заполнение полостей 8 осуществляется снизу вверх с регулируемым увеличением скорости.
Конструктивное решение с передним расположением коллектора 5 дает возможность последовательно сверху вниз заполнять жидким металлом успокоители 6. В таком же порядке идет формирование отливок, что позволяет сохранять высокую весовую скорость заполнения заливаемых полостей 8.
Заднее положение коллекторов 5 относительно успокоителей 6 изменяет последовательность заполнения их металлом на противоположное, т. е. снизу-вверх. Так из нижнего успокоителя (см. фиг. 17) расплав начинает поступать в заливаемые (или заливаемую полости 8, закрепленные на этом успокоителе, и до завершения формирования отливок 8 не протекает в последующий по высоте успокоитель 6. Эффект такого последовательного заполнения успокоителей 6 заливаемых полостей 8 усиливается с применением вилообразных коллекторов 5 (см. фиг. 16).
Апрабация в производственных условиях рассматриваемой конструкции литниковой системы показали простоту и технологичность изготовления ее отдельных деталей и сборку всей формы.
Такая конструкция позволяет изготавливать из металла и использовать в качестве постоянных элементов формы разъемный центральный стояк 1, устанавливаемый на разъемный металлоприемник 2. Остальные части литниковой системы, включающие горизонтальные литниковые каналы 3, коллектора 5, успокоители 6, целесообразно использовать в качестве разовых элементов, изготавливая выплавляемые модели как единое целое и затем по ним оболочки.
После удаления модельного состава и прокалки оболочек сборку форм возможно осуществлять соединением разовых и постоянных элементов, например, по коническим заходным хвостовикам, на поддоне 9.
Таким образом, литниковая система, с помощью которой изготавливают отливки, включает все существенные признаки, известные из описания. При этом размеры ее отдельных элементов приняты следующие: диаметр и высота центрального стояка соответственно равны 150 и 450 мм; диаметр металлоприемника 2 составлет 210 мм; длина каналов 3 вместе с зумпфом 4 155 мм; их максимальный диаметр в поперечном сечении 30 мм; углы α отклонения каналов 3 от радиального направлеия принимают на уровне 5о и 25о; коллектора 5 отводят от вертикали на углы β, равные 5о и 20о; максимальный диаметр успокоителей 6 составляет 50мм, а внутренний диаметр отверстия 25 мм; углы γ наклона питателей приняты на уровне приблизительно 80о и 30.
Отливки корпусной формы с черновой массой 9,5 и 2,1 кг изготавливают из сплава ВТ5Л. Угловые скорости вращения форм были равны 15 и 25 рад/с.
Анализ качества отливок показывает, что полностью отсутствует брак по недоливам, дефекты по неспаям выявляют только на отдельных участках отливок в виде мелких рисок, ликвидируемых при зачистке, а дефекты по пористости не обнаруживают. (56) Авторское свидетельство СССР N 663479, кл. B 22 D 13/10, 1979.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЦЕНТРОБЕЖНОГО ЛИТЬЯ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ С НАПРАВЛЕННООРИЕНТИРОВАННОЙ СТРУКТУРОЙ | 1993 |
|
RU2098228C1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЦЕНТРОБЕЖНОГО ФАСОННОГО ЛИТЬЯ С ВЕРТИКАЛЬНОЙ ОСЬЮ ВРАЩЕНИЯ | 2013 |
|
RU2558698C2 |
| Литниковая система для центробежно-гО лиТья C ВЕРТиКАльНОй ОСью ВРАщЕНия | 1979 |
|
SU850268A1 |
| Литниковая система для заливки крупногабаритных тонкостенных отливок, представляющих собой тела вращения из магниевых сплавов в атмосфере защитного газа, в формы из ХТС | 2019 |
|
RU2738170C1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЦЕНТРОБЕЖНОГО ФАСОННОГО ЛИТЬЯ С ВЕРТИКАЛЬНОЙ ОСЬЮ ВРАЩЕНИЯ | 2014 |
|
RU2570138C1 |
| Устройство для заливки расплава | 1986 |
|
SU1337187A1 |
| Литниковая система для центробежного литья фасонных заготовок | 1981 |
|
SU996082A1 |
| МЕТАЛЛОПРИЕМНИК ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ С ВЕРТИКАЛЬНОЙ ОСЬЮ ВРАЩЕНИЯ | 2008 |
|
RU2402403C2 |
| ФОРМА ДЛЯ ЛИТЬЯ ПОРШНЕВЫХ КОЛЕЦ ПОГРУЖЕНИЕМ | 1991 |
|
RU2016697C1 |
| Литниковая система керамической формы для центробежного литья с вертикальной осью вращения | 1983 |
|
SU1161225A1 |












Применение: изобретение относится к литейному производству, а именно к центробежному литью сложнопрофильных деталей из высокотемпературных химических активных титановых сплавов, но может найти применение при изготовлении отливок из любых сплавов. Сущность изобретения: литниковая система содержит центральный стояк 1, металлоприемник 2, горизонтальные литниковые каналы 3, каждый из которых оканчивается зумпфом 4 и переходит в коллектор 5, поднимающийся вверех и соединенный питателями с заливаемыми полостями 8. Коллектора 5 увязывают последовательно расположенные по высоте успокоители 6. Число успокоителей 6 и расстояние между ними зависят от конструктивных особенностей отливок (заливаемых полостей) 8. Горизонтальные литниковые каналы отведены от радиального направления на угол α=5-25° в сторону, противоположную вращению, а коллектора 5 отклонены от вертикального положения в сторону от оси вращения на угол β=5-20°, причем заливаемые полости 8 присоединены к верхней половине успокоителей 6 питателями 7 наклоненными от горизонтальной плоскости вверх на угол γ=30-85°. Поверхность успокоителей 6 от линии сопряжения с коллекторами выполнена выпуклой. 1 з. п. ф-лы, 18 ил.
