Изобретение относится к области автоматизации технологических процессов, в частности к машиностроению для ориентации пластин, имеющих форму равнобедренной трапеции со скосом на одном из ее основании.
Наиболее близким к предлагаемому относится способ ориентации плоских деталей, включающий поштучную подачу деталей в пазы в верхней части наклонного диска, ее транспортирование путем вращения диска и передачу правильно ориентированной детали в отводящий лоток, предварительно подвергая по меньшей мере одной кантовке неправильно ориентированную деталь (авт. св. SU, N 1705011 A1, B 23 Q 7/02, 1992 -прототип).
Однако известный способ имеет низкую производительность при ориентации пластин, имеющих форму равнобедренной трапеции, ввиду низкой вероятности правильно ориентированных пластин, поскольку не содержит достаточного количества приемов, обеспечивающих переориентацию таких деталей по высоте.
В основу настоящего изобретения была положена задача разработки такого способа, который обеспечивает повышение производительности за счет увеличения вероятности правильно ориентированных деталей в виде пластин, имеющих форму равнобедренной трапеции со скосом на одном из ее оснований, путем введения приемов, обеспечивающих переориентацию таких деталей по высоте и по длине.
Это достигается тем, что подают детали в пазы поштучно в верхней части наклонного диска и размещают деталь в пазу в вертикальном положении на одно из ее оснований, транспортируют ее путем вращения диска, причем неправильно ориентированную деталь транспортируют в зафиксированном состоянии, передают правильно ориентированную деталь в отводящий лоток, неправильно ориентированную по длине деталь переориентируют путем вращения диска до совмещения его паза с имеющимся в основании сквозным тоннелем, соединенным с отводящим лотком, освобождают ее от зажима и передают в отводящий лоток, неправильно ориентированную по высоте деталь транспортируют до совмещения паза диска с имеющимся в диске каналом, освобождают от фиксации, производят ее кантовку опрокидыванием в канал на ее другое основание, после чего правильно сориентированную в канале деталь транспортируют вращением диска до совмещения канала с имеющимся в основании склизом, соединенным с отводящим желобом, и по склизу передают в отводящий желоб, а неправильно сориентированную в канале деталь зажимают, переориентируют в требуемое положение вращением диска до совмещения канала с отводящим желобом, освобождают от зажима и передают в отводящий желоб.
Таким образом в предлагаемом способе осуществляется переориентация как по длине, так и по высоте деталей в виде пластин, имеющих форму равнобедренной трапеции со скосом на одном из оснований, что увеличивает вероятность выхода правильно ориентированных деталей, а значить увеличивает производительность способа.
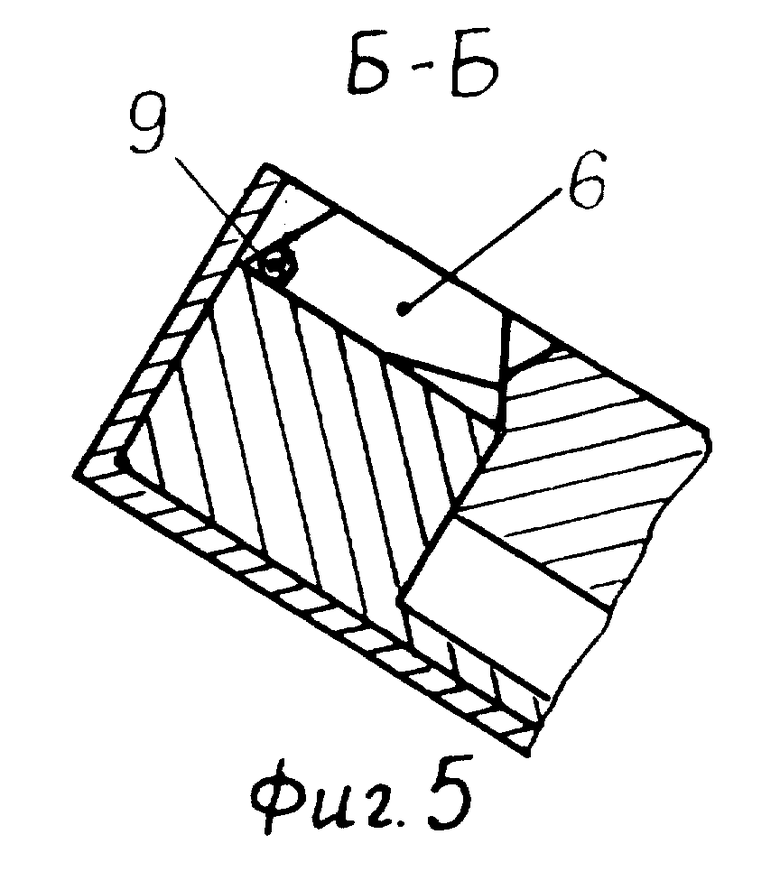
На фиг. 1 показана схема осуществления способа, вид сверху; на фиг. 2 - разрез по А-А на фиг. 1 с возможным размещением в пазу неправильно ориентированной по длине детали; на фиг. 3 - разрез по А-А на фиг. 1 с возможным размещением в пазу правильно ориентированной детали; на фиг. 4 - разрез по А-А на фиг. 1 с возможным размещением в пазу правильно ориентированной детали; на фиг. 5 - разрез по Б-Б на фиг. 1 с закрепленной в пазу возможно размещенной неправильно ориентированной по высоте деталью; на фиг. 6 - разрез по К-К на фиг. 1 с закрепленной в пазу возможно размещенной неправильно ориентированной по длине деталью; на фиг. 7 - разрез по В-В на фиг. 1; на фиг. 8 - разрез по Г-Г на фиг. 1; на фиг. 9 - разрез по Д-Д на фиг. 1; на фиг. 10 - разрез по Е-Е на фиг. 1; на фиг. 11 - разрез по Ж-Ж на фиг. 1.
Способ осуществляется следующим образом. Деталь из подводящего лотка 1 поштучно подается в паз 2 в верхней части наклонного диска 3 и размещается в вертикальном положении одним из ее оснований на дно 4 паза 2. При этом она может занять одно из четырех положений: лежит на малом основании скосом вперед (принята как деталь 5, неправильно ориентированная по длине); лежит на большом основании скосом вперед или назад (оба положения приняты как положения детали 6, неправильно ориентированной по высоте); лежит на малом основании скосом назад (принята как правильно ориентированная деталь 7). Вращением V дика 3 деталь транспортируется. При этом закрепляют зажимом 8 деталь 5, неправильно ориентированную по длине, а прижимом 9 - деталь 6, неправильно ориентированную по высоте. При совмещении паза 2 со сквозным тоннелем 10 основания 11 перемещают правильно ориентированную деталь 7 из паза 2 в отводящий лоток 12. При дальнейшем повороте диска 3 открепляют прижимом 9 деталь 6, неправильно ориентированную по высоте, перемещают ее из паза 2 в канал 13 диска 3 и при перемещении переориентируют путем опрокидывания на ее другое основание. Затем открепляют зажимом 8 неправильно ориентированную по длине деталь 5 и переориентируют ее в требуемое положение путем вращения V диска 3. Закрепляют неправильно ориентированную деталь 14 в канале 13 прихватом 15. При дальнейшем повороте диска 3 в момент совмещения канала 13 со склизом 16 основания 11 перемещают в отводящий желоб 17 правильно ориентированную деталь 7. Прихватом 15 открепляют неправильно сориентированную деталь 14 и переориентируют ее в требуемое положение путем вращения V диска 3.
При дальнейшем повороте V диска 3 в момент совмещения паза 2 с отводящим лотком 12 переориентированную по длине деталь 5 перемещают в отводящий лоток 12, а при совмещении канала 13 с отводящим желобом 17 переориентированную деталь 14 перемещают в отводящий желоб 17.
Способ может быть использован на машиностроительных предприятиях для ориентации деталей в виде плоской пластины, имеющей форму равнобедренной трапеции, со скосом на одном из ее оснований, при автоматизации операций механической обработки, сборки, сварки и измерения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОРИЕНТАЦИИ ПЛОСКИХ ДЕТАЛЕЙ | 1996 |
|
RU2103144C1 |
| УСТРОЙСТВО ВТОРИЧНОЙ ОРИЕНТАЦИИ ПЛОСКИХ ДЕТАЛЕЙ | 1996 |
|
RU2096160C1 |
| УСТРОЙСТВО ВТОРИЧНОЙ ОРИЕНТАЦИИ ПЛОСКИХ ДЕТАЛЕЙ | 1998 |
|
RU2129945C1 |
| СПОСОБ ОРИЕНТАЦИИ ДЕТАЛЕЙ | 1995 |
|
RU2082583C1 |
| УСТРОЙСТВО ОРИЕНТАЦИИ ПЛОСКИХ ДЕТАЛЕЙ | 1996 |
|
RU2098257C1 |
| СПОСОБ ОРИЕНТАЦИИ СТУПЕНЧАТЫХ СТЕРЖНЕЙ | 1998 |
|
RU2171736C2 |
| СЕЛЕКТОРНОЕ УСТРОЙСТВО | 1996 |
|
RU2103146C1 |
| СПОСОБ ВТОРИЧНОЙ ОРИЕНТАЦИИ СТЕРЖНЕЙ | 1998 |
|
RU2169655C2 |
| СПОСОБ ОРИЕНТАЦИИ СТУПЕНЧАТЫХ СТЕРЖНЕЙ | 2008 |
|
RU2366555C1 |
| УСТРОЙСТВО ВТОРИЧНОЙ ОРИЕНТАЦИИ ДЕТАЛЕЙ | 1998 |
|
RU2136474C1 |









Изобретение относится к автоматизации производства и может быть использовано при ориентации деталей в виде плоской пластины, имеющей форму равнобедренной трапеции со скосом на одном из ее оснований, на операциях механической обработки, сборки, сварки и измерения. Детали, подаваемые поштучно в пазы наклонного диска, транспортируют путем ее вращения. При транспортировании раздельно закрепляют деталь, неправильно ориентированную по ее длине, и деталь, неправильно ориентированную на высоте, а правильно ориентированную деталь перемещают в отводящий лоток. Затем открепляют и переориентируют путем опрокидывания на другое основание деталь, неправильно ориентированную по высоте. Закрепляют опрокинутую неправильно ориентированную деталь, перемещают в отводящий желоб опрокинутую правильно ориентированную деталь. Неправильно ориентированную по длине деталь и опрокинутую неправильно ориентированную деталь переориентируют в требуемое положение путем вращения диска, открепляют и раздельно удаляют. Способ позволяет увеличить производительность за счет увеличения вероятности выхода правильно ориентированных деталей. 11 ил.
Способ ориентации плоских деталей, включающий поштучную подачу деталей в пазы в верхней части наклонного диска, ее транспортирование путем вращения диска и передачу правильно ориентированной детали в отводящий лоток, предварительно подвергая по меньшей мере одной кантовке неправильно ориентированную деталь, отличающийся тем, что деталь размещают в пазу в вертикальном положении на одно из ее оснований, неправильно ориентированные детали транспортируют в зафиксированном состоянии, при этом переориентацию неправильно ориентированной по длине детали осуществляют вращением диска до совмещения его паза с имеющимся в основании сквозным тоннелем, соединенным с отводящим лотком, освобождают ее от зажима и передают по тоннелю в отводящий лоток, неправильно ориентированную по высоте деталь транспортируют до совмещения паза диска с имеющимся в диске каналом, освобождают от фиксации, производят ее кантовку опрокидыванием в канал на ее другое основание, после чего правильно ориентированную в канале деталь транспортируют вращением диска до совмещения канала с имеющимся в основании склизом, соединенным с отводящим желобом, и по склизу передают в отводящий желоб, а неправильно сориентированную в канале деталь зажимают, переориентируют в требуемое положение вращением диска до совмещения канала с отводящим желобом, освобождают от зажима и передают в отводящий желоб.
| SU, авторское свидетельство, 1705011, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
