Изобретение относится к медицине и, в частности, к медицинскому инструменту, применяемому в стоматологии.
Применение в стоматологии зубных боров как многолезвийного инструмента обусловлено необходимостью механической обработки больных зубов и пломб. Для этого используют инструменты различной конструкции, но чаще всего с рабочей головкой, на которой расположены повторяющиеся с определенным шагом зубцы с режущими кромками.
Совершенствование конструкции такого инструмента сводилось, как правило, к увеличению стойкости рабочей головки. В изобретениях использовали более прочные дорогостоящие материалы, вводили в технологию трудоемкие операции упрочнения материала - закалку, цементацию и т.п., применяли дополнительную механическую обработку и т.д. Все эти мероприятия сказывались на технологичности и себестоимости конструкции.
Участившиеся в последнее время случаи инфицирования СПИДом при использовании инструмента многоразового применения вынуждают медицинские учреждения повысить контроль за стерилизацией, что в свою очередь сказывается на затратах по обслуживанию. Создавшаяся ситуация отражается и на отношении больных к таким инструментам - возрастает недоверие, повышается эффект мнительности, растет статистика нервных заболеваний и т.п. Эти обстоятельства касаются и зубного бора, поэтому при использовании его как инструмента одноразового применения совершенствование конструкции в направлении повышения стойкости рабочей головки не целесообразно.
Меры, направленные на повышение технологичности любой конструкции, в частности зубных боров, и связанные с применением недефицитных материалов, исключением трудоемких операций, использованием недорогостоящего оборудования и т. п., а также возможность применения его в качестве инструмента разового применения могут дать в совокупности значительный не только экономический, но и социальный эффект.
Известна конструкция бора по авт.св. СССР 241618, кл. A 61 C 3/02, содержащая хвостовик и рабочую головку в виде трехгранной призмы с режущими гранями.
Недостатком такой конструкции является большой отрицательный (минус 25 - 45o) передний угол режущих граней, а также малое их количество, что ухудшает условия резания и снижает стойкость режущих граней вследствие возрастания нагрузки на каждую грань. В тоже время обработку необходимо прерывать для очистки граней от стружки, из-за которой происходит нагрев инструмента. Данное техническое решение не исключает возможности передачи инфекционных заболеваний.
Оптимальной по отношению к аналогу могла быть конструкция, имеющая упрочненную рабочую головку, меньший передний угол режущих граней и канавки для отвода стружки из зоны резания. Эта конструкция отвечала бы требованиям, предъявляемым к инструментам многоразового пользования.
Наиболее близкой в техническом отношении к достигаемому эффекту является конструкция [1], принятая за прототип.
Зубной бор содержит упрочненную рабочую головку с боковыми и торцовыми повторяющимися режущими зубцами, которые образованы передней и задней поверхностями, канавки для отвода стружки, а также хвостовик для крепления к приводу.
Такая конструкция устраняет недостатки аналога, но не отвечает требованиям технологичности и потому имеет высокую себестоимость. Также как и аналог она не решает проблему исключения передачи инфекционных заболеваний и может быть использована только как инструмент многоразового применения.
Общими признаками с предлагаемым зубным бором является наличие упрочненной рабочей головки с боковыми и торцовыми повторяющимися режущими зубцами, которые образованы передней и задней поверхностями, канавок для отвода стружки, а также хвостовика для крепления к приводу.
В отличие от прототипа предлагаемая конструкция зубного бора имеет поверхности боковых зубцов, форма которых описывается уравнениями
где β - угол поворота;
A - линия косинуса (половина линейного шага между зубцами);
B - линия синуса;
L = Rи + Rб;
Rи - радиус делительной (основной) окружности инструмента;
Rб - радиус делительной (основной) окружности зубного бора; - коэффициент,
- коэффициент,
при этом касательная к передней поверхности расположена со средним передним углом не более (модуля) минус 16o, а касательная к задней поверхности - не менее модуля переднего, поверхностный слой рабочей головки глубиной не менее 0,05 мм выполнен из упрочненного пластически деформированного материала, а торцовые зубцы расположены на образующей боковых с уклоном 30 - 60o в сторону наружного диаметра, торцовая поверхность снабжена дополнительным зубцом, например, крестообразным, режущие зубцы снабжены средней наработкой до отказа -3 мин и каждый бор стерильно упакован.
Именно это позволяет сделать вывод о наличии причинно-следственной связи между совокупностью существенных признаков заявляемого технического решения и достигаемыми техническими результатами.
Задачей изобретения является создание конструкции зубного бора, обеспечивающего более высокую технологичность, достаточную стойкость, низкую себестоимость и одноразовость применения.
Выполнение поверхности боковых зубцов по форме описываемой выше системой уравнений позволяет обеспечивать высокую технологичность изготовления боров при сохранении режущей способности зубцов, создание более стойкой режущей кромки без применения дорогостоящих дефицитных материалов или термической обработки, применять высокопроизводительные приемы формообразования и упрочнения.
Расположение касательной к передней поверхности со средним передним углом γ не более (модуля) минус 16o обусловлено сохранением оптимальных условий резания и удаления стружки при высокой технологичности изготовления бора.
Расположение касательной к задней поверхности под углом не менее модуля переднего угла позволяет обеспечить оптимальный угол заточки режущих зубцов, их режущую способность при сохранении высокой технологичности конструкции.
Наличие на поверхности рабочей головки слоя упрочненного пластически деформированного материала толщиной не менее 0,05 мм обусловлено тем, чтобы обеспечить требуемую стойкость бора без применения дорогостоящих дефицитных материалов и специальной термической обработки. Позволяет совместить процесс упрочнения и формирования зубцов, снизить себестоимость.
Расположение торцовых зубцов по образующей боковых с уклоном 30 - 60o в сторону наружного диаметра обусловлено необходимостью снижения осевой нагрузки при обработке донной части канала и обеспечения высокой технологичности конструкции. При выполнении уклона за пределами указанных величин осевые нагрузки повышаются, а технологичность снижается.
Снабжение торца бора дополнительным зубцом, например крестообразным, улучшает условия резания, упрочняет торцовую поверхность рабочей головки и обеспечивает высокую технологичность.
Снабжение режущих зубцов средней наработкой до отказа -3 мин обусловлено применением зубного бора как одноразового инструмента, а средние затраты машинного времени при обработке одного пациента подтверждены опытом работы отечественных и зарубежных специалистов-стоматологов.
Стерильная упаковка каждого бора обусловлена также одноразовостью применения.
Сущность изобретения заключается в том, что в зубном боре, содержащем упрочненную головку с боковыми и торцовыми повторяющимися режущими зубцами, которые образованы передней и задней поверхностями, канавки для отвода стружки, а также хвостовик для крепления к приводу, в отличие от прототипа поверхности боковых зубцов выполнены по форме, описываемой уравнениями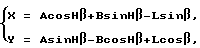
где β - угол поворота;
A - линия косинуса (половина линейного шага между зубцами);
B - линия синуса;
L = Rи + Rб;
Rи - радиус длительной (основной) окружности инструмента;
Rб - радиус делительной (основной) окружности зубного бора; - коэффициент,
- коэффициент,
при этом касательная к передней поверхности расположена со средним передним углом не более (модуля) минус 16o, а касательная к задней поверхности - не менее модуля переднего, поверхностный слой рабочей головки глубиной не менее 0,05 мм выполнен из упрочненного пластически деформированного материала, а торцовые расположены по образующей боковых с уклоном 30 - 60o в сторону наружного диаметра, торцовая поверхность снабжена дополнительным зубцом, например крестообразным, режущие зубцы снабжены средней наработкой до отказа - 3 мин и каждый бор стерильно упакован.
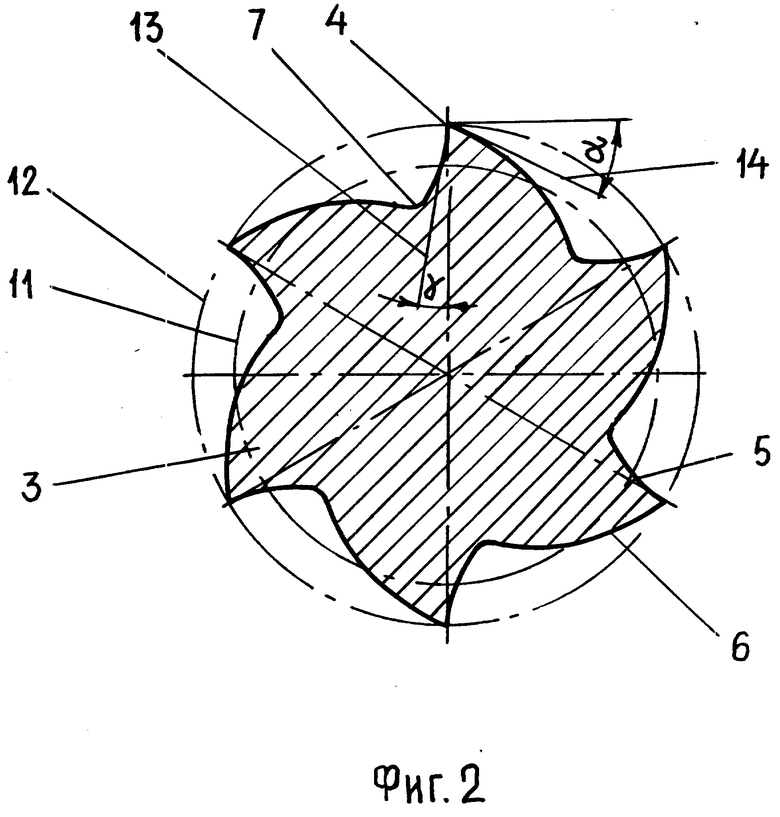
На фиг.1 изображен бор, вид сбоку; на фиг.2 - сечение А-А на фиг. 1; на фиг. 3 - вид по стрелке Б на фиг.1; на фиг.4 - сечение В-В на фиг.3; на фиг. 5 - сечение Г-Г на фиг.3.
Бор состоит из хвостовика 1, рабочей головки 2, на которой расположены боковые зубцы 3 с режущими кромками 4, которые образуются пересечением передних 5 и задних 6 поверхностей, канавки для отвода стружки 7, торцовые зубцы 8 и 9 на торцовой поверхности 10. Основными геометрическими параметрами бора являются делительная (основная) окружность 11, окружность кромок (или наружная окружность головки) 12, касательная к передней поверхности 13 и задней - 14, передний угол γ и задний угол α .
Работу с бором осуществляют следующим образом.
В присутствии пациента зубной бор извлекают из стерильной индивидуальной упаковки и закрепляют хвостовик 1 в приводе (не показано). После включения привода рабочую головку 2 подают в зону обработки. Режущая кромка 4 снимает слой стружки, которая под действием сил резания скользит по передней поверхности 5, попадает в канавку 7 и удаляется из зоны резания.
При обработке стенок зубного канала подачу осуществляют перпендикулярно оси бора, изменяя направление подачи в радиальной плоскости. В этом случае работают в основном боковые зубцы 3. Режущая кромка 4 врезается в костную ткань, а образуемая стружка скользит по передней поверхности 5 в канавку 7 и удаляется из зоны резания. Задняя поверхность 6 зубцов выполнена такой формы, что не касается обработанной поверхности и не оказывает противодействия силам резания.
При обработке дна канала подачу осуществляют вдоль оси бора, а при разбивке отверстия большего диаметра - в радиальной плоскости. При осевой подаче работают в основном торцовые зубцы 8 и 9, расположенные на торцовой поверхности 10. Режущая кромка 4 снимает слой стружки, которая по передней поверхности 5 попадает в канавку 7. У зубцов 8 канавкой служит передняя поверхность 5 боковых зубцов 3, так они сопрягаются, а у крестообразного зубца 9 - торцовая поверхность 10.
При расчетах профилей передней и задней поверхности боковых зубцов важным параметром является делительная (основная) окружность 11, которая делит зуб по высоте на равные части. Окружность кромок (или наружная окружность головки) 12 определяет размер рабочей головки 2 в радиальной плоскости, а лечащий врач по ней определяет диаметр канала.
Касательная 13, исходящая из вершины режущей кромки 4 под углом γ к радиусу, проведенному в эту вершину, характеризует местоположение передней поверхности 5 зубцов 3. Касательная 14, исходящая из вершины режущей кромки 4 под углом α относительно касательной к окружности кромок 12, определяет угол заточки режущей кромки.
После проведения соответствующих работ с одним пациентом зубной бор дальнейшему использованию не подлежит. Врач обязан этот бор либо утилизовать, либо отложить в специальную тару для восстановления на заводе-изготовителе, или передать обслуженному пациенту.
Благодаря такой конструкции резко возросла технологичность, что позволило за счет применения высокопроизводительных технологий повысить производительность более чем в 10 раз по сравнению с производством прототипа. Например, трудоемкость формирования зубцов и впадин на рабочей головке бора при использовании разработанной лабораторной установки с ручным приводом составляет 2-3 с, тогда как на обработку таких же поверхностей у прототипа при использовании зарубежного (отечественного нет) промышленного оборудования с электрическим приводом требуется не менее 75 с. В процессе производства новой конструкции зубного бора отпадает необходимость в использовании дефицитных и дорогостоящих материалов, специальных упрочняющих технологий (закалке, цементация и др.) и т.п. Процесс упрочнения рабочей головки совмещен с процессов формирования поверхностей зубцов и впадин. Получаемая при этом стойкость режущих кромок может регламентироваться режимами технологического процесса. Все перечисленные факторы позволяют существенно снизить себестоимость зубного бора, а достижение регламентированной стойкости рабочей головки, обеспечивающей среднюю наработку до отказа - 3 мин, обработку только одного пациента. Именно сочетание низкой себестоимости, средней наработки до отказа, равной 3 мин, и стерильная упаковка каждого бора обеспечивают возможность использования бора данной конструкции как инструмента одноразового применения. Это исключает возможность инфицирования пациента в стоматологических учреждениях и способствует решению проблемы борьбы с такими особоопасными заболеваниями, как СПИД.
По изобретению была разработана конструкторская документация на 8 типоразмеров зубных боров (черт. БУ1.10.011 и т.д.), изготовлена опытная партия около 10 тыс.шт., проведены заводские и государственные испытания.
Как показали результаты испытаний (заключения Московского медицинского стоматологического института, вход. N 37/4670 от 04.07.95 г. 14-й Центральной стоматологической поликлиники Министерства обороны РФ от 10.07.95 г. и АО "Тульская областная стоматологическая поликлиника", вход. N 48/336 от 05.07.95), зубной бор удовлетворяет основным требованиям отечественной нормативно-технической документации (ГОСТ 19126-79 "Инструменты медицинские металлические", ГОСТ Р 50352-92 "Инструмент стоматологический вращающийся" и т. д.), а также международным стандартам (ИСО 3823 "Инструменты стоматологические вращающиеся", ИСО 8325 "Инструменты стоматологические вращающиеся. Методы испытания").
Зубной бор прошел экспертизу Минздрава РФ (Выписка из протокола N 6 от 27.07.95 г.) и рекомендован для серийного производства и в стоматологическую практику.
В настоящее время ведется подготовка к промышленному производству боров и применению в медицинской практике.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБНОГО БОРА | 1996 |
|
RU2102028C1 |
| СБОРНЫЙ ИНСТРУМЕНТ ДЛЯ ОБРАЗОВАНИЯ РЕЗЬБОВЫХ ПОВЕРХНОСТЕЙ | 2002 |
|
RU2229964C2 |
| ЕМКОСТЬ ДЛЯ ХРАНЕНИЯ МИНЕРАЛЬНОЙ ВОДЫ | 1991 |
|
RU2016839C1 |
| Стоматологическая фреза и способ фрезерования при изготовлении стоматологических комплектующих | 2013 |
|
RU2669983C1 |
| ЗУБНОЙ БОР | 1992 |
|
RU2019151C1 |
| РЕЖУЩАЯ ПЛАСТИНА | 2000 |
|
RU2198767C2 |
| БОЛТ | 1996 |
|
RU2115035C1 |
| ФОРМИРОВАТЕЛЬ КОСТНОГО ЛОЖА ДЛЯ ЗУБНЫХ ИМПЛАНТАТОВ | 2006 |
|
RU2307621C1 |
| Зубной бор | 1984 |
|
SU1242150A1 |
| Способ сверления отверстий и режущий инструмент для его осуществления | 1991 |
|
SU1816247A3 |


Использование: в медицине, в частности в медицинском инструменте, применяемом в стоматологии. Технический результат: создание конструкции зубного бора, обеспечивающего более высокую технологичность, достаточную стойкость, низкую себестоимость и одноразовость применения. Сущность изобретения: зубной бор состоит из упрочненной рабочей головки с боковыми и торцевыми повторяющимися режущими зубцами, которые образованы передней и задней поверхностями, канавок для отвода стружки, а также хвостовика для крепления к приводу, при этом поверхности боковых зубцов выполнены по форме, описываемой системой управлений, касательная к передней поверхности расположена со средним передним углом не более (модуля) минус 16o, а касательная к задней поверхности - не менее модуля переднего, поверхностный слой рабочей головки глубиной не менее 0,05 мм выполнен из упрочненного пластически деформированного материала, а торцевые зубцы расположены по образующей боковых с уклоном 30 - 60o в сторону наружного диаметра, торцевая поверхность снабжена дополнительным зубцом, например крестообразным, режущие зубцы снабжены средней наработкой до отказа - 3 мин, а каждый бор стерильно упакован. 2 з.п. ф-лы, 5 ил.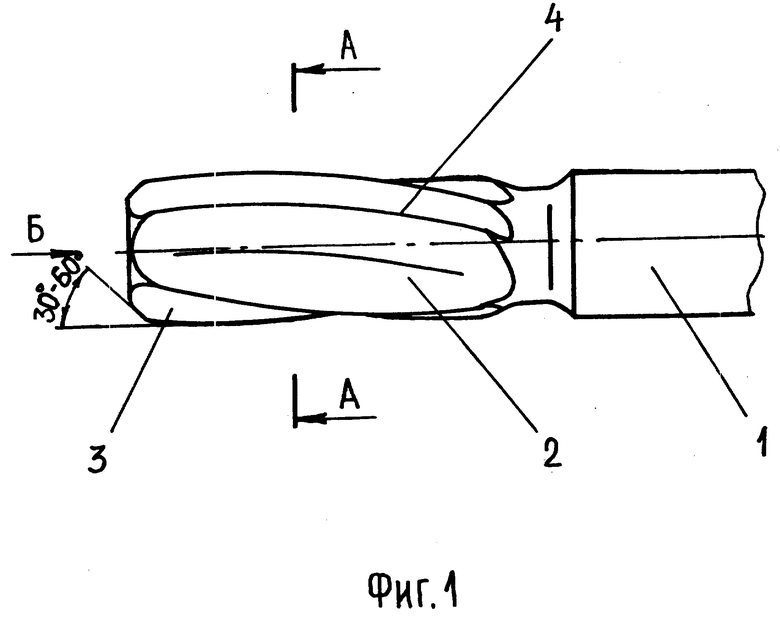

где b - угол поворота;
А линия косинуса (половина линейного шага между зубцами);
В линия синуса;
L Rи + Rб, где Rи радиус делительной (основной) окружности инструмента, Rб радиус делительной (основной) окружности зубного бора;
H 1 + Rи/Rб коэффициент,
при этом касательная к передней поверхности расположена со средним передним углом не более (модуля) -16o, а касательная к задней поверхности не менее модуля переднего, поверхностный слой рабочей головки глубиной не менее 0,05 мм выполнен из упрочненного пластически деформированного материала, а торцевые зубцы расположены по образующей боковых с уклоном 30 60o в сторону наружного диаметра.
| US, патент, 3971135, кл | |||
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
