Изобретение относится к машиностроению, в частности к механической обработке изделий в массовом и серийном производстве на токарных станках с применением технологической оснастки с гидропластовым патроном.
В машиностроении постоянно ведутся поиски по повышению производительности труда с минимальными затратами и вместе с тем лучшим качеством изделий, не уступающим мировым стандартам, особенно в транспортных средствах.
Ремонт и восстановление деталей автотранспортных машин на данном этапе не потеряли актуальности и главное в этой деятельности - выявить наилучшие способы и сроки восстановления конкретных деталей, для чего необходима совершенная технология как для вновь изготовленных изделий, так и для ремонта. Чем выше точность изготовления, тем дольше работоспособность этих изделий. При этом необходим и высококачественный режущий инструмент и приспособления, в частности и предлагаемый пневматический гидропластовый патрон, от совершенства которого зависит качество обработки изделий, так как гидропластовый зажим от наружного диаметра дает высокую точность концентричности диаметров - соосности.
Известны конструкции самоцентрирующихся патронов к металлорежущим станкам. Они хотя и универсальны, но имеют недостаток, который заключается в том, что нет гарантии получить концентричности наружного и внутреннего диаметра, например, втулки, имеют место случаи пережима изделий, в результате получается овальность или эллипсность [1, 3, 4]
Известны зажимные устройства в разжим, например обточки втулок по наружному диаметру, такие, как гидропластовые механические с разрезной цангой, с гофрированными втулками и, наконец, кулачковые.
Недостатком вышеперечисленных возможностей является то, что они базируются только по внутреннему диаметру и не имеют возможности зажимать изделия в обхват с тем, чтобы от наружного диаметра внутри втулки осуществлять расточку сложной конфигурации [2].
Целью изобретения является повышение производительности труда, эксплуатационных возможностей, безопасности в работе, удобства в обслуживании, а также получение возможности обработки изделий, например втулок от наружного диаметра сложной конфигурации по копиру.
Поставленная цель достигается тем, что в целях эксплуатационной возможности, экономии трудозатрат на изготовление втулок сложной поверхности по копиру предлагается гидропластовый патрон, работающий в обхват изделия, кроме этого, на патроне предусмотрен копир, при помощи которого можно обработать как внутренний, так и наружный диаметр выходящей за пределы зажима втулки любой конфигурации.
Отпадает специальное копировальное устройство и оборудование для осуществления операции по копиру.
Следует отметить, что только такая конструкция позволила осуществить надежную работу гидропласта. Здесь предусмотрено исключение воздушных пробок при заполнении гидропласта в каналы патрона, сверление каналов под гидропласт и расточки выполнены так, что при сборке и в работе гидропласт не запирается на изгибах каналов, предусмотрены плунжеры для поджатия в случае необходимости гидропласта в каналах.
На чертеже, представлен общий вид пневматического гидропластового патрона, разрез.
Патрон осуществляет зажим в обхват, т.е. по наружному диаметру, например, втулок и др. изделий, а так как этот патрон снабжен еще и копиром, то предлагаемый гидропластовый патрон выгодно отличается от других своей универсальностью, появляется возможность обтачивать любые профили обрабатываемых изделий, этим расширяется диапазон возможностей, для этого требуется только поменять копир.
Пневматический гидропластовый патрон обеспечивает точное центрирование и быстрый надежный зажим детали. Он состоит из планшайбы 1, которая резьбовым соединением устанавливается на шпиндель станка, плунжера 2, который, перемещаясь, нажимает на гидропласт и он то зажимает, то разжимает обрабатываемую деталь, корпуса 3, в котором размещены каналы с гидропластом и соединены с каналами зажимной втулки 4. На патроне имеется копир 5, дающий возможность обрабатывать детали по копиру. В конструкции патрона предусмотрена заглушка 6 для исключения воздушных пробок при заполнении гидропластом, а также гидропласта в случае его утечки, и шток от пневмопривода 8.
Пневматический гидропластовый патрон работает следующим образом.
После соединения планшайбы 1 со шпинделем станка и штока пневмопривода 8 с магистралью сжатого воздуха гидропластовый патрон находится в рабочем состоянии. Обрабатываемую деталь, например втулку, помещают в полость зажимной втулки 4 и, в зависимости от стороны поворота вентиля, сжатый воздух поступает в патрон, а, следовательно, осуществляется зажим или, наоборот, осуществляется разжим.
Следует также отметить, что на шпиндель токарного станка патрон устанавливается своей планшайбой 1, внутрь корпуса 3 его устанавливается разжимная втулка 4 с тонкостенным участком для зажима детали. Кольцевой карман этого участка связан с каналами в корпусе. В центральной части корпуса со стороны шпинделя вмонтирована втулка с плунжером, связанным со штоком пневмопривода. Плунжер ходит по цилиндру, соединенному с каналом в корпусе.
Вся система внутренних каналов и кармана тонкостенной втулки заполнена гидропластом. При включении пневмопривода плунжер движется вперед, нажимая торцем на гидропласт. Давление последнего передается на тонкостенный участок втулки. Он деформируется и надежно, с большим усилием, зажимает установленную деталь.
Точная, равномерная деформация тонкостенного участка втулки и малый зазор между нею и деталью гарантирует точность центрирования при зажиме детали в пределах нескольких сотых миллиметра.
Конструкция патрона предусматривает обработку детали по установленному на корпусе копиру. Патрон удобен и надежен в работе, имеет высокие эксплуатационные качества.
Использование предлагаемой конструкции пневмогидропластонового патрона позволяет повысить производительность труда за счет сокращения вспомогательного времени на установку изделий.
Упрощается обслуживание оборудования, снижается интенсивность труда рабочего.
Предлагаемая конструкция пневмогидропластонового патрона имеет следующие преимущества:
повышается производительность труда за счет быстрой установки и снятия детали из патрона, экономится вспомогательное время;
значительно снижаются трудозатраты на изготовление патрона предлагаемой конструкции;
значительно снижается интенсивность рабочего и накладчиков при обслуживании рабочего места;
гарантируется гигиена труда и техника безопасности в работе;
гарантируется качество обрабатываемого изделия.
Источники информации
1. Обработка металлов резанием. Справочник технолога. Под ред. А.А. Панова. Машиностроение, 1988, с. 182-190. Станочные приспособления к металлорежущим станкам. Патроны самоцентрирующие.
2. Справочник технолога машиностроителя. Под ред. А.Г. Косиловой. М.: Машиностроение, 1985, т. 2, с. 78, рис. 10.
3. То же, с. 41, табл. 12.
4. В.А. Блюмберг, Е.И. Зазерский. Справочник токаря. Л.: Машиностроение. 1981, с. 288-309. Обработка конических поверхностей.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПРИТИРКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 1991 |
|
RU2023577C1 |
| УСТРОЙСТВО ДЛЯ СТЕРИЛИЗАЦИИ ПИТЬЕВОЙ ВОДЫ | 1992 |
|
RU2073646C1 |
| ЛЮНЕТ | 1990 |
|
RU2101154C1 |
| Способ закрепления деталей | 1990 |
|
SU1726157A1 |
| Способ изготовления тонкостенных втулок | 1991 |
|
SU1810202A1 |
| Комбинированный штамп для изготовления деталей типа профильных шайб | 1990 |
|
SU1796337A1 |
| Способ групповой обработки отверстий | 1989 |
|
SU1764854A1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ | 1989 |
|
RU2028864C1 |
| Устройство для перекачивания жидкости при заправке транспортных средств в ремонтных условиях | 1991 |
|
SU1806081A3 |
| Способ механической обработки нежестких валов | 1989 |
|
SU1761382A1 |
Использование: машиностроение, обработка изделий в массовом и серийном производстве на токарных станках. Сущность изобретения: патрон содержит корпус с каналами и карманом, заполненным гидропластом, пневматический привод, предназначенный для взаимодействия с последним, тонкостенную втулку, предназначенную для схватывания обрабатываемой детали, и копир, предназначенный для обработки как внутренних, так и наружных поверхностей обрабатываемой детали, при этом базовые элементы патрона, подвергающиеся истиранию, выполнены взаимозаменяемыми. 1 ил.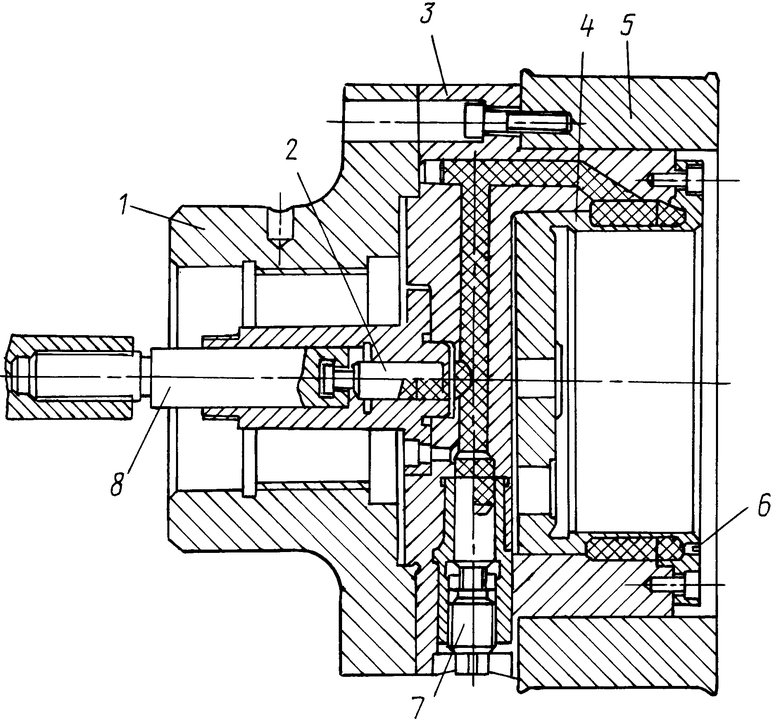
Пневматический гидропластовый патрон для токарных станков, характеризующийся тем, что он содержит корпус с каналами и карманом, заполненными гидропластом, пневматический привод, предназначенный для взаимодействия с последним, тонкостенную втулку, предназначенную для охватывания обрабатываемой детали, и копир, предназначенный для обработки как внутренних, так и наружных поверхностей обрабатываемой детали, при этом базовые элементы патрона, подвергающиеся истиранию, выполнены взаимозаменяемыми.
