Изобретение относится к машиностроению, в частности к способам обработки литых изделий на металлорежущих станках, имеющих дисбалансовые выемки и выступы относительно оси изделия.
Известен способ обработки торцов в литых изделиях типа соединительных труб, которую производят на продольно-фрезерных станках с двух сторон одновременно.
Недостатком его является то, что при этом способе затруднительно достичь требуемой неперпендикулярности базовых поверхностей (торцов трубы относительно ее оси). Так как изделие тонкостенно и имеет способность прогибаться при усилиях зажатия в приспособлении, то затруднена установка изделия в приспособлении, не достигается точность установки, а также усложнена установка фрез на заданный технологический размер и технологическая наладка обработки, возникает вибрация и нагрев изделия при фрезеровании.
Известен способ обработки торцов с поочередной переустановкой.
Недостатком его является погрешность в достижении неперпендикулярности, появляется дополнительная переустановка, что способствует сбегу цепочки допусков в одну сторону. Усложняется также установка изделия в приспособлении, затрудняется получение заданного размера, а также возникает вибрация и нагрев изделия при фрезеровании.
Неточность изготовления изделий влечет за собой некачественную сборку узлов и деталей машины, а в процессе работы машины возникают течи или подтеки масла.
Наиболее близким техническим решением к изобретению является способ обработки тонкостенных литых соединительных труб, при котором трубу базируют по внутреннему диаметру на оправке, закрепленной в планшайбе передней бабки, после чего два торца трубы обрабатывают двумя инструментами одновременно.
Недостатком данного способа является возможность возникновения при обработке скручивания и дисбаланса.
Технической задачей изобретения является исключение дисбаланса и скручивания тонкостенных изделий для повышения качества обработки.
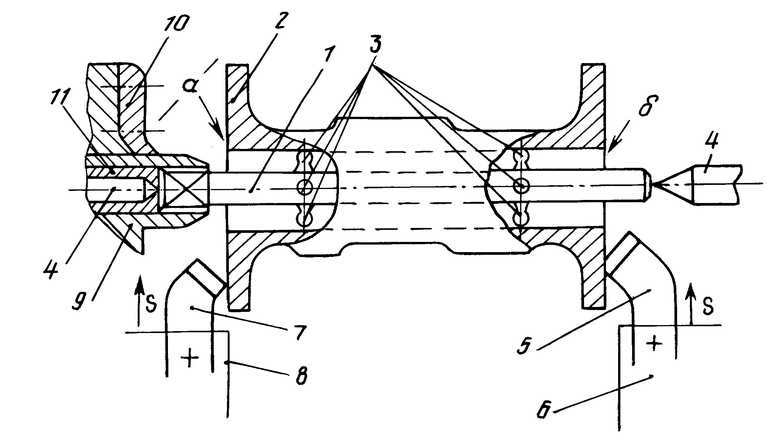
На чертеже изображено устройство для реализации способа.
Устройство содержит разжимную оправку 1, на которую устанавливают обрабатываемую деталь 2. Оправка содержит шесть разжимных кулачков 3 и закрепляется в центрах 4. Устройство также включает правый проходной резец 5, правый суппорт 6, левый проходной резец 7, левый суппорт 8. поводок 9 планшайбы с уравновешивающим грузом от инерционных сил при вращении, уравновешивающий груз 10, переходную втулку 11.
Осуществляют способ следующим образом.
Установив изделие 2 на разжимную оправку 1, разжимают шесть кулачков 3 в шести точках, уперев их в необработанную поверхность. Для постоянства расположения оправки в осевом направлении изделия существует несложное приспособление, которое позволяет припуск на обработку торцов (а и б) распределять равномерно, после чего изделие с оправкой устанавливают на центрах 4. Резец 5 с суппортом 6 и резец 7 с дополнительно установленным суппортом 8 перемещают по стрелке одновременно радиально к центру оси станка в рабочую зону резания.
Поводком 9 планшайбы токарного станка с уравновешивающим грузом 10 через квадрат оправки 1 придают вращательное движение изделию. Переходная втулка 11 ограничивает осевое перемещение оправки 1 с изделием 2, чем также достигается равномерное распределение припуска на обработку.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПНЕВМАТИЧЕСКИЙ ГИДРОПЛАСТОВЫЙ ПАТРОН | 1992 |
|
RU2104127C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ СТАТИЧЕСКОЙ БАЛАНСИРОВКИ | 1972 |
|
SU351109A1 |
| ОСНАСТКА ТОКАРНОГО СТАНКА ДЛЯ ОБРАБОТКИ ЗАГОТОВОК ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2000 |
|
RU2179091C1 |
| Способ обтачивания наружной поверхности прецизионной длинномерной трубы | 2019 |
|
RU2722940C1 |
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ШЛИЦЕВЫХ КОЛЕЦ-КАЛИБРОВ | 1991 |
|
RU2049303C1 |
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И ВЫТЯЖНОЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2639202C2 |
| ОСНАСТКА ТОКАРНОГО СТАНКА ДЛЯ ОБРАБОТКИ ТРУБ | 2010 |
|
RU2450895C2 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ СТАТИЧЕСКОЙ БАЛАНСИРОВКИ | 1972 |
|
SU347607A1 |
Использование: в машиностроении для обработки литых изделий типа соединительных труб на металлорежущих станках. Сущность: тонкостенную трубу базируют по внутреннему диаметру на оправке в двух сечениях по шести точкам в каждом. Затем трубу уравновешивают грузом на планшайбе передней бабки станка и обрабатывают двумя инструментами одновременно. 1 ил.
СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ, преимущественно литых тонкостенных соединительных труб, при котором трубу базируют по внутреннему диаметру на оправке, закрепленной в планшайбе передней бабки, после чего два торца трубы обрабатывают двумя инструментами одновременно, отличающийся тем, что трубу базируют в двух сечениях по шести точкам в каждом и уравновешивают грузом на планшайбе передней бабки станка.
| Способ обработки колец с внутренним соосным ступенчатым отверстием,имеющим ступени разной длины | 1985 |
|
SU1353581A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
