Изобретение относится к машиностроению, в частности, к холодной обработке деталей на токарных станках.
Известны люнеты, выполненные разъемными по диаметральной плоскости с роликовыми опорами или жесткими башмаками под обрабатываемую деталь, перемещаемыми "на деталь" [1,2,3]
Известны также люнеты для скоростной обработки нежестких валов с жесткими башмаками (колодками), контактирующими с обрабатываемой деталью.
В процессе токарной обработки башмаки (колодки) люнета от трения нагреваются, в результате они заклинивают, что отрицательно сказывается на точности и чистоте обрабатываемой детали. Поэтому они требуют непрерывного охлаждения.
Настройку люнета на требуемый размер осуществляют по контрольной детали (валу), установленной в центрах.
Недостатком известных конструкций люнетов, упомянутых выше, является то, что при работе на скоростных режимах необходимо пользоваться непрерывным охлаждением контактирующих с деталью башмаков (колодок), производить настройку люнета по контрольной детали, а также сложность их конструкции.
Наиболее близким техническим решением выбран люнет [4] взятый за прототип, у которого применены опорные призматические сухари, размещенные сверху обрабатываемой детали. В нашем случае сухари необходимо размещать только снизу.
Недостатком известной конструкции является низкая эксплуатационная возможность, сложная конструкция и компоновка люнета, так как она применима на конкретное изделие.
Целью изобретения является повышение эксплуатационной возможности, получение качественной обработки по диаметру на токарном станке в собственных подшипниках, повышение контактирующих элементов и упрощение наладки.
Цель достигается тем, что в люнетах (левом и правом) зажимные контактирующие (охватывающие) элементы размещены в нижней части изделия (типа ротора), выполненные в виде скользящих подшипников с поджимом сверху. Для настройки люнета на обрабатываемую деталь необходимо, чтобы коренные шейки роторной детали были выполнены с точностью в 1,25 раза выше требуемой по чертежу, которые устанавливаются в двух люнетах с двух сторон роторной части изделия, в результате чего получим гарантированное качество изделия. Люнеты регулируемы как по горизонтали, так и по вертикали, что облегчает наладку люнетов.
Таким образом, заявляемый люнет для проточки поверхностей типа ротора позволяет повысить надежность, оперативность в работе, повышается точность изготовления изделий до уровня мировых стандартов и стабильность качества, что соответствует критерию изобретения "новизна".
Сравнение заявляемого решения не только с прототипом, но и с другими техническими решениями в данной области техники не позволило выявить в них признаки, отличающие заявляемое решение от прототипа, что позволяет сделать вывод о соответствии критерию "существенные отличия".
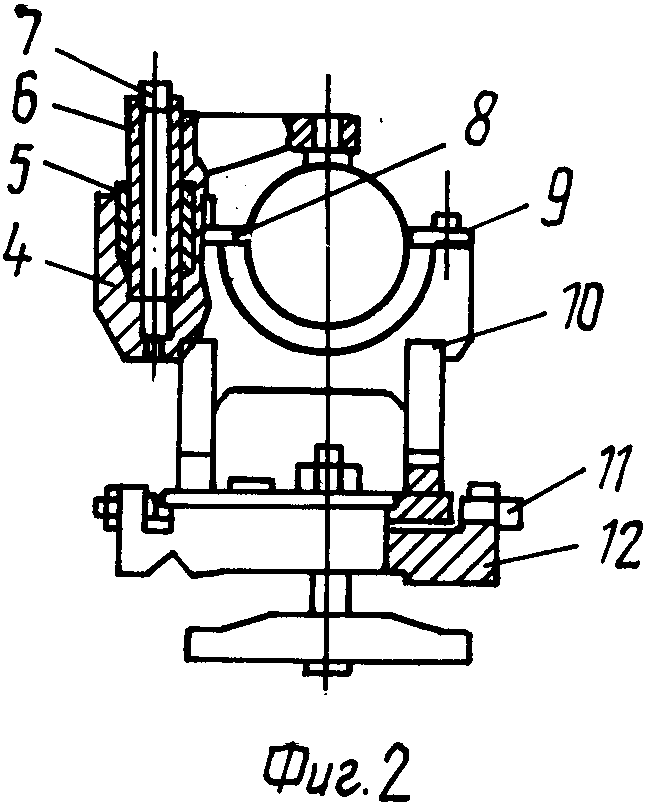
На фиг. 1 изображен люнет для проточки роторной (условно) части вала в собственных подшипниках, общий вид; на фиг.2 то же, вид сбоку.
Крепление люнетов осуществляют планками. Регулировочная пластина 2 предусмотрена для выставления люнетов относительно оси шпинделя станка по высоте "H" с точностью 0,01 мм, сменные полуобоймы 3 на которые устанавливается обрабатываемая деталь типа ротора своими коренными шейками, поджимная пружина 4, поджимающая вверх во втулке 5 Г-образную планку 6, через которую проходит винт 7, крепящий обоймы подшипника 3 и удерживающие штырем 8 и планкой 9. Сварной корпус 10, установочные винты 11, при помощи которых осуществляется регулировка люнетов по горизонтали, а по высоте выставляется, как уже упоминалось выше, регулировочной планкой 2, основание люнета 12 устанавливается на направляющих станины токарно-винторезного станка, например, модель IK62, состоящая из двух люнетов, которые выставляются по оси шпинделя станка по контрольной оправке.
Работает устройство следующим образом.
Настраивают станок на рабочее состояние, обеспечивают через поводковое устройство вращательное движение изделия и убеждаются после проверки в правильности установки изделия по "H" с точностью 0,01 по трем поверхностям вала типа роторного, и станок готов к включению. Для проточки роторной части вала его укладывают на полуобоймы и прижимают планкой 6. Вращательное движение получают от шпинделя станка через хомутики.
Такая наладка позволяет получить биение наружного диаметра ротора относительно подшипников в пределах 0,02-0,05 мм.
Использование изобретения возможно на предприятиях массового производства как по точности изготовления, так и по чистоте обработки.
Использование предлагаемой конструкции люнета позволит следующее:
1. Осуществлять токарную обработку изделий типа роторных с повышенной точностью.
2. Получив жесткую систему станок, деталь и режущий инструмент, появляется возможность многостаночного обслуживания.
3. Повышается производительность труда на 30-40% за счет сокращения вспомогательного времени на установку детали и центрирование.
4. В связи с упрощенной конструкцией люнета снижается трудоемкость на его изготовление.
5. Улучшаются условия труда тем, что рабочий раскрепощен от интенсивности труда, меньше затраты на внимание при обработке ответственных изделий.
6. Люнет отвечает современным требованиям по качеству.
7. Улучшается коэффициент загрузки станочного парка.
Источники информации:
1. Семынский В.К. Кункин А.Я. Приспособления и инструменты для токарной обработки. Гостехиздат УССР, 1950, с. 16.
2. Кучер А. М. Кучер И. М. и Ансеров Ю.М. Токарные станки и приспособления. Машиностроение, 1970.
3. Нейло А. А. Приспособления для токарной обработки. Харьков Пракор, 1966.
4. Авт. св. СССР N 103228, кл. 49а, 1955(прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ механической обработки нежестких валов | 1989 |
|
SU1761382A1 |
| ПНЕВМАТИЧЕСКИЙ ГИДРОПЛАСТОВЫЙ ПАТРОН | 1992 |
|
RU2104127C1 |
| УСТРОЙСТВО ДЛЯ ПРИТИРКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 1991 |
|
RU2023577C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ | 1989 |
|
RU2028864C1 |
| СПОСОБ БАЗИРОВАНИЯ И ОБРАБОТКИ ИЗДЕЛИЙ | 1990 |
|
RU2021864C1 |
| УСТРОЙСТВО ДЛЯ ЛЕЗВИЙНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2001 |
|
RU2199419C2 |
| ТОКАРНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ТРУБ И СПОСОБ ОБРАБОТКИ ТРУБ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2524024C2 |
| Устройство для обработки сложных поверхностей на токарном станке | 1978 |
|
SU764849A1 |
| Металлорежущий станок | 1985 |
|
SU1333475A1 |
Изобретение относится к приспособлениям для токарных станков. Люнет позволяет сократить время на центрирование обрабатываемой детали благодаря наличию в конструкции подналадочных элементов - полуобойм. При этом обрабатываемые изделия устанавливают на базовые поверхности этих элементов, от которых зависит биение наружной поверхности изделия. 2 ил.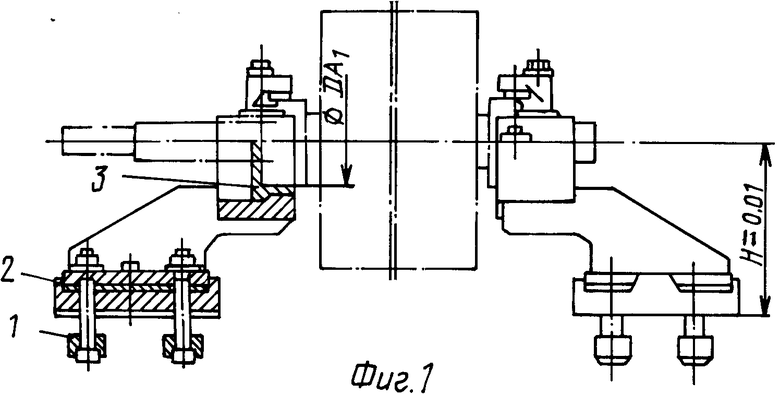
Люнет, в корпусе которого расположены опорный элемент и прижимной с механизмом его вертикального перемещения, содержащим винтовую пару, отличающийся тем, что опорный элемент выполнен в виде полуобоймы подшипника скольжения с механизмом ее фиксации, а прижимной элемент в виде подпружиненного Г-образного прихвата, вертикальная часть которого предназначена для размещения винта упомянутой пары, при этом механизм фиксации полуобоймы выполнен в виде двух диаметрально расположенных пальцев, один из которых размещен на вертикальной части прихвата, а второй на корпусе, установленном с возможностью фиксированного перемещения в горизонтальной и вертикальной плоскостях относительно станины.
| Болотин Х.Л | |||
| и др | |||
| Конструирование станочных приспособлений | |||
| - М.: Машгиз, 1946, с.182. |
