Изобретение относится к ремонту подвижного состава железных дорог.
Известен конвейер для ремонта поглощающих аппаратов, содержащий раму, пресс для сжатия поглощающих аппаратов, пневмоцилиндр для снятия аппарата с тягового хомута, выдвижные тележки, подъемный стол с зажимом, механизм для постановки поглощающего аппарат в тяговый хомут (Информационный листок N В4-2267. Одесско-Кишиневская железная дорога, 1971).
К недостаткам описанного конвейера относится то, что для разборки, сборки, выталкивания поглощающего аппарата из тягового хомута и постановки его в тяговый хомут используются разные механизмы. Кроме того, конвейер имеет три подъемных стола, снабженных самостоятельными приводами. Работа на таком конвейере требует присутствия обслуживающего персонала на каждой позиции ремонта.
Известен стенд для ремонта поглощающих аппаратов, включающий металлический верстак, на столе которого размещены горизонтально установленные пневмоцилиндры для выталкивания и постановки поглощающего аппарата в тяговый хомут, вертикально установленный в нижней части стенда пневмоцилиндр с опорной плитой, гидроцилиндр для сжатия поглощающего аппарата (В.В. Коломийченко и др. Автосцепное устройство железнодорожного подвижного состава. М., Транспорт, 1991, стр. 149-151, рис. 131).
Известный стенд снабжен двумя толкателями для доставки поглощающих аппаратов на позицию сборки-разборки и обратно. Не предусмотрены средства для снятия расклепа на конце резьбовой части стяжного болта и отворачивания-заворачивания гайки на последнем.
Известна полуавтоматическая линия ремонта фрикционных аппаратов, содержащая пульсирующий конвейер, механизм для выемки фрикционного аппарата из тягового хомута, механизм для постановки фрикционного аппарата в тяговый хомут, устройства для кантования, пресс сжатия, насосную станцию и пульт управления (Информационный листок N В 39. Одесско-Кишиневская железная дорога, 1973).
Недостатками данной линии является наличие двух разных механизмов для выталкивания и постановки поглощающего аппарата в тяговый хомут, а также двух устройств для кантования, приводимых в действие вручную, что требует присутствия обслуживающего персонала при выполнении этих операций. Не предусмотрено приспособление для снятия расклепа на конце резьбовой части стяжного болта и отворачивания-заворачивания гайки. Перемещение поглощающего аппарата на конвейере осуществляется в неустойчивом вертикальном положении.
Изобретение направлено на решение такой задачи, как улучшение условий труда при ремонте поглощающих аппаратов за счет снижения трудоемкости выполнения операций кантования и сборки-разборки.
Технический результат, получаемый при реализации изобретения, выражается в повышении функциональных возможностей и надежности работы линии.
Линия ремонта поглощающих аппаратов автосцепок содержит раму, смонтированные на ней пульсирующий конвейер, устройство для кантования, устройство для выпрессовки поглощающего аппарата из тягового хомута, пресс сжатия для постановки поглощающего аппарат в тяговый хомут, приспособление для разборки и сборки поглощающего аппарата, насосную станцию и пульты управления.
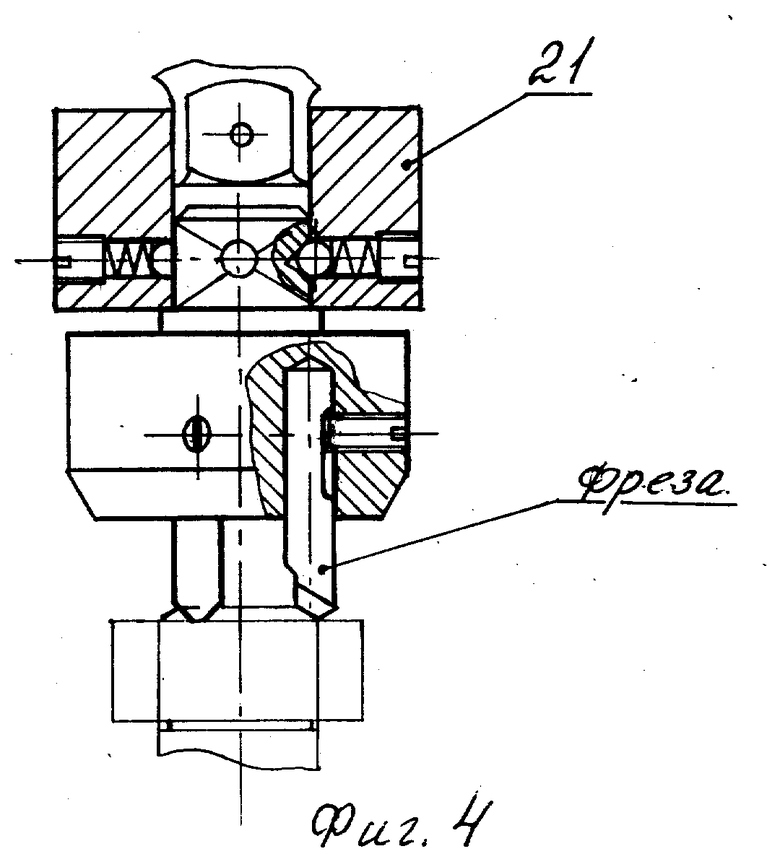
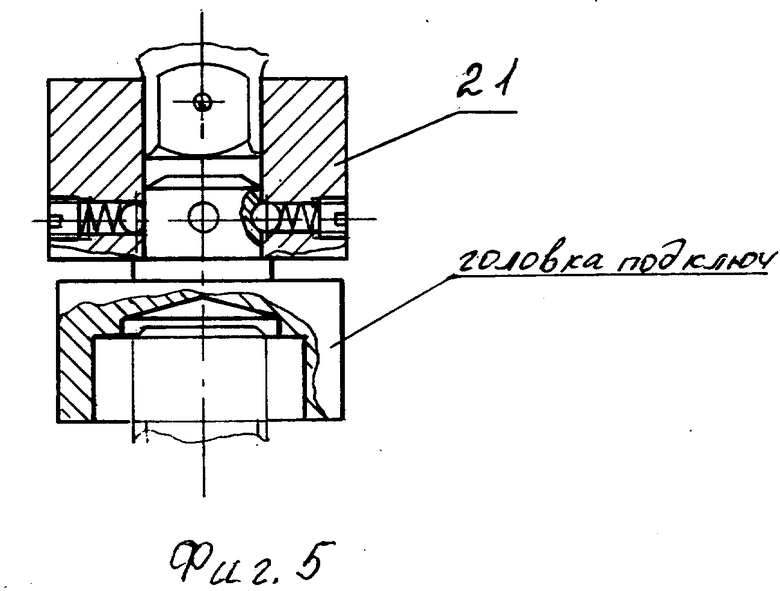
Приспособление для разборки и сборки поглощающего аппарата имеет патрон для сменного инструмента и механизм наведения его на конец стяжного болта, выполненный в виде двух взаимноперпендикулярных винтовых передач. В патрон для сменного инструмента может быть установлена фреза или головка под ключ.
Пульсирующий конвейер выполнен в виде двух параллельных участков, снабженных единым приводом, размещенным между этими участками, и соединенных со штангами конвейера посредством тяги. Участки конвейера соединены с одной стороны столешней с направляющими, а с другой стороны - механизмом поперечной подачи, включающим упор, кинематически связанный с приводом.
Устройство для выпрессовки поглощающего аппарата из тягового хомута и постановки его в тяговый хомут выполнено в виде единого толкателя.
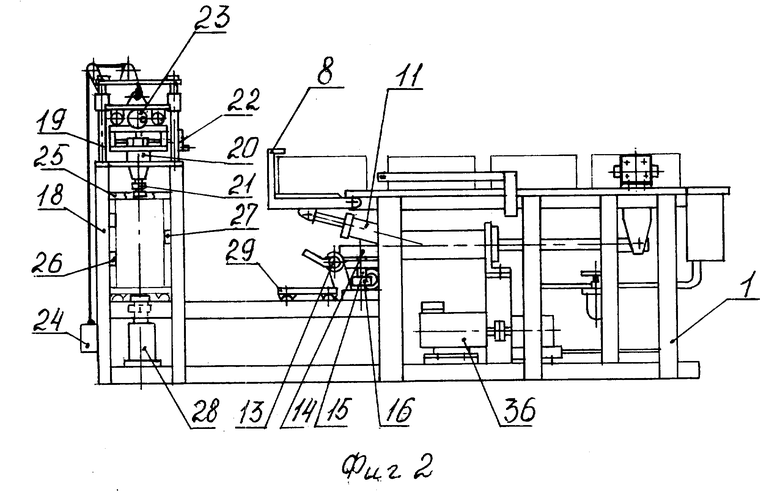
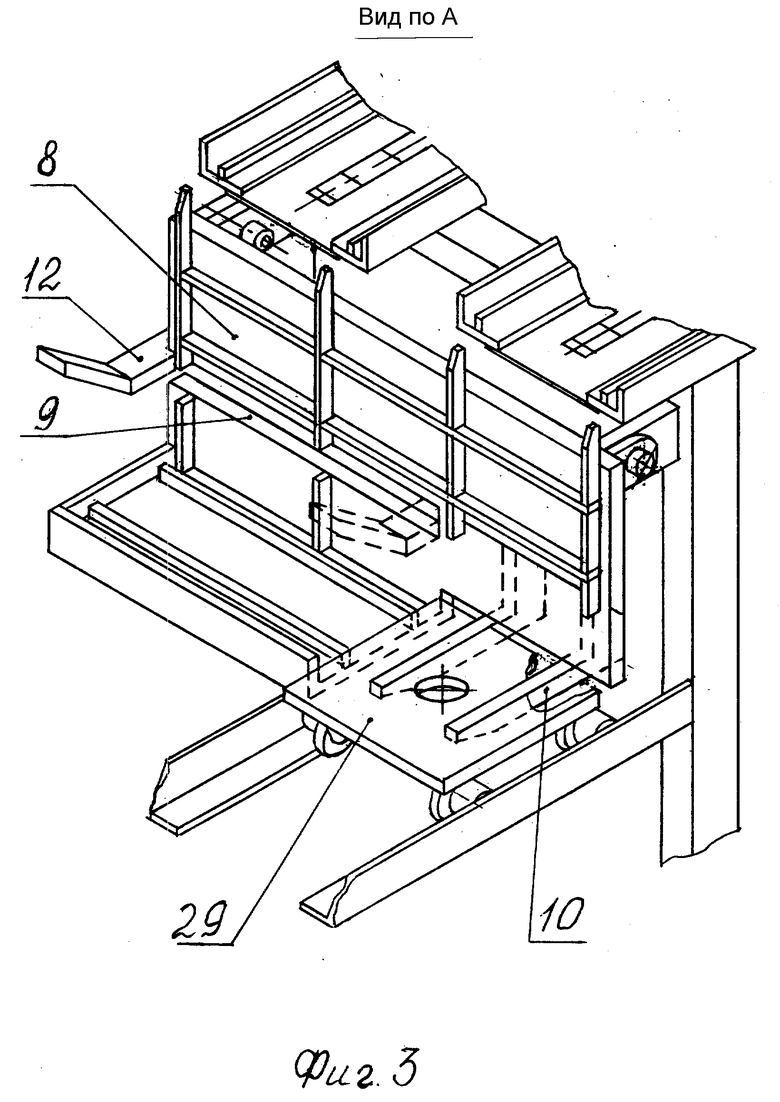
На фиг. 1 изображена линия ремонта, вид в плане; на фиг. 2 - то же, вид сбоку, на фиг. 3 - вид А на фиг. 1, в изометрии с опущенной поворотной скобой; на фиг. 4 - патрон для сменного инструмента с установленной в нем фрезой; на фиг. 5 - патрон для сменного инструмента с установленной в нем головкой под ключ.
Линия содержит раму 1, участок 2 и участок 3 пульсирующего штангового конвейера с направляющими 4. Участки конвейера соединены с одной стороны столешней 5 с направляющими 6 и упорами 7, а с другой стороны механизмом поперечной подачи.
Устройство для кантования содержит поворотную скобу 8 (фиг. 2, 3) с продольным пазом 9 и вильчатым захватом 10. Привод устройства для кантования выполнен в виде гидроцилиндра 11.
Механизм поперечной подачи содержит упор 12, жестко закрепленный на штанге 13 с реечным профилем, зубчатое колесо 14, установленное на приводном валу 15, на котором закреплена шестерня 16. Последняя находится в зацеплении со шток-рейкой гидроцилиндра 17.
Рама 1 имеет стойки 18 с направляющими 19, на которых установлено приспособление для разборки и сборки поглощающего аппарата, содержащее пневмогайковерт 20 с патроном 20 (фиг. 4, 5) для сменного инструмента и механизм наведения, включающий две взаимноперпендикулярные винтовые передачи, снабженные маховичками 22 и 23. Масса приспособления уравновешивается грузом 24.
На стойках 18 жестко закреплены упорная плита 25 и упоры 26, а также шарнирно закреплена пленка 27. К основанию стоек прикреплен пресс 29 сжатия поглощающего аппарата. На горизонтальном участке рамы между пульсирующим конвейером и прессом сжатия с возможностью перемещения установлена тележка 29.
К штанге на участке 3 конвейера жестко прикреплен фигурный рычаг 30 с шарнирно закрепленным на его конце подпружиненным упором 31.
На столешне 5 жестко закреплен толкатель, выполненный в виде пневмоцилиндра 32, на штоке которого закреплена фигурная планка 33, профиль которой соответствует форме боковой поверхности поглощающего аппарата.
На раме 1 между участками пульсирующего конвейера установлен привод конвейера, выполненный в виде гидроцилиндра 34, на шток которого закреплена вилка, соединенная с тягой 35, концы которой присоединены к штангам конвейера. Насосная станция 36 закреплена на основании рамы 1. Линия снабжена пультами управления 37 и 38.
Линия работает следующим образом.
Поглощающий аппарат с тяговым хомутом устанавливают на столешне 5 (фиг. 1) между упорами 7. На пульте управления 37 включают питание насосной станции 36 (фиг. 2), из пневмомагистрали подают сжатый воздух в воздушную систему пневмоцилиндра 32. Включив пневмоцилиндр, фигурной планкой 33, закрепленной на его штоке, выталкивают поглощающий аппарат из тягового хомута по направляющим 6 на направляющие 4 участка 2 пульсирующего конвейера. По ним аппарат перемещается гидроцилиндром 34 до конца упомянутого участка 2 и далее на установленную горизонтально поворотную скобу 8. Гидроцилиндром 11 спускают скобу с находящимся на ней поглощающим аппаратом.
Шток-рейкой гидроцилиндра 17 механизма поперечной подачи вращается приводной вал 15, посредством которого приводится в движение штанга 13. Упор 12, закрепленный на ее конце, перемещается по пазу 9 (фиг. 3) поворотной скобы 8, сдвигая поглощающий аппарат на тележку 29, на которой перемещают его под приспособление для разборки и сборки до упора и фиксируют планкой 27 (фиг. 2).
Пультом управления 38 включают пресс 28 сжатия, который перемещает поглощающий аппарат через отверстие в тележке до упора в плиту 25 и сжимает его.
В патрон 21 (фиг. 4) пневмогайковерта 20 устанавливают фрезу, при помощи механизма наведения наводят ее на торец резьбового конца стяжного болта и производят срезание расклепа. После этого заменяют фрезу на головку под ключ (фиг. 5) и отворачивают гайку.
Прессом 28 опускают поглощающий аппарат на тележку 29, отводят планку 27 в сторону и выкатывают аппарат для его осмотра и ремонта.
Затем тележку с поглощающим аппаратом вновь устанавливают под приспособление для разборки и сборки, поджимают прессом 28 к упорной плите 25 и заворачивают в гайку стяжного болта пневмогайковертом 20. После этого освобождают поглощающий аппарат от закрепления планкой 27, выкатывают тележку с ним и расклепывают конец стяжного болта. Тележку подкатывают к вильчатым захватам (фиг. 3) поворотной скобы 8.
Гидроцилиндром 11 разворачивают скобу 8 с поглощающим аппаратом в горизонтальное положение. Гидроцилиндром 34 перемещают штангу участка 3 пульсирующего конвейера с закрепленным на ней фигурным рычагом 30 в крайнее положение (в сторону пресса). При этом подпружиненный упор 31 фигурного рычага захватывает поглощающий аппарат за его основание. Штангой конвейера перемещают поглощающий аппарат на один шаг. Дальнейшее перемещение аппарата осуществляется толкателями, закрепленными на штанге конвейера, которые доставляют аппарат на направляющие столешни 5.
Между упорами 7 устанавливают тяговый хомут и пневмоцилиндром 32, на штоке которого закреплена фигурная планка 33, перемещают поглощающий аппарат в тяговый хомут. Затем аппарат в сборе с тяговым хомутом удаляют с линии.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ РЕМОНТА РОЛИКОВЫХ ПОДШИПНИКОВ | 1999 |
|
RU2173418C2 |
| УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ ВАГОНОВ И ТЕЛЕЖЕК | 1997 |
|
RU2130398C1 |
| СТЕНД ДЛЯ РАЗБОРКИ И СБОРКИ ГИДРОГАСИТЕЛЕЙ | 1993 |
|
RU2068329C1 |
| СПОСОБ ИЗМЕРЕНИЯ СОПРОТИВЛЕНИЯ ИЗОЛЯЦИИ ТРОСА ГРУППОВОГО ЗАЗЕМЛЕНИЯ ОПОР КОНТАКТНОЙ СЕТИ | 1997 |
|
RU2124212C1 |
| УСТРОЙСТВО ДЛЯ СНЯТИЯ ПОГЛОЩАЮЩЕГО АППАРАТА С ТЯГОВЫМ ХОМУТОМ СЦЕПНОГО УСТРОЙСТВА | 1998 |
|
RU2137631C1 |
| ПЕРЕХОДНАЯ ПЛАТФОРМА | 1997 |
|
RU2136575C1 |
| ЗАПОРНО-ПЛОМБИРОВОЧНОЕ УСТРОЙСТВО | 1997 |
|
RU2122626C1 |
| УСТРОЙСТВО ДЛЯ РАЗБОРКИ ЗАПРЕССОВАННЫХ ИЗДЕЛИЙ | 2000 |
|
RU2199426C2 |
| УСТРОЙСТВО ДЛЯ РЕМОНТА ПОГЛОЩАЮЩЕГО АППАРАТА | 1999 |
|
RU2171188C2 |
| Стенд для разборки полотна транспортера | 1974 |
|
SU510346A1 |
Использование: при ремонте подвижного состава железных дорог. Сущность изобретения: линия ремонта поглощающих аппаратов автосцепок содержит раму 1, смонтированные на ней пульсирующий конвейер, устройство для кантования, устройство для выпрессовки поглощающего аппарата из тягового хомута, пресс сжатия 28 для постановки поглощающего аппарата в хомут, приспособление для разборки и сборки поглощающего аппарата, насосную станцию 36 и пульты управления. Приспособление для разборки и сборки поглощающего аппарата имеет патрон для сменного инструмента и механизм наведения его на конец стяжного болта, выполненный в виде двух взаимноперпендикулярных винтовых передач. Пульсирующий конвейер выполнен в виде двух параллельных участков, снабженных единым приводом, размещенным между этими участками и соединенным со штангами конвейера посредством тяги. Участки конвейера соединены с одной стороны столешней с направляющими, а с другой стороны - механизмом поперечной подачи, включающим упор, пневматически связанный с приводом. 5 з.п. ф-лы, 5 ил.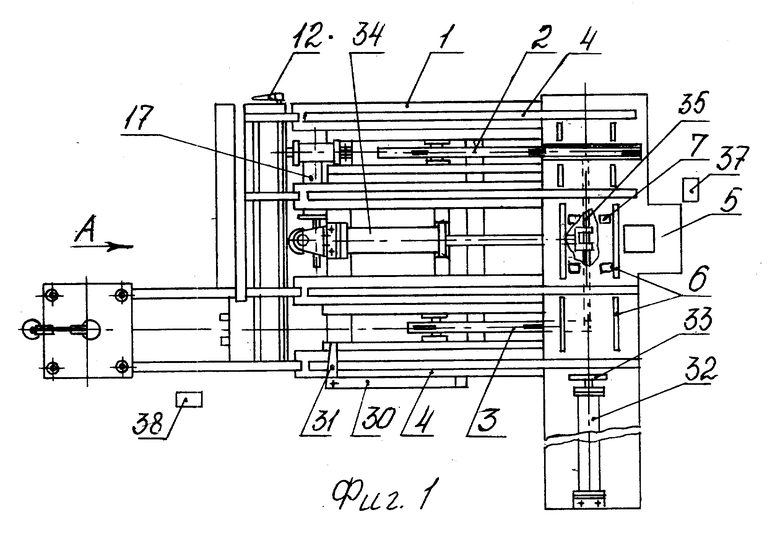
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
| Место хранения - Дорожный центр научно-технической информации и пропаганды. | |||

