Предлагаемый способ относится к неразрушающему контролю изделий ультразвуковыми (у.з.) методами и может быть использовано для обнаружения дефектов в различных изделиях машиностроения, транспорта и других отраслей промышленности.
С целью повышения достоверности контроля, особенно автоматизированного и механизированного, необходимо использование эффективных способов и специальных систем или устройств, обеспечивающих контроль качества акустического контакта в процессе сканирования ультразвуковым преобразователем по поверхности контролируемого изделия. Акустический контакт, представляющий собой звукопроводящее соединение между преобразователем и контролируемым изделием, обуславливает энергию возбуждаемых в изделии у.з. колебаний и амплитуду эхо-сигналов от возможных дефектов. В общем случае, от качества акустического контакта зависит достоверность результатов неразрушающего контроля и, как следствие, безопасность эксплуатации ответственных объектов в промышленности.
В частности, на ж.д. транспорте, при контроле качества рельсов с помощью двухниточных у. з. дефектоскопных тележек и ультразвуковых вагонов-дефектоскопов или дефектоскопных автомотрис от качества акустического контакта между у. з. преобразователями и поверхностью катания контролируемых рельсов зависит достоверность результатов контроля рельсового пути и в конечном счете - безопасность движения поездов.
Для слежения за качеством акустического контакта в процессе сканирования используют различные способы, основанные на анализе донных эхо-сигналов, сигналов от конструктивных элементов пьезопреобразователей, низкочастотных колебаний, излучаемых дополнительным устройством, а также учет величины среднего уровня структурных помех. В отдельных случаях на практике используются следующие технические решения:
1. Измерение амплитуды донного отражения продольной волны, излучаемой дополнительной пьезопластиной в призму наклонного преобразователя и вводимой в металл в том же месте, где вводится основная поперечная волна (см.: патент США N 2667780, 1954 г.; авт. свид. N 1534388, Бюлл. изобр. N 1, 1990 г. [1]; N 603896. - Бюлл. изобр. N 15, 1978. [2]). Недостатком известных способов является то, что уровень донного сигнала зависит не только от качества акустического контакта, но и от многих других факторов [3]: от отражательной способности противоположной (донной) поверхности, от изменения структуры металла, от толщины контактирующей жидкости и т.п. Причем зависимость амплитуды донного сигнала от толщины слоя контактирующей жидкости имеет осциллирующий характер, и даже при принятии специальных мер в практике эта осцилляция не может быть устранена, так как при любых изменениях условий контроля (например, температуры) вся настройка, предлагаемая авт. свид. N 1534388, нарушается [4] . Кроме того, известные способы имеют ограниченную область применения и могут быть использованы только при контроле изделий с эквидистантными поверхностями.
2. Оценка качества акустического контакта по интенсивности поступающего на рабочий преобразователь непрерывного опорного сигнала низкой частоты (белый шум), специально создаваемого отдельно отстоящим источником белого шума (авт. свид. N 574668, Бюлл. изобр. N 36, 1977 г. [5]), имеет ограниченную область применения и не может быть использован при механизированном и автоматизированном контроле изделий. Так как при этом необходимо перемещать как рабочий преобразователь, так и источник опорного сигнала [6]. Естественно, при этом вероятность нарушения акустического контакта под обоими преобразователями одинакова, и однозначно установить причину уменьшения уровня опорного сигнала не представляется возможным.
3. Создание вспомогательного пучка поверхностных волн для контроля за качеством акустического контакта (авт. свид. N 1405494, Бюлл. изобр. N 16, 1996, заявлено 07.03.86. [7]) также не решает проблему, так как поверхностные волны и основной пучок у.з. колебаний совершенно по-разному реагируют на изменение акустического контакта. Кроме того известное техническое решение имеет ограниченное применение и может быть использовано только для раздельно-совмещенных преобразователей при возбуждении ими у.з. колебаний под нормалью к поверхности сканирования.
4. Оценка акустического контакта по длительности зондирующего импульса (авт. свид. N 1597719 [8]) позволяет только приблизительно судить о степени контакта и не может быть использован при механизированном и автоматизированном контроле из-за низкой достоверности контроля.
5. Выделение структурных реверберационных шумов на фоне принятых эхо-сигналов от возможных дефектов и по его уровню оценка наличия акустического контакта (Авт. свид. N 1753405. - Бюлл. изобр. N 29, 1992 г. [9]). Однако уровень реверберационных шумов в первую очередь зависит от структуры контролируемого металла и может меняться в зависимости от контролируемой зоны изделия, а значит, не может являться информативным признаком о качестве акустического контакта.
Таким образом, известные технические решения обладают низкой достоверностью контроля, имеют ограниченное применение и не могут быть использованы при автоматизированном контроле изделий.
Наиболее близким к заявляемому техническому решению и принятым за прототип является способ контроля качества акустического контакта при ультразвуковой дефектоскопии по авт. свид. N 1310710 (G 01 N 29/04, Бюлл. изобр. N 18, 1987 г. [10] ), заключающийся в том, что излучают в призму электроакустического преобразователя пучок у.з. колебаний, принимают отраженные от рабочей поверхности призмы у.з. колебания под первым критическим углом, измеряют амплитуду принятых колебаний и по ее величине определяют качество акустического контакта.
Недостатком известного способа, как и других известных способов, основанных на измерении амплитуды отраженных от рабочей поверхности призмы преобразователя у.з. колебаний (см. например, авт. свид. N 258690, Бюлл. изобр. N 1, 1970 [11]; авт. свид. N 303584, Бюлл. изобр. N 16, 1971) [12], является то, что амплитуда сигналов, отраженных от границы преобразователь-изделие, зависит от многих факторов и во многих случаях не может являться мерой качества акустического контакта. В частности, измеряемый параметр зависит от толщины контактирующей жидкости между преобразователем и изделием, от угла призмы, от скоростей продольных и поперечных волн в призме преобразователя и в материале изделия, от плотности материалов призмы и контролируемого изделия [4].
Особенно критичен этот параметр к незначительным изменениям угла наклона контактной площадки преобразователя. Последний может изменяться как от степени и неравномерности прижатия преобразователя к поверхности контролируемого изделия, так и в процессе эксплуатации, из-за неравномерного износа рабочей поверхности преобразователя. Кроме того, при изменении температуры окружающего воздуха меняется скорость распространения у.з. колебаний в призме преобразователя, а значит и расчетный критический угол, под которым принимают переотраженные от рабочей поверхности у.з. колебания. В результате, при неизменном качестве акустического контакта амплитуда опорного сигнала может изменяться от номинального до нулевого значения.
Таким образом, известный способ контроля качества акустического контакта, принятый за прототип, обладает низкой достоверностью контроля исходного параметра и, как следствие, приводит к низкому качеству у.з. контроля изделий.
Технической задачей, решаемой предлагаемым изобретением, является повышение достоверности контроля качества акустического контакта и, в конечном счете, повышение надежности и достоверности у.з. контроля различных изделий.
Поставленная задача достигается тем, что в призму электроакустического преобразователя излучают пучок ультразвуковых колебаний, принимают отраженные от рабочей поверхности призмы ультразвуковые колебания, по принятым колебаниям определяют качество акустического контакта, дополнительно определяют фазу принятых колебаний и по ее значению судят о качестве акустического контакта.
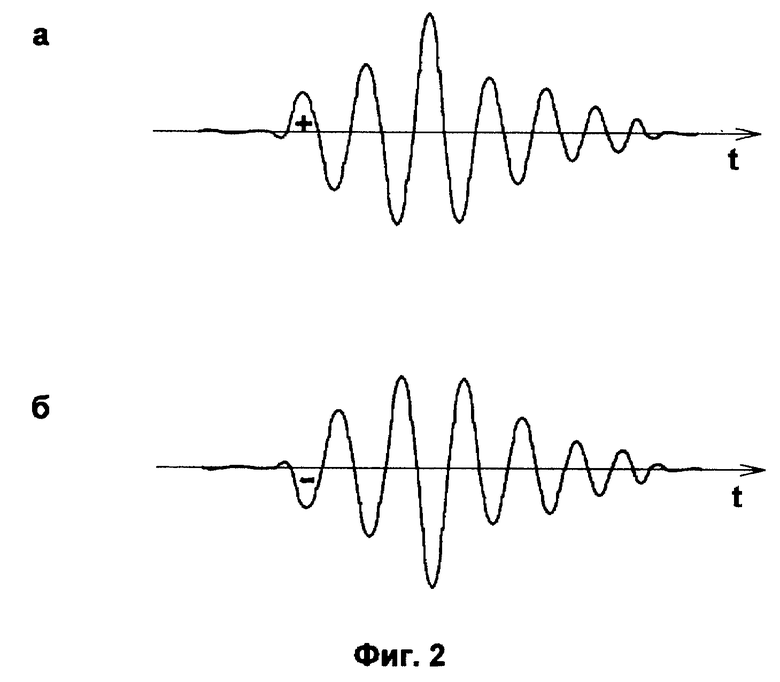
На фиг. 1 представлена схема реализации предлагаемого способа, на фиг. 2 - временные диаграммы сигналов, отраженных от рабочей поверхности призмы преобразователя при наличии (фиг. 2 а) и при отсутствии (фиг. 2 б) акустического контакта.
Способ контроля качества акустического контакта при ультразвуковой дефектоскопии реализуется следующим образом.
С помощью рабочей пьезопластины 1 (см. фиг.1), установленной на призме 2 пьезопреобразователя под углом β к рабочей поверхности 3 призмы 2 и возбуждаемой дефектоскопом (на фиг. 1 не показан), излучают пучок импульсных ультразвуковых колебаний, часть из которых через толщу контактирующей жидкости 4 проникает в контролируемое изделие 5, а часть колебаний, переотраженных от рабочей поверхности 3, принимают с помощью дополнительной приемной пьезопластины 6, определяют с помощью определителя фазы 7 фазу первого периода принятых колебаний и с помощью индикатора 8 по значению фазы судят о качестве акустического контакта. В зависимости от наличия или отсутствия акустического контакта между рабочей поверхностью 3 преобразователя и сканируемой поверхностью контролируемого изделия 5, фаза первого периода колебаний (фиг. 2), принятых дополнительной пьезопластиной, будет различной.
Как известно, фаза первого колебания в эхо-сигнале будет различной в зависимости от соотношения акустических жесткостей сред, разграниченных поверхностью раздела [13] . Например, при обнаружении дефектов в изделии, если вещество, заполняющее полость дефекта, является средой, акустически более мягкой, чем среда, со стороны которой ультразвуковые колебания падают на поверхность дефекта (например, воздушный зазор в металле), то отражение у.з. колебаний происходит со сдвигом фазы на 180o по отношению к падающей волне. Если же соотношение акустических жесткостей обратное (например, включение меди в алюминии, вольфрама в титане и т.п.), то отражение происходит в фазе с падающей волной [14].
Таким образом, наблюдая полярность первого колебания в эхоимпульсе, можно получить дополнительную информацию о природе обнаруженного дефекта.
Этот известный из многих источников факт авторы предлагаемого технического решения использовали для контроля за качеством акустического контакта.
Реализация предлагаемого способа не представляет особых затруднений, так как аналогичные технические решения реализовывались многократно для целей контроля акустического контакта путем наблюдения амплитуды принятых дополнительной пьезопластиной 6 колебаний. Размещение дополнительной пьезопластины осуществляют в теле призмы 2 преобразователя таким образом, чтобы осуществить наиболее эффективно прием зеркально отраженных от рабочей поверхности 3 преобразователя продольных упругих колебаний, возбужденных основной пьезопластиной 1. Принципиальным отличием от известных технических решений предлагаемого способа является то, что для указанных целей предлагается наблюдать не за амплитудой, а за фазой принятых колебаний. Для этого в реализуемую схему включен определитель фазы 7.
Устройство определения начальной фазы сигнала, отраженного от контактной поверхности ПЭП и принятой дополнительной пьезопластиной, может быть выполнено по любой известной схеме. При условии, что фаза высокочастотного заполнения радиоимпульса принимает фиксированные значения 0o и 180o, решение этой задачи сводится к определению полярности первого полупериода принятого сигнала и может быть реализовано, например, по схеме, приведенной в [15].
Принцип работы известной схемы состоит в разделении входного радиоимпульса на две последовательности видеоимпульсов с помощью селекторов полярности и последующем сравнении времени прихода первых импульсов обеих последовательностей. С помощью встречно включенных диодов производится разделение радиоимпульса на последовательности видеоимпульсов положительной и отрицательной полярности; различитель полярности определяет и запоминает вход, по которому видеоимпульс пришел раньше, и включает соответствующий индикатор полярности [15].
Индикатор полярности 8, являющийся в данном техническом решении индикатором акустического контакта, может быть выполнен также по любой известной схеме: в виде двух светодиодов (красный - контакта нет; зеленый - контакт нормальный); в виде звукового индикатора, включающегося при нарушении акустического контакта или их комбинации.
Способ многократно проверен в реальных условиях и показал надежные результаты. Действительно, при наличии акустического контакта между рабочей поверхностью 3 преобразователя и сканируемой поверхностью контролируемого материала 5 фаза (полярность первого периода) принимаемых дополнительной пьезопластиной 6 колебаний имеет один знак (положительный) (фиг.2а), а при нарушении акустического контакта меняется на противоположный (фиг.2б). Причем четкое срабатывание индикатора 8 происходит при нарушении площади пятна из контактирующей жидкости под преобразователем более чем на 40...50% и изменении наклона преобразователя относительно сканируемой плоскости более чем на 10 градусов. Весьма ценно для практики то, что фаза принимаемых с помощью пьезопластины 6 колебаний не зависит ни от изменения толщины контактирующей жидкости, ни от материала контролируемого изделия. Специально проведенные эксперименты показали, что изменение температуры окружающего воздуха в диапазоне минус 20. . .плюс 50 градусов не влияет на работоспособность способа (при отрицательных температурах в качестве контактирующей жидкости использовали спиртовой раствор). Изменение угла наклона рабочей поверхности 3 вследствие износа в пределах плюс-минус 10 градусов, а также изменение толщины слоя протектора (части призмы вблизи рабочей поверхности) также не влияет на работоспособность способа. В экспериментах величина износа достигала 3 мм.
Способ может быть реализован в нескольких модификациях:
- в виде отдельной приставки к рабочему преобразователю;
- в виде встроенного дополнительного канала в дефектоскопе;
- в виде специального преобразователя.
В первом и во втором случаях в призме рабочего преобразователя зеркально основной пьезопластине монтируется дополнительная пьезопластина 6, выводы от которой вводятся в дополнительное устройство, содержащее блоки 7 и 8 с соответствующей системой электропитания или непосредственно в дефектоскоп. В этом случае определитель фазы 7 и индикатор 8 размещаются внутри дефектоскопа и используют его систему питания, а сигналы от основной и дополнительной пьезопластин подаются по единому четырехжильному кабелю.
При реализации в виде специального преобразователя все узлы, необходимые для осуществления способа, размещаются в корпусе преобразователя. Используя современную элементную базу, авторам удалось разместить в корпусе, идентичном корпусу типового преобразователя от дефектоскопа УД 2-12 (размеры 28х32х16 мм), все необходимые элементы: дополнительную пьезопластину 6 размером 3х3х0,7 мм из пьезокерамики типа ЦТС-19 в призме преобразователя, определитель фазы 7 на одной микросхеме, два светодиода, литиевый элемент питания и микровыключатель. Этот преобразователь может успешно работать с любыми типовыми ультразвуковыми дефектоскопами и не требует каких-либо манипуляций дополнительными кабелями и настройкой режимов работы дефектоскопа. Достаточно лишь включить с помощью микровыключателя встроенную схему преобразователя.
Внедрение предлагаемого способа может принести значительный экономический эффект. Только на железнодорожном транспорте эксплуатируются 6000 многоканальных (8 каналов) двухниточных съемных ультразвуковых дефектоскопов (типа РЕЛЬС-5, ПОИСК-2, ПОИСК-10Э), где отсутствует система контроля за акустическим контактом. В результате достоверность контроля весьма низкая, что обуславливает необходимость многократной проверки одного и того же участка пути (четыре - пять раз в месяц, вместо того, как это принято за рубежом - контролировать два раза в год). Крайне необходим этот способ и для систем скоростного контроля: вагонам дефектоскопам и дефектоскопным автомотрисам, контролирующим рельсы ультразвуковым способом при скоростях до 60 км/час. Внедрение способа позволило бы фиксировать непроконтролированные участки пути и перепроверять их с помощью двухниточных дефектоскопных тележек. В результате повышается достоверность результатов контроля при одновременном сокращении периодичности контроля.
Таким образом, поставленная при создании изобретения задача повышения достоверности контроля качества акустического контакта и, в конечном счете, повышения надежности и достоверности ультразвукового контроля различных изделий полностью решена. Предлагаемый способ контроля качества акустического контакта при ультразвуковой дефектоскопии, по сравнению с прототипом, обеспечивает контроль контакта по критерию, не зависящему от степени износа поверхности преобразователя, от толщины контактирующей жидкости, от температуры и других факторов. При этом повышается достоверность контроля исходного параметра и, в конечном счете, надежность и достоверность ультразвукового контроля различных изделий.
Источники информации
1. Пасси Г. С. Способ ультразвукового контроля изделий. Авт. свид. N 1534388. Бюлл. изобр. N 1, 1990 г.
2. Коряченко В.Д., Фак И.И., Заборовский О.P., Чегоринский В.А. Способ контроля акустического контакта. Авт. свид. N 603896. - Бюлл. изобр., 1978, N 15.
3. Гурвич А.К., Дымкин Г.Я., Коряченко В.Д. и др. О формировании опорного сигнала при оценке состояния акустического контакта. Дефектоскопия, N3, 1981, с. 107-109.
4. Пасси Г.С. Исследование стабильности акустического контакта при контроле наклонным преобразователем. -Дефектоскопия, 1988, N3, С.69-78.
5. Гурвич А.К., Кузьмина Л.И., Старунов Б.П. Способ контроля акустического контакта при ультразвуковой дефектоскопи. Авт. свид. N 574668. -Бюлл. изобр., 1977, N 37.
6. Гурвич А. К. , Критская М.В., Лернер Е.С., Пасси Г.С., Сирота Д.Н., Старунов Б.П. Приставка к ультразвуковому дефектоскопу для слежения за состоянием акустического контакта. -Дефектоскопия, 1983, N 10, с. 67-71.
7. Пестунович Е. А., Бушуев И.Ю. Раздельно-совмещенный преобразователь для ультразвукового контроля. Авт. свид. N 1405494. - Бюлл. изобр., 1996, N16.
8. Авт. свид. N 1597719, 07.10.90.
9. Якушев М.Л. и др. Устройство к ультразвуковому дефектоскопу для контроля акустического контакта. Авт. свид. N 1753405. - Бюлл. изобр. N 29, 1992 г.
10. Жмуркин Ю. А., Круглов Б.А. Способ контроля качества акустического контакта при ультразвуковой дефектоскопии. Авт. свид. N 1310710. - Бюлл. изобр. N 18, 1987 г.
11. Авт. свид. N 258690, Бюлл. изобр. N 1, 1970.
12. Петров Б. А. Искатель к ультразвуковому дефектоскопу. Авт. свид. N 303 584. - Бюлл.изобр., 1971, N16.
13. Шрайбер Д. С. Ультразвуковая дефектоскопия. М.: Металлургия, 1965, см. стр. 312-313.
14. Крауткремер Й., Крауткремер Г. Ультразвуковой контроль материалов. Справочное издание. М.: Металлургия, 1991, см. стр. 394 - 395.
15. Клюев Л.Л. и др. Определение полярности первого полупериода высокочастотного заполнения радиоимпульса. Тезисы докладов республиканской научно-технической конференции. Июнь 1969 г. Минск, 1969, с. 4-5.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА АКУСТИЧЕСКОГО КОНТАКТА ПРИ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ | 2012 |
|
RU2506585C1 |
| СПОСОБ ИЗМЕРЕНИЯ ТОЛЩИНЫ КОНТАКТНОГО СЛОЯ ПРИ УЛЬТРАЗВУКОВОЙ ДЕФЕКТОСКОПИИ | 2014 |
|
RU2556336C1 |
| СПОСОБ ИМИТАЦИИ ДЕФЕКТОВ ПРИ УЛЬТРАЗВУКОВОМ КОНТРОЛЕ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2004 |
|
RU2278377C2 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ГОЛОВКИ РЕЛЬСОВ | 2001 |
|
RU2184960C1 |
| УЛЬТРАЗВУКОВОЙ СПОСОБ КОНТРОЛЯ ГОЛОВКИ РЕЛЬСОВ | 2001 |
|
RU2184374C1 |
| Способ контроля качества акустического контакта при ультразвуковой дефектоскопии | 1983 |
|
SU1310710A1 |
| УЛЬТРАЗВУКОВОЙ СПОСОБ КОНТРОЛЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2002 |
|
RU2248566C2 |
| УЛЬТРАЗВУКОВОЙ ПРЕОБРАЗОВАТЕЛЬ | 1997 |
|
RU2158920C2 |
| СПОСОБ ПРОВЕРКИ РАБОТОСПОСОБНОСТИ УЛЬТРАЗВУКОВОГО ДЕФЕКТОСКОПА | 2004 |
|
RU2262101C1 |
| СПОСОБ И УСТРОЙСТВО КОНТРОЛЯ РАБОТОСПОСОБНОСТИ УЛЬТРАЗВУКОВОГО ДЕФЕКТОСКОПА | 1994 |
|
RU2104519C1 |
Изобретение относится к неразрушающему контролю изделий ультразвуковыми методами и может быть использовано для обнаружения дефектов в различных изделиях машиностроения, транспорта и других отраслей промышленности. Повышение достоверности контроля качества акустического контакта и повышение надежности и достоверности ультразвукового контроля различных изделий достигается за счет того, что в призму электроакустического преобразователя излучают пучок ультразвуковых колебаний, принимают отраженные от рабочей поверхности призмы ультразвуковые колебания и по принятым колебаниям определяют качество акустического контакта. Кроме того, определяют фазу принятых колебаний и по ее значению судят о качестве акустического контакта. 2 ил.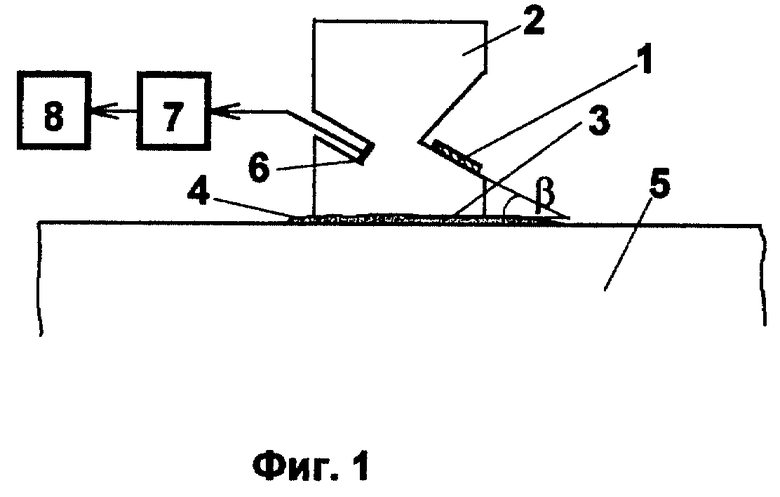
Способ контроля качества акустического контакта при ультразвуковой дефектоскопии изделий, заключающийся в том, что в призму электроакустического преобразователя излучают пучок ультразвуковых колебаний, принимают отраженные от рабочей поверхности призмы ультразвуковые колебания, по принятым колебаниям определяют качество акустического контакта, отличающийся тем, что определяют фазу принятых колебаний и по ее значению судят о качестве акустического контакта.

