Изобретение относится к электротехнике, в частности к способам получения движения электропроводных тел в электромагнитных устройствах с бегущим магнитным полем, и может быть использовано в энергетике, металлургии и литейном производстве.
Известны [1] магнитогидродинамические устройства с бегущим магнитным полем, применяемые для перемещения жидких металлов.
Данные устройства имеют такую особенность как наличие больших немагнитных зазоров, существенное влияние краевых эффектов, невысокий КПД.
Известен [2] способ обработки металлов в ковше-печи нейтральным шлаком, включающий наведение шлака при переливе жидкого полупродукта, нагрев металла электрическими дугами и вакуумирование.
К недостаткам данного способа обработки жидкой стали в ковше-печи относится большая длительность цикла обработки расплава, недостаточный тепломассоперенос между верхними и нижними слоями жидкого металла.
Известен способ вращения электропроводного тела, заключающийся в создании неоднородного переменного электромагнитного поля между ферромагнитными поверхностями или обмотками и в области расположения электропроводного тела. При этом расширение функциональных возможностей способа при регулировании частоты и направления вращения достигается изменением расстояния между электропроводным телом и ферромагнитными поверхностями или обмотками [3].
Известный способ имеет такой существенный недостаток, как необходимость изменения расстояния между электропроводным телом и ферромагнитными поверхностями при регулировании частоты и направления вращения электропроводного тела. Реализация данного способа связана с техническими трудностями, например, для создания вращения металла в канале индукционной канальной печи необходимо перемещать магнитопровод относительно канала с жидким металлом. Кроме того, при создании между двумя ферромагнитными поверхностями неоднородного магнитного поля, силовые линии которого направлены поперек оси электропроводного тела, создаются интенсивное вращение электропроводного тела в азимутальной плоскости и незначительные перемещения электропроводной среды в аксиальном направлении.
Наиболее близким к изобретению по технической сущности и достигаемому результату является способ электромагнитного управления вращательным движением электропроводного тела, заключающийся в наложении бегущего магнитного поля на электропроводное тело [4].
Реализация способа осуществляется на установке ковш-печь с помощью кольцевого статора, создающего бегущее магнитное поле. Наложение бегущего магнитного поля на электропроводное тело (жидкий металл) приводит к созданию вращательного движения электропроводного тела в аксиальной (вертикальной) плоскости ванны жидкого металла в установке ковш-печь.
Недостатком известного способа является невозможность обеспечения эффективной одноконтурной геометрии движения электропроводного тела в аксиальной плоскости и создания условий для интенсификации процессов в жидком металле.
В основу изобретения положена задача создать такой способ электромагнитного управления вращательным движением электропроводного тела, который позволяет регулировать скорость вращения электропроводного тела изменением направления бегущего магнитного поля (БМП) на противоположное в течение 3 мин.
Поставленная задача решена таким образом, что в способе электромагнитного управления вращательным движением электропроводного тела, заключающемся в наложении бегущего магнитного поля на электропроводное тело управление скоростью движения электропроводного тела осуществляют изменением направления бегущего магнитного поля на противоположное в течение 3 мин. Следует отметить, что преимущество предлагаемого способа перед прототипом заключается в том, что при изменении направления магнитного поля создаются благоприятные условия для проведения процесса десульфурации стали, когда необходимо интенсифицировать массообмен на поверхности раздела шлак-металл.
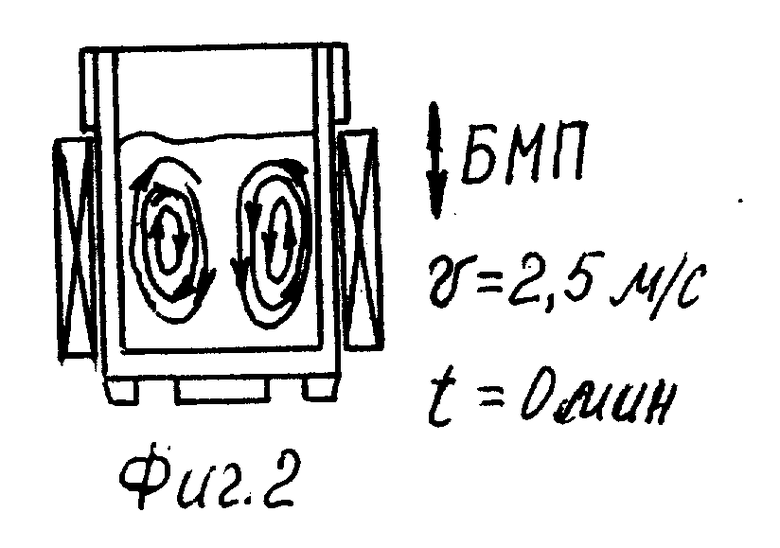
На фиг.1 приведена схема реализации предлагаемого способа, где 1 - ковш-печь; 2 - двухфазный индуктор бегущего магнитного поля; 3 - жидкий металл; на фиг. 2-6 - структура течения металла в электропроводном теле в процессе осуществления способа.
Бегущее магнитное поле, создаваемое кольцевым индуктором, охватывающим ковш с электропроводным телом, направлено снизу вверх. При этом электропроводное тело, т.е. жидкий металл, совершает вращательное движение в аксиальной плоскости вдоль боковых стенок к поверхности и во внутренние слои с характерной скоростью V = 2,5 м/с (фиг.2).
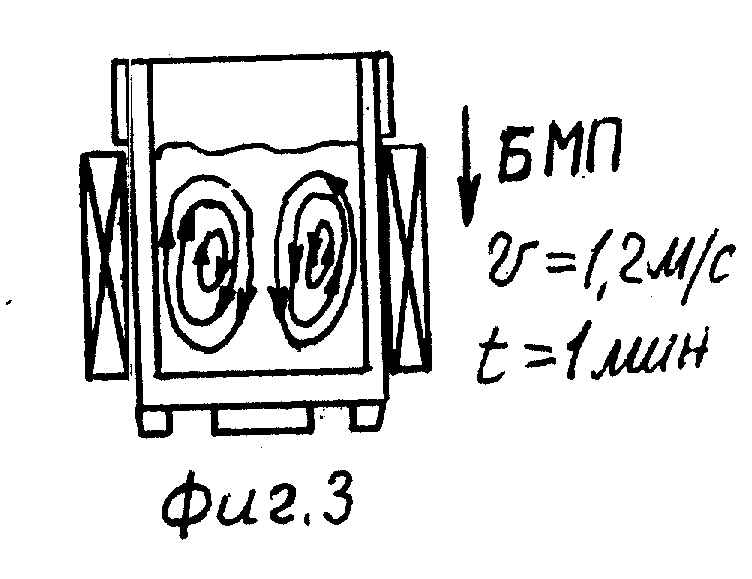
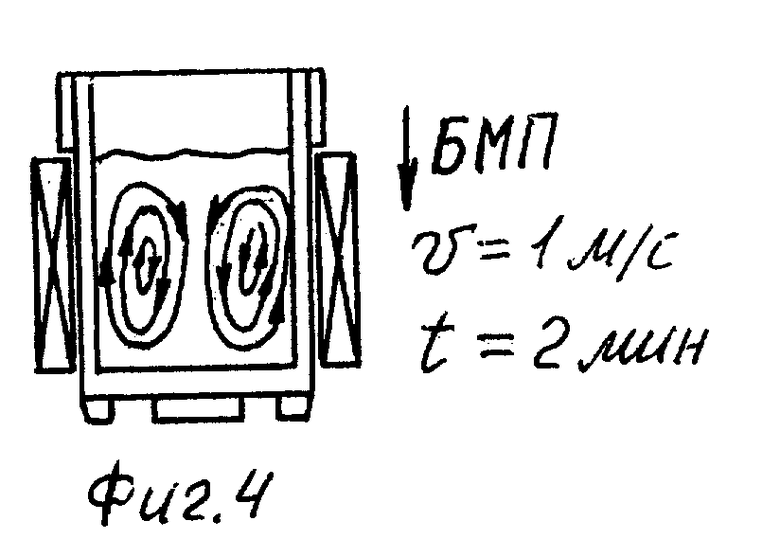
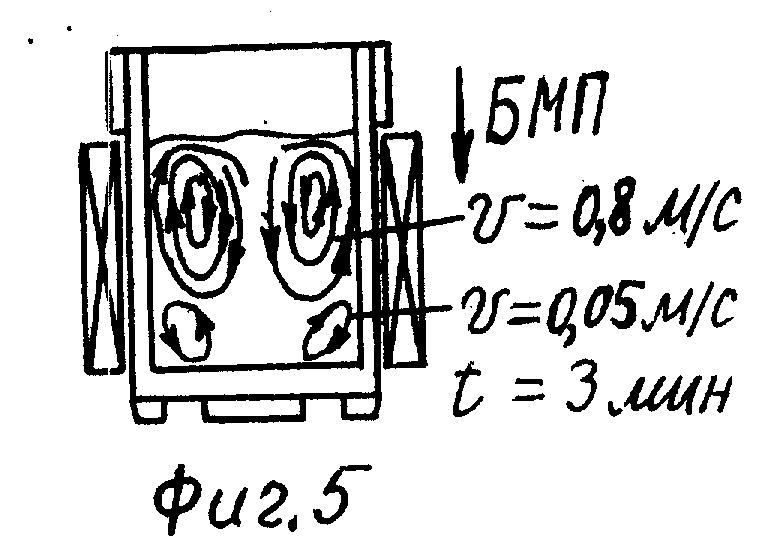
Затем изменяется направление бегущего магнитного поля на обратное (реверсирование) в течение 3 мин. На фиг.3 показано движение электропроводного тела после 1 мин реверсирования. Как видно из фиг.3, характерная скорость движения металла снижается до 1,2 м/с. На фиг.4 показано движение металла в виде двух вихрей со скоростью V = 1,0 м/с после 2 мин реверсирования. На фиг. 5 изображено вихревое движение в электропроводном теле после 3 мин изменения направления движения бегущего магнитного поля. Как видно из фиг.5, происходит разрыв течения электропроводной жидкости на четыре вихря. Причем характерная скорость циркуляции металла в двух больших вихрях составляет 0,8 м/с, а в возникших двух новых вихрях небольшого размера характерная скорость металла соответствует 0,05 м/с.
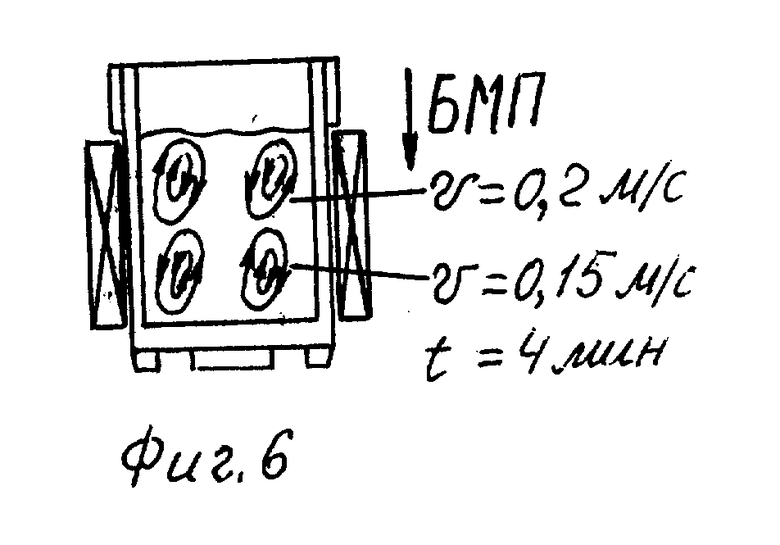
Из фиг.6 следует, что дальнейшее реверсирование бегущего магнитного поля приводит к образованию четырех вихрей разного размера из которых в двух верхних металл циркулирует с характерной скоростью 0,2 м/с, а в двух нижних - со скоростью 0,15 м/с [5].
Таким образом, разрыв течения на четыре вихря после 3 мин реверсирования бегущего магнитного поля приводит к возникновению застойных зон, затрудняющих тепломассоперенос, в частности подвод легирующих добавок и реагентов в реакционную зону, тем самым препятствует достижению химической и температурной однородности электропроводного тела.
Реверсирование магнитного поля до 3 мин приводит к образованию только двух вихрей из четырех, что позволяет избежать возникновения застойных зон в жидком электропроводном теле.
Пример. Исследования проводили при обработке стали марки 10ГН2МФА на 150-Т установке типа ASEA-SKF, оборудованной цилиндрическим индуктором для электромагнитного перемешивания металла. После перелива из печи в ковш и наведения шлака объем расплава массой 144 т подвергается электродуговому подогреву в течение 60 мин с активной мощностью P = 10,5 МВт. При этом температура жидкой стали достигает 1610oC. Индукционный перемешиватель работает вначале при направлении бегущего магнитного поля, т.е. циркуляция металла в электропроводном теле осуществляется вверх вдоль стенок ковша и вниз - в центральной части ковша. Затем в течение 3 мин направление поля меняется на обратное, т. е. сверху вниз. Ток в индукторе Iинд = 760 А, частота ν = 0,8 Гц. После этого проводится вакуумирование с разряжением ≤ 100 ГПа с одновременным осуществлением электромагнитного перемешивания при направлении электромагнитных сил вверх, т.е. металл движется сверху вниз вдоль оси ковша со скоростью 2,5 м/с. Затем при действии электромагнитных сил, направленных вниз (реверсирование направления магнитного поля) в течение 3 мин, скорость движения металла снижается до 0,8 м/с.
В процессе испытаний после каждой плавки визуально оценивается состояние рабочего слоя огнеупорной кладки ковша. Исходная толщина рабочего слоя составляет 150 мм. При движении бегущего магнитного поля, воздействующего на электропроводное тело в одном направлении, средний за плавку износ огнеупоров рабочего слоя стенки ковша в зоне пузыреобразования составляет 4,5-5,2 мм. При осуществлении предлагаемого способа с реверсированием магнитного поля в течение 3 мин износ огнеупоров снижается до 2,5-3,0 мм.
Использование предлагаемого способа электромагнитного управления вращательным движением электропроводного тела путем изменения направления бегущего магнитного поля на противоположное в течение 3 мин по сравнению с известными способами обеспечивает уменьшение размыва рабочего слоя огнеупорной кладки почти в 2 раза, т.е. увеличивается срок службы футеровки ковша. Кроме того, предлагаемый способ исключает возможность термического разрушения рабочего слоя футеровки ковша перегретым металлом.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОМАГНИТНОЕ УСТРОЙСТВО ДЛЯ ПЛАВКИ И РАФИНИРОВАНИЯ ЖИДКИХ МЕТАЛЛОВ | 1994 |
|
RU2092593C1 |
| СПОСОБ ОБРАБОТКИ СТРУИ ЖИДКОГО МЕТАЛЛА | 1995 |
|
RU2087547C1 |
| СТАТОР ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕШИВАТЕЛЯ ЖИДКОГО МЕТАЛЛА | 1995 |
|
RU2097903C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО РАФИНИРОВАНИЯ МЕТАЛЛА | 1994 |
|
RU2092592C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ РАЗДВИЖНЫХ ВОРОТ | 1992 |
|
RU2054112C1 |
| СПОСОБ ИЗМЕРЕНИЙ ТЕМПЕРАТУРЫ ЖИДКИХ МЕТАЛЛОВ И НЕМЕТАЛЛИЧЕСКИХ ВЫСОКОТЕМПЕРАТУРНЫХ СРЕД | 1994 |
|
RU2078459C1 |
| Способ рафинирования алюминия и его сплавов | 1990 |
|
SU1752800A1 |
| ИМПУЛЬСНЫЙ СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ИЗВЛЕЧЕНИЯ МЕТАЛЛОВ И ИХ СОЕДИНЕНИЙ ИЗ ОТРАБОТАННЫХ ЭЛЕКТРОЛИТОВ И ПРОМЫВНЫХ ВОД | 1993 |
|
RU2034935C1 |
| СПОСОБ ЭЛЕКТРОМАГНИТНОГО ПЕРЕМЕШИВАНИЯ ЭЛЕКТРОПРОВОДНОГО РАСПЛАВА | 1998 |
|
RU2132028C1 |
| ЛИНЕЙНАЯ ИНДУКЦИОННАЯ МАШИНА | 2011 |
|
RU2458448C1 |
Использование: в энергетике, металлургии и литейном производстве. Сущность: в способе электромагнитного управления вращательным движением электропроводного тела управление скоростью движения электропроводного тела осуществляют изменением направления бегущего магнитного поля в течение 3 мин. В результате обеспечивается уменьшение размыва рабочего слоя огнеупорной кладки почти в 2 раза, исключается возможность термического разрушения рабочего слоя футеровки ковша перегретым металлом - электропроводным телом. Это в свою очередь позволит обеспечить эффективность одноконтурной геометрии движения электропроводного тела в аксиальной плоскости и создание условий для интенсификации процессов в жидком металле. 6 ил.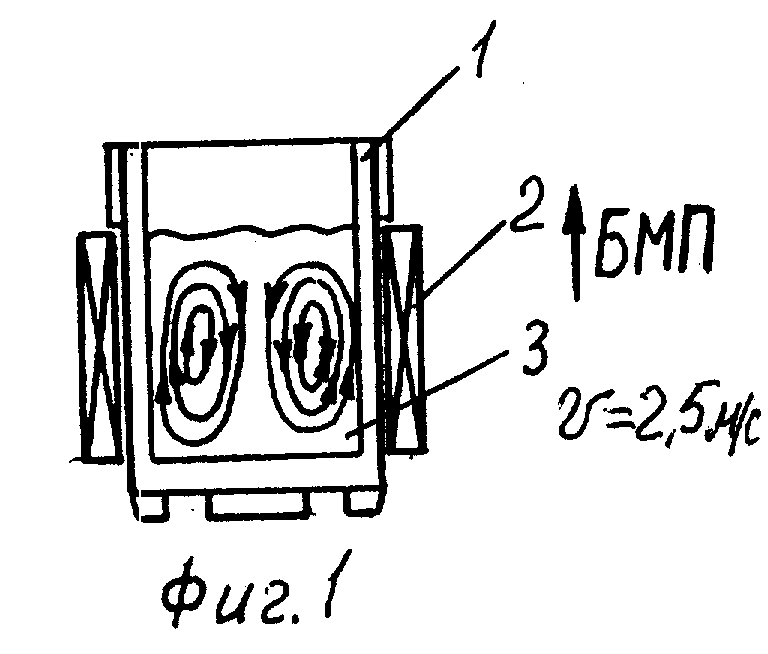
Способ электромагнитного управления вращательным движением электропроводного тела, заключающийся в наложении бегущего магнитного поля на электропроводное тело, отличающийся тем, что управление скоростью движения электропроводного тела осуществляют изменением направления бегущего магнитного поля в течение 3 мин.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Круминь Ю.К | |||
| Основы теории и расчета устройств с бегущим магнитным полем | |||
| - Рига, Зинатне, 1983, 278 с | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ обработки металла в ковше-печи | 1984 |
|
SU1171536A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Способ вращения электропроводного тела | 1983 |
|
SU1206902A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Тир Л.Л., Столов М.Я | |||
| Электромагнитные устройства для управления циркуляцией металла в электропечах | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| и доп | |||
| - М.: Металлургия, 1991, 280 с | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Овчинников Н.И., Щербаков Н.И | |||
| Математическая модель турбулентного течения металла под вакуумом в ковше | |||
| - Изв.ВУЗ | |||
| Черная металлургия, 1990, N 11, с | |||
| Солесос | 1922 |
|
SU29A1 |
