Предлагаемое изобретение относится к технологии создания защитных покрытий поверхности металлических изделий, например из сплава циркония (Zr), и может быть применено, например, в атомной промышленности для оболочек тепловыделяющих элементов ядерных реакторов.
Известен способ защиты тугоплавких металлов от окисления, включающий формирование защитной трехслойной плавки соответственно из силицида молибдена (Mo5Si3), циркона (ZrO2•SiO2) и диоксида циркония с добавками Э2O3, где Э - У , La, Se [1].
Этот способ технологически сложен и не обеспечивает прочного сцепления сформированной пленки с поверхностью оболочек, например из циркония (Zr).
Наиболее близким аналогом-прототипом является способ поверхностной защиты металлических изделий, в частности из циркония и его сплавов [2], включающий тепловое воздействие на обрабатываемое изделие и формирование на его поверхности защитного покрытия физико-химическим взаимодействием металла изделия и среды, в которой изделие обрабатывают.
Данный способ также технологически сложен и не обеспечивает прочного сцепления нанесенного покрытия с поверхностью защищаемого изделия, например из циркония.
Сущность предлагаемого изобретения состоит в том, что в способе защиты металлов от окисления, включающем тепловое воздействие на обрабатываемое изделие из металла и формирование защитного покрытия на поверхности изделия физико-химическим взаимодействием среды, в которой изделие обрабатывают, и металла изделия, изделие охлаждают жидким азотом, а для формирования покрытия последовательно проплавляют все участки поверхности изделия, например лучом лазера, в зону проплавления подают смесь жидкого азота и инертного газа и в результате взаимодействия азота и металла на поверхности изделия создают в зоне проплавления пленку нитрида этого металла, получая защитное покрытие на всей поверхности изделия, при этом контролируют равномерность и толщину получаемого покрытия.
При этом поверхность охлаждают до начала воздействия луча лазера и продолжают охлаждение вплоть до прекращения его воздействия, воздействие лучом лазера повторяют до получения равномерного покрытия заданной толщины, защищают изделие из сплава циркония, а в качестве инертного газа применяют аргон.
Предложенный способ обеспечивает возможность образования на поверхности металлических изделий, например из циркония и его сплавов, прочного равномерного покрытия заданной толщины, обладающего высоким адгезивным взаимодействием с защищаемой поверхностью, а кроме того, не нарушающего функциональных характеристик защищаемых изделий, например, требуемых характеристик пропускания нейтронов в тепловыделяющих элементах ядерных реакторов.
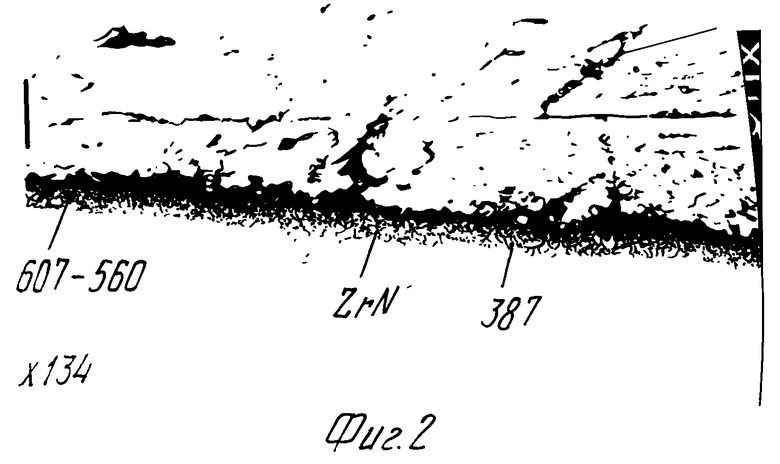
Пример реализации предложенного способа защиты металлов от окисления иллюстрирует фиг. 1, на которой показана схема устройства для осуществления данного способа, и фиг.2, на которой приведена фотография среза поверхности трубы из сплава "цирконий 1", защищенной оболочкой, полученной при использовании предложенного способа.
Устройство для осуществления предложенного способа защиты металлов содержит механизм 1, выполненный в виде, например, суппорта с электроприводом (на чертеже не показан) и обеспечивающий регулируемое вращательно-поступательное движение обрабатываемого изделия 2 в выполненной в виде металлического кожуха защитной камере 3, в которой производят обработку изделия 2, подводящие через специальные отверстия в кожухе защитной камеры 3 (на чертеже не обозначены) в зону 4 обработки аргон и жидкий азот трубопроводы 5 и 6 соответственно, а также лазер 7, предназначенный для создания высоко-энергетического теплового луча, подаваемого в зону 4 обработки через другое специальное отверстие (на чертеже не обозначено). Кроме того, устройство содержит контактный башмак 8, установленный в камере 3 и служащий опорой для обрабатываемого изделия 2 и теплоотводом, и теплоизоляционный кожух 9. Вывод 10 в камере 3 предназначен для слива жидкого азота. Кроме того, в состав устройства входит микроскоп 11, предназначенный для контроля толщины и равномерности формирования защитного покрытия.
Устройство работает следующим образом.
Подлежащее обработке изделие 2, например трубка из сплава "цирконий 1", закрепляют на державке (на чертеже не обозначена) механизма 1 и вводят в защитную камеру 3. Через трубопровод 6 в камеру 3 подают жидкий азот (температурой -196oC), охлаждающий наружную, а для более полного охлаждения и внутреннюю поверхности изделия 2. По трубопроводу 5 подают аргон, который за местом соединения трубопровода 5 с трубопроводом 6 смешивают с жидким азотом, чтобы в зону 4 обработки поступала смесь аргона с жидким азотом. Соотношение компонентов этой смеси выбирают равным (10-50)% аргона и соответственно (50-90)% азота.
Затем лучом лазера 7 производят проплавление слоя поверхности обрабатываемого изделия. При этом с расплавленным слоем металла взаимодействует находящийся в зоне 4 обработки азот, который образует нитрид циркония (ZrN), создающий на обрабатываемой поверхности в атмосфере аргона прочную защитную пленку. Лучом лазера 7 производят сканирование защищаемой поверхности изделия 2, для чего это изделие с помощью механизма 1 вращают и перемещают.
Толщина защитной пленки зависит от глубины проплавления, которую обычно выбирают равной 5-15 мк, поэтому для получения защитной пленки требуемой толщины или увеличивают время воздействия луча лазера 7, или повторяют сканирование этим лучом обрабатываемой поверхности.
Рассмотрение приведенной на фиг.2 фотографии среза поверхности, защищенной полученной указанным способом, показывает, что микроструктура защитной пленки (ZrN) существенно мельче микроструктуры материала защищаемого изделия и в то же время эта пленка внедрена в материал, что свидетельствует и о прочности защитной пленки, и о высокой адгезионности ее соединения с защищаемым изделием.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АНТИКОРРОЗИОННОЙ ЗАЩИТЫ ИЗДЕЛИЙ ИЗ ЦИРКОНИЯ И ЕГО СПЛАВОВ | 2008 |
|
RU2382120C1 |
| СПОСОБ ЛАЗЕРНОЙ СВАРКИ ТОНКОСТЕННЫХ ТРУБ | 2012 |
|
RU2533572C2 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПОГРУЖЕННЫМ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2000 |
|
RU2182061C2 |
| СПОСОБ КОРРОЗИОННОЙ ЗАЩИТЫ ПОВЕРХНОСТЕЙ СТАЛЕЙ И СПЛАВОВ | 2014 |
|
RU2572115C1 |
| СПАСАТЕЛЬНОЕ ПОКРЫВАЛО | 2002 |
|
RU2210389C1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ ТИТАНОВОГО СПЛАВА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2016 |
|
RU2647963C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКИХ СВЕРХТВЕРДЫХ ПОКРЫТИЙ | 2007 |
|
RU2360032C1 |
| ТЕПЛООТВОДЯЩИЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2806062C2 |
| СПОСОБ УПРОЧНЕНИЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ С ПОЛУЧЕНИЕМ НАНОСТРУКТУРИРОВАННЫХ ПОВЕРХНОСТНЫХ СЛОЕВ | 2013 |
|
RU2527511C1 |
| НАНОСТРУКТУРИРОВАННЫЙ СВАРОЧНЫЙ МАТЕРИАЛ | 2013 |
|
RU2544317C2 |
Способ защиты металлов, например циркония, от окисления может быть использован во всех отраслях машиностроения, в т.ч. для защиты оболочек тепловыделяющих элементов ядерных реакторов. Изделие из металла охлаждают жидким азотом. Поверхность изделия последовательно проплавляют по участкам лучом лазера. В зону проплавления подают смесь жидкого азота и аргона и получают на поверхности изделия пленку нитрида металла. Равномерность и толщину покрытия контролируют. 3 з.п. ф-лы, 2 ил.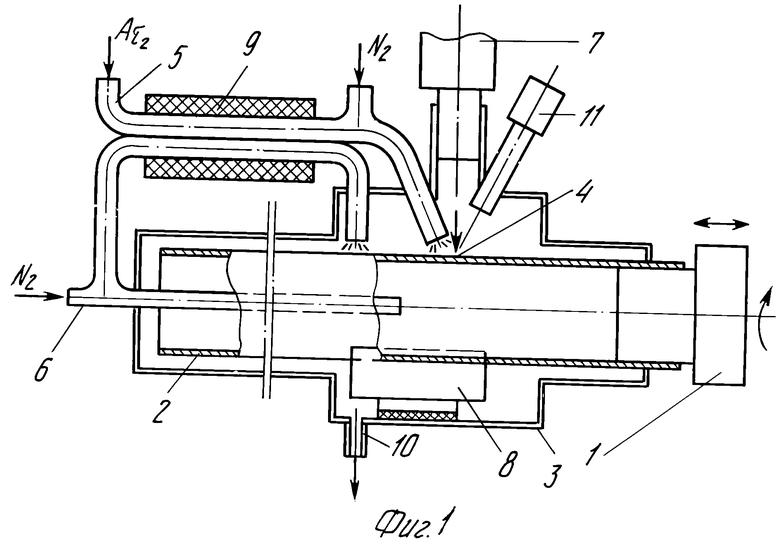
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| RU, патент N 2032763, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| DE, заявка N 1521996, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
