Изобретение относится преимущественно к машиностроению и может быть применено, например, для сварки и наплавки металлических деталей.
Известен активирующий флюс для электродуговой сварки (Патент РФ №2164849 от 10.04.2001 г., МКИ7 B23K 35/362) следующего состава: гексафторалюминат лития 17…25%, двуокись титана 17…25%, двуокись кремния 35…40%, хлорид кальция 20…30%. Этот активирующий флюс в виде раствора порошка флюса в этиловом спирте наносят на поверхность стыкуемых кромок. После испарения спирта производят сварку по слою флюса, что позволяет увеличить проплавляющую способность дуги. Однако в состав флюса входят гигроскопичные соли, что способствует возникновению дефектов в виде газовых пор. Для удаления влаги требуется прокаливать флюс перед сваркой, что увеличивает трудоемкость сварочных операций.
Известен способ сварки открытой дугой (Авторское свидетельство №1692783, МКИ B23K 9/14 от 23.11.91 г.), при котором в дугу вводят оксид кальция совместно с полиэтиленом или фторопластом. Данный способ позволяет увеличить ударную вязкость и пластичность сварного шва за счет удаления азота, водорода и кислорода из сварочной ванны. Однако известный способ разработан применительно для сварки и наплавки голой электродной проволокой и не позволяет увеличить проплавляющую способность дуги. Кроме того, порошкообразные компоненты при введении в дугу рассеиваются потоком защитного газа, что снижает эффективность способа.
Известен активирующий материал для сварки и наплавки (Паршин С.Г., Паршин С.С. Активирующий материал для сварки и наплавки. МПК B23K 35/02, B23K 35/362. Патент РФ №2226144 от 08.07.2002 г.), который принят за прототип. Активирующий материал состоит из сердечника, который покрыт оболочкой из смеси полимера с активирующим флюсом при следующем соотношении компонентов, мас.%: активирующий флюс 5…80, полимер 20…95. Указанный материал позволяет увеличить глубину проплавления и улучшить качество сварных соединений за счет дегазации сварочной ванны и восстановления оксидов. Однако материал по прототипу не может обеспечить формирование износостойких наплавочных слоев с повышенной твердостью, работающих при интенсивном ударно-абразивном износе.
Техническим результатом предлагаемого изобретения является увеличение твердости и износостойкости наплавленного металла за счет нанесения на поверхность металлического сердечника нанокомпозиционного покрытия, содержащего наноразмерные частицы активирующего флюса, карбидов и редкоземельных металлов.
Сущность предлагаемого изобретения заключается в том, что поверхности металлического сердечника размещают нанокомпозиционное покрытие, состоящее из полимерной матрицы и распределенной в ней дисперсной фазой из смеси наноразмерных частиц активирующего флюса, карбидов и редкоземельных металлов с размером частиц менее 1000 нм.
Нанокомпозиционное покрытие имеет следующее соотношение объемов матрицы и наноразмерных частиц:
Полимерная матрица - 40-93%;
Наноразмерные частицы активирующего флюса - 3-50%;
Наноразмерные частицы карбидов - 2-55%;
Наноразмерные частицы редкоземельных металлов - 2-5%.
При объеме активирующего флюса менее 3% ухудшается процесс капельного перехода и удаления водорода, а при увеличении объема более 50% уменьшается твердость наплавленного слоя. При объеме карбидов менее 2% отсутствует эффект карбидного упрочнения наплавленного металла, а при увеличении объема более 55% происходит ухудшение плотности и прочности нанокомпозиционного покрытия. При объеме редкоземельных металлов менее 2% снижается влияние покрытия на процессы модифицирования и улучшения микроструктуры наплавленного металла, а при увеличении объема более 5% происходит снижение твердости наплавленного металла.
Такое сочетание известных и новых признаков позволяет увеличить плотность, твердость и износостойкость наплавленного металла. Это становится возможным, поскольку нанокомпозиционное покрытие, состоящее из полимерной матрицы и галогенидов активирующего флюса улучшает капельный переход за счет снижения межфазного натяжения капель. Фториды связывают молекулы, атомы и ионы водорода с образованием фтористого водорода HF, что увеличивает плотность наплавленного металла.
Наноразмерные частицы карбидов являются упрочняющей фазой, они переходят из покрытия в сварочную ванну, равномерно распределяются в ней и способствуют получению мелкозернистой микроструктуры с высокой твердостью и износостойкостью.
Наноразмерные частицы редкоземельных металлов переходят из покрытия в сварочную ванну и способствуют получению мелкозернистой микроструктуры, что увеличивает пластичность и ударную вязкость сварных соединений.
Предлагаемое изобретение иллюстрируется чертежом, где показан вид наноструктурированного сварочного материала с нанокомпозиционным покрытием, см. фигуру 1. Предлагаемый сварочный материал состоит из металлического сердечника 1, на поверхности которого располагается нанокомпозиционное покрытие 2, состоящее из полимерной матрицы 3 с распределенными по объему матрицы наноразмерными частицами активирующего флюса, карбидов и редкоземельных металлов 4.
Металлический сердечник 1 может состоять из металлической проволоки, металлической ленты или металлического порошка. Полимерная матрица 3 может состоять из полимеров, которые обладают повышенной термической стойкостью: политетрафторэтилена, полиамида или полиимида.
Цель изобретения достигается тем, что на поверхности металлического сердечника размещают нанокомпозиционное покрытие, состоящее из полимерной матрицы и распределенной в ней дисперсной фазой из смеси наноразмерных частиц активирующего флюса, карбидов и редкоземельных металлов с размером частиц менее 1000 нм.
При плавлении покрытия образуется шлаковая пленка из фторидов активирующего флюса, которая способствует уменьшению межфазного натяжения расплавленного металла (см. Лепинских Б.М., Манаков А.И. Физическая химия оксидных и оксифторидных расплавов. М.: Наука, 1977. - 192 с.). В результате этого снижается диаметр капель и увеличивается частота капельного перехода.
При нагреве флюс, содержащийся в полимерной матрице, расплавляется и реагирует с расплавленным металлом, образуя газоообразные галогениды типа FeF2, SiF4, TiF4, AlF3 и др. Пары воздействуют на дуговой разряд и уменьшают токопроводящий диаметр столба дуги, что увеличивает проплавляющую способность дуги. При нагреве полимера образуется дисперсный углерод, фтор и фторуглероды: CF, CF2, CF3, CF4. (см. Справочник по пластическим массам / Под ред. Катаева В.М., Попова В.А., Сажина Б.И. - М.: Химия, 1975, т. 2, 568 с.). Фтор и фториды углерода также увеличивают проплавляющую способность дуги. Частицы углерода распределяются по поверхности сварочной ванны и при высокой температуре восстанавливают оксиды, с образованием летучих соединений СО, CO2. Большое количество галогенидов в зоне горения дуги уменьшает содержание водорода в металле сварочной ванны за счет образования летучих соединений HF, HCl, HBr.
Введение наноразмерных частиц карбидов вольфрама W2C, WC, хрома Cr7C3, молибдена МоС, Мо2С, ванадия VC, титана TiC, ниобия NbC, гафния HfC, тантала ТаС, бора В4С, циркония ZrC повышает износостойкость и прочность наплавленного металла. Карбиды имеют микротвердость 1250-3400 МПА по Виккерсу HV50 и являются основной фазой, которая оказывает сопротивление износу под действием абразивных и ударно-абразивных нагрузок (см. Лейначук Е.И. Электродуговая наплавка деталей приабразивном и гидроабразивном износе. - Киев: Наукова думка. - 185. - 160 с.).
Применение активирующего флюса, карбидов и редкоземельных металлов в виде наноразмерных частиц размером менее 1000 нм способствует измельчению микроструктуры наплавленного металла и равномерному распределению упрочняющих карбидных фаз.
Введение редкоземельных металлов (РЗМ) - церия, иттрия, лантана, скандия способствует улучшению механических свойств наплавленного металла за счет микролегирования и модифицирования микроструктуры. Наночастицы РЗМ имеют большую удельную поверхность, что способствует интенсивным металлургическим реакциям рафинирования за счет связывания остаточных газов, серы, фосфора в тугоплавкие соединения (см. Качанов Е.Б. Состояние и перспективы развития работ по жаропрочным сплавам для лопаток турбин. Технология легких сплавов, 2005, №1-4, с. 10-17).
Технология изготовления наноструктурированного сварочного материала с металлическим сердечником основана на применении известных в промышленности способов и заключается в следующем. Наноразмерные частицы активирующего флюса, карбидов и редкоземельных металлов с размером частиц менее 1000 нм смешивают с мелкодисперсным порошком полимера, например тетрафторэтиленом, полиамидом, полиимидом с размером частиц менее 10 мкм. Полученную смесь растворяют в этиловом спирте, а полученной суспензией многократно покрывают металлический сердечник. Затем сердечник с покрытием нагревают до температуры расплавления полимера, в результате чего на поверхности сердечника образуется прочная газонепроницаемая оболочка толщиной 0,05-3 мм.
В качестве примера применения предлагаемой наноструктурированного сварочного материала можно привести аргонодуговую наплавку износостойкого слоя на пластину из стали Ст3сп толщиной 10 мм.
Смесь наноразмерных частиц активирующего флюса состава (LiF - 65%; MgC2 - 35%), наноразмерных частиц карбида вольфрама WC, карбида бора В4С, оксида иттрия Y2O3 смешивали с порошком фторопласта-4Д, имеющим размер фракций 0,4 мкм, в объемном соотношении: порошок полимера 55%, наноразмерные частицы 45%. Полученную смесь растворяли в этиловом спирте и многократно наносили на поверхность наплавочной проволоки марки Нп-30Х5 диаметром 1,6 мм со спеканием каждого слоя при температуре 270°С, в результате чего получили нанокомпозиционное покрытие толщиной 1 мм.
Дугу зажигали с вольфрамового электрода диаметром 4 мм при силе тока 240 А прямой полярности. Затем в зону горения дуги вводили наноструктурированный сварочный материал и наплавляли слой толщиной 3 мм на поверхность пластины из стали 3сп размером 100×100 мм толщиной 10 мм. Измерение твердости наплавленного слоя при помощи ультразвукового твердомера УЗИТ-3 показало, что твердость наплавленного слоя при аргонодуговой наплавке с наноструктурированным сварочным материалом увеличилась до 50 HRC, при этом твердость слоя, выполненного с обычной наплавочной проволокой Нп-30Х5, составила 40 HRC.
Таким образом, предлагаемый наноструктурированный сварочный материал обеспечивает технический эффект, который выражается в увеличении твердости наплавленного износостойкого слоя, может быть изготовлен и применен с использованием известных в технике средств, следовательно, он обладает промышленной применимостью.
| название | год | авторы | номер документа |
|---|---|---|---|
| Композиционная проволока для наплавки алюмоматричного интерметаллидного сплава | 2020 |
|
RU2766942C1 |
| НАНОСТРУКТУРИРОВАННАЯ НАПЛАВОЧНАЯ ПРОВОЛОКА | 2013 |
|
RU2538227C1 |
| НАНОСТРУКТУРИРОВАННАЯ ПОРОШКОВАЯ ПРОВОЛОКА | 2013 |
|
RU2538875C1 |
| НАНОСТРУКТУРИРОВАННАЯ ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ ПОДВОДНОЙ СВАРКИ | 2013 |
|
RU2539284C1 |
| НАНОСТРУКТУРИРОВАННАЯ СВАРОЧНАЯ ПРОВОЛОКА | 2013 |
|
RU2538228C1 |
| СВАРОЧНАЯ ПРОВОЛОКА С НАНОКОМПОЗИЦИОННЫМ ПОКРЫТИЕМ ДЛЯ СВАРКИ ВЫСОКОПРОЧНЫХ СТАЛЕЙ | 2015 |
|
RU2603936C1 |
| Композиционная сварочная проволока для дуговой сварки легированных сталей высокой прочности | 2015 |
|
RU2613243C2 |
| МОДИФИКАТОР ДЛЯ СВАРОЧНЫХ МАТЕРИАЛОВ | 2015 |
|
RU2608011C1 |
| Сварочная композиционная проволока для дуговой сварки трубных и криптоустойчивых сталей | 2015 |
|
RU2610374C2 |
| НАУГЛЕРОЖИВАЮЩАЯ ПАСТА ДЛЯ НАПЛАВКИ | 2021 |
|
RU2755912C1 |
Изобретение может быть использовано для сварки и наплавки металлических деталей. Сварочный материал содержит металлический сердечник, покрытый полимерной оболочкой с распределенными в ней наноразмерными частицами активирующего флюса. Компоненты оболочки взяты в следующем соотношении, об.%: полимер 40-93, активирующий флюс 3-50, карбиды 2-55, редкоземельные металлы 2-5. Сердечник выполнен в виде металлической проволоки или металлической ленты, или состоит из металлического порошка. Полимер оболочки выбран из политетрафторэтилена, полиамида или полиимида. Карбид или смесь карбидов оболочки выбраны из группы, содержащей: карбид вольфрама, карбид хрома, карбид молибдена, карбид ванадия, карбид титана, карбид ниобия, карбид гафния, карбид тантала, карбид бора и карбид циркония. Наноструктурированный сварочный материал обладает хорошими сварочно-технологическими свойствами, увеличивает плотность наплавленного металла и позволяет увеличить твердость наплавленного износостойкого слоя на поверхность деталей, работающих при интенсивном ударно-абразивном износе. 3 з.п. ф-лы, 1 ил.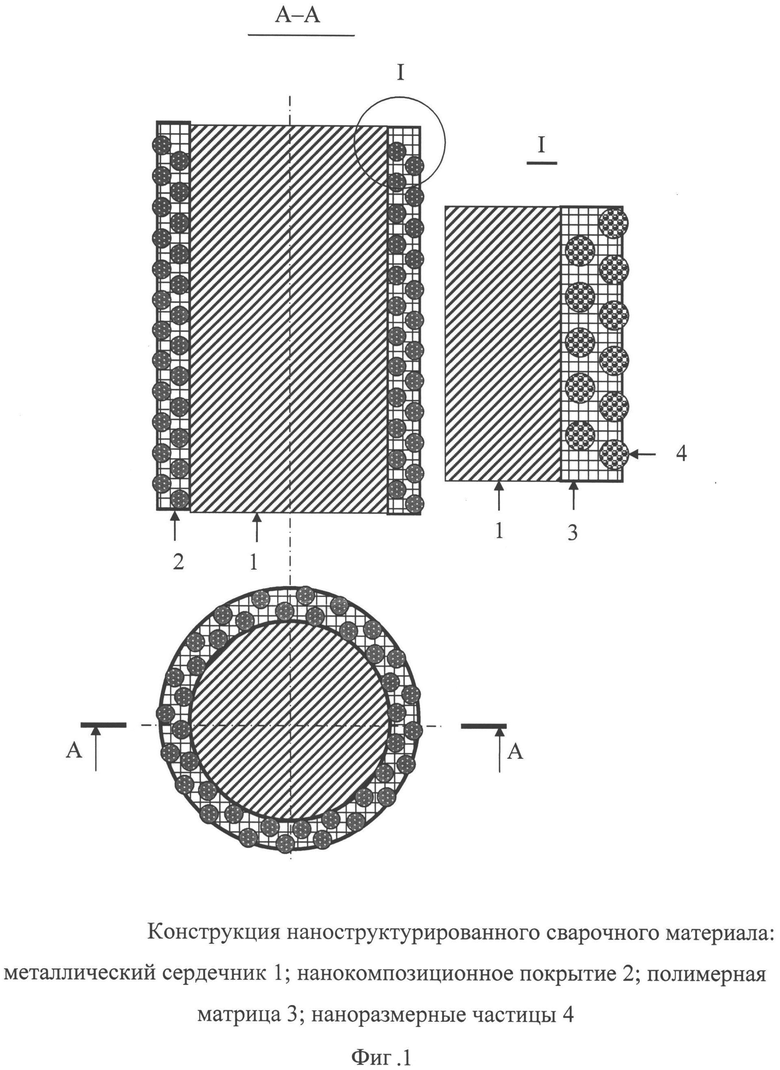
1. Сварочный материал, содержащий металлический сердечник, покрытый полимерной оболочкой с распределенными в ней частицами активирующего флюса, содержащего галогениды, отличающийся тем, что он дополнительно содержит распределенные в оболочке наноразмерные частицы карбидов и редкоземельных металлов, при этом использованы наноразмерные частицы активирующего флюса при следующем соотношении компонентов оболочки, об.%:
полимер 40-93
активирующий флюс 3-50
карбиды 2-55
редкоземельные металлы 2-5
2. Сварочный материал по п.1, отличающийся тем, что сердечник выполнен в виде металлической проволоки или металлической ленты, или состоит из металлического порошка.
3. Сварочный материал по п.1, отличающийся тем, что полимер оболочки выбран из политетрафторэтилена, полиамида или полиимида.
4. Сварочный материал по п.1, отличающийся тем, что карбид или смесь карбидов оболочки выбраны из группы, содержащей: карбид вольфрама, карбид хрома, карбид молибдена, карбид ванадия, карбид титана, карбид ниобия, карбид гафния, карбид тантала, карбид бора и карбид циркония.
| АКТИВИРУЮЩИЙ МАТЕРИАЛ ДЛЯ СВАРКИ И НАПЛАВКИ | 2002 |
|
RU2226144C1 |
| СВАРОЧНАЯ АКТИВИРОВАННАЯ ПРОВОЛОКА | 2005 |
|
RU2294272C1 |
| НАНОСТРУКТУРИРОВАННАЯ КОМПОЗИЦИОННАЯ ПРОВОЛОКА | 2009 |
|
RU2415742C2 |
| Электродная проволока | 1977 |
|
SU671960A1 |
| US 6428596 B1, 06.08.2002 | |||

