Изобретение относится к области металлургии и машиностроения, а именно к составу и способу производства композиционного материала с заранее заданными свойствами, позволяющего производить конструкции, которые могут быть использованы для изготовления элементов конструкций различного назначения, например элементов бронезащиты высокого класса, режущего элемента различного назначения, элементов станочных конструкций, сочетающих высокую твердость, находящуюся на уровне инструментальных металлокерамический сплавов, обладающих прочностью на уровне углеродистых низко- и среднелегированных сталей, и высокой поверхностной термической стойкостью.
Использование в современной промышленности материалов с заданными свойствами продиктовано необходимостью улучшения эксплуатационных характеристик изделий и оборудования за счет применения новых конструкционных материалов, сочетающих в себе высокую твердость, износоустойчивость и температурную стойкость при сохранении удовлетворительной пластичности, а также имеющих малый удельный вес (авиационная промышленность, оборонная техника и средства индивидуальной защиты, энергомашиностроение, нефтегазовая, машиностроение, производство инструмента различного назначения, в том числе, металлорежущего, медицинского, бытового и др.). В настоящее время для таких целей широко применяются различные типы композиционных материалов как многослойных, так и дисперсно-упрочненных. Использование модифицированных металлических сплавов в качестве элементов бронезащиты, режущих инструментов, а также элементов станков целесообразно с точки зрения обеспечения соответствия изделий, произведенных с их использованием, требованиям, типично предъявляемым к такого рода изделиям.
Титан и его сплавы обладают высокой удельной прочностью, коррозионной стойкостью, пластичностью. Технологические процессы производства изделий различного назначения из титановых сплавов хорошо отработаны. Основным препятствием использования их для производства ряда изделий в вышеуказанных областях техники является невысокая поверхностная твердость титановых сплавов (практически не более 43 HRC), при этом возможное повышение твердости за счет объемной термообработки снижает пластичность, ударную вязкость, вязкость разрушения, что приводит к образованию трещин и дальнейшему разрушению материала.
Ограничивают применение титановых сплавов и их относительно низкая стойкость к окислению поверхности при воздействии температур более 600°C на воздухе. При этих условиях происходит окисление сплавов с образованием на поверхности оксидов титана (TiO2 и Ti2O3) и подповерхностных слоев с повышенным содержанием кислорода, в которых происходит замещение твердых растворов α-стабилизаторов твердыми растворами кислорода.
Для целей придания твердости поверхностному слою металла известно применение тонкого защитного покрытия из нитрида, карбида или карбонитрида титана, полученное методом газоплазменного напыления на поверхность готовой детали. Указанный материал не позволяет в полной мере использовать преимущества тугоплавких соединений титана по причине незначительной толщины напыляемого слоя.
Более перспективным с точки зрения повышения технологических свойств материала является дисперсное упрочнение титанового сплава тугоплавкими соединениями азота и/или углерода с титаном.
Известен наноструктурный композиционный материал на основе чистого титана по патенту Российской Федерации на изобретение №2492256 (заявитель Панин С.В., МПК C22C 1/05, C22C 14/00, B22F 3/14, B82Y 30/00, заявка №2012120251 от 16.05.2012). Предлагаемый в указанном патенте материал относится, преимущественно, к сфере медицины и представляет собой композиционный материал, содержащий матрицу из чистого титана, с размером зерна ≤250 нм, дисперсно-упрочненную термически стабильными и химически устойчивыми по отношению к титану наноразмерными частицами карбида, борида или нитрида титана, с размером частиц 2-10 нм, при этом упрочняющие частицы равномерно распределены в объеме материала, а их общая доля в объеме материала составляет 0,05-0,50 об.%.
Согласно описанию к указанному патенту материал получается путем образования механической смеси чистого титана с включениями нитридных и карбонитридных микрочастиц с последующим формированием материала посредством изостатического термического прессования, таким образом, полученный порошковый композит представляет собой твердые износостойкие компоненты в титановой связке. Полученный материал с содержанием упрочняющих компонентов до 0,5 об.% не может обеспечить высоких эксплуатационных свойств в условиях ударных нагрузок с высокой и сверхвысокой кинетической энергией в условиях высоких длительных статических и динамических нагрузок при всех типах нагружения (сжатие, растяжение, изгиб, кручение и т.д.). Следовательно, круг задач, для которых применяется композиционный материал, ограничивается исключительно использованием в медицине.
Известен способ получения износостойких и обладающих высокой усталостной прочностью поверхностных слоев на деталях из титановых сплавов и деталь, изготовленная этим способом по патенту Российской Федерации на изобретение №2407822 (заявитель Сименс АГ, МПК C23C 14/28, C23C 8/06, заявка №2007104837 от 08.07.2005). Согласно описанию и формуле изобретения к указанному патенту деталь из титанового сплава с износостойким поверхностным слоем, полученным путем лазерного легирования из газовой фазы. Износостойкий поверхностный слой имеет толщину tR в пределах от 0,1 до 3,5 мм и состоит из смеси мельчайших зерен α- и β-титана с присутствующими в титановом сплаве в виде твердого раствора внедрения элементами реакционного газа без образования нитридных, карбидных, оксидных или боридных фаз, имеет поверхностную твердость HS, измеренную на шлифованной поверхности, в пределах от 360 до 500 HV 0,5 или микротвердость HR, измеренную на полированном поперечном шлифе на глубине 0,1 мм от его поверхности, в пределах от 360 до 560 HV 0,1.
Способ исключает образование нитридных фаз за счет контроля парциального давления реакционного газа, а предусматривает только образование раствора внедрения. Таким образом, упрочнение ограничено как по глубине (на уровне сотен микрометров), так и по механическим свойствам.
В качестве ближайшего аналога выбрано техническое решение, раскрытое в патенте на изобретение №2407822. Заявляемое техническое решение позволяет преодолеть указанные недостатки.
Задачей, на решение которой направлено предлагаемое техническое решение, является повышение твердости гетерогенного монолитного композиционного материала с сохранением пластичности, с поддержанием физических характеристик материала в условиях многократных ударных нагрузок с высокой кинетической энергией, и при механической обработке поверхности. Результатом такой комбинации свойств будет повышение износостойкости материала, улучшение ряда эксплуатационных характеристик, таких как твердость, прочность, повышенная термическая и коррозионная стойкость, а также повышение твердости и прочности изделий на требуемую глубину, обеспечивающие необходимую работоспособность конструкций.
Заявленный технический результат достигается тем, что композиционный материал на основе титанового сплава с модифицированной областью, состоящей из лицевого слоя имеющей керамическую структуру слоя с металлокерамической структурой и слоя с переходной структурой от слоя с металлокерамической структурой к титановому сплаву основного металла, содержит азот в виде насыщенного твердого раствора внедрения и керамические частицы TiNx, и/или TiCx и/или TixNyCz, причем лицевой слой с керамической структурой имеет толщину от 0,08 мм до 0,5 мм, твердость не менее 62 HRC с массовой долей керамических частиц более 15%, величиной не более 1,0 мкм, расположенных в титановой матрице с величиной зерен не более 240 мкм, слой с металлокерамической структурой имеет толщину от 0,5 до 24 мм, твердость от 50 HRC до 74 HRC с величиной керамических частиц менее 1,0 мкм и массовой долей от 2 до 14%, расположенных в титановой матрице с величиной зерен не более 500 мкм, слой с переходной структурой имеет толщину от 5 до 10% от толщины металлокерамического слоя, твердость от 60 до 30 HRC, снижающуюся при переходе от слоя с металлокерамической структурой к титановому сплаву основного металла.
Сходство предлагаемого технического решения с выбранным ближайшим аналогом заключается в том, что оно выполнено из титанового сплава с модифицированной областью.
В общем случае отличительными признаками предложенного технического решения являются то, что модифицированная область состоит из лицевого слоя с керамической структурой, слоя с металлокерамической структурой и слоя с переходной структурой от слоя с металлокерамической структурой к титановому сплаву основного металла, содержит азот в виде насыщенного твердого раствора внедрения и керамические частицы TiNx, и/или TiCx, и/или TixNyCz, причем лицевой слой с керамической структурой имеет толщину от 0,08 мм до 0,5 мм, твердость не менее 62 HRC с массовой долей керамических частиц более 15%, величиной не более 1,0 мкм, расположенных в титановой матрице с величиной зерен не более 240 мкм, слой с металлокерамической структурой имеет толщину от 0,5 до 24 мм, твердость от 50 HRC до 74 HRC с величиной керамических частиц менее 1,0 мкм и массовой долей от 2 до 14%, расположенных в титановой матрице с величиной зерен не более 500 мкм, слой с переходной структурой имеет толщину от 5 до 10% от толщины металлокерамического слоя, твердость от 60 до 30 HRC, снижающуюся при переходе от слоя с металлокерамической структурой к титановому сплаву основного металла.
В частном случае выполнения композиционный материал на основе титанового сплава с модифицированной областью отличается тем, что модифицированная область дополнительно содержит TiBx, TiyBx.
В развитии указанного частного случая, композиционный материал на основе титанового сплава с модифицированной областью дополнительно отличается тем, что массовая доля TiBx, TiyBx в лицевом слое с керамической структурой более 10%, в слое с металлокерамической структурой от 2 до 10%.
Заявляемый материал представляет собой гетерогенную монолитную конструкцию, состоящую из четырех слоев: высокопрочного твердого износостойкого и термостойкого слоя с керамической структурой, относительно твердого и термостойкого металлокерамического слоя, слоя термического влияния, формирующегося в процессе химико-термической переработки материала и пластичного тыльного слоя, содержащего, в основном титан, притом что все слои прочно связаны между собой металлической связью. Сочетание в одном композиционном материале дисперсно-упрочненного металла слоев и многослойной структуры позволяет получить материал, сочетающий в себе положительные аспекты двух видов. Характер свойств готового материала определяется также дисперсией и размером фаз внедрения в матрицу сплава. При получении материала размер и объем дисперсной фазы может задаваться искусственно. Высокая дисперсия прочных тугоплавких включений позволяет получить высокую прочность материала, не приводя к излишней хрупкости. Размер фазы внедрения обусловлен особенностью процесса внедрения вещества из газовой фазы.
Проявляемая реакционноспособность титана с азотом, углеродом, бором основана на том, что титан является сильнейшим карбидооброзователем (Саррак В.И. Хрупкое разрушение материалов. УФН, т. LXVII, вып. 2, февраль 1959 г., стр. 338-361), он может составить очень твердую двухфазную эвтектику TiC по типу карбида железа Fe3C (цементит), только матрицей будет являться не железо, а титан. Нитрид титана и карбонитрид титана образуется по такой же схеме и имеет близкие свойства. В основе прочности керамики и металлической матрицы лежат разные физические явления. Прочность керамики обусловлена энергетикой образования свободной поверхности (теория Гриффита), металлической матрицы, наличием дислокации, но оба механизма связаны с величиной зерна, чем оно меньше, тем материал прочней (Режущие инструменты, оснащенные сверхтвердыми и керамическими материалами. В.П. Жедь и др. Справочник. М., Машиностроение, 1987 г.).
Керамические включения в модифицированном слое состоят из TiNx, и/или TiCx, и/или TixNyCz. В частном случае, керамические включения могут быть образованы соединением титана с бором (TiBx, TiyBx). Азот-, и/или углеродсодержащие, и/или борсодержащие соединения, при имплантировании в титановую матрицу в процессе кристаллизации образуют высокодисперсные тугоплавкие соединения с титаном. При механическом воздействии на материал, содержащий в составе стабильные соединения титана с азотом и/или углеродом, сопротивление пластической деформации происходит за счет торможения дислокаций на препятствиях в виде наноразмерных частиц. Образование указанных соединений происходит через их выделение из пересыщенного твердого раствора, образующегося в процессе переплава.
Наружный слой с керамической структурой толщиной 0,08 мм до 0,5 мм обеспечивает защиту изделий из титановых сплавов от окисления при температуре до 900°C. Толщина слоя подобрана опытным путем и обеспечивается технологией процесса.
Металлокерамический слой содержит керамические частицы TiNx, и/или TiCx, и/или TixNyCz величиной менее 1,0 мкм, которые расположены в титановой матрице с величиной зерен не более 500 мкм. Увеличение размеров керамических частиц и размеров зерен титанового сплавы более указанных размеров вызывает нарушение стабильности механических свойств модифицированного слоя. При содержании керамических частиц менее 2% не обеспечивается минимальная твердость, равная 50 HRC. Содержание керамических частиц свыше 15% приводит к нежелательному снижению пластичности и вязкости разрушения материала.
При взаимодействии ионизированного азота с титаном образуется нитрид титана (TiN), характеризуются высокой тугоплавкостью, Тпл.=2930°C, огнеупорностью и химической стойкостью при повышенных температурах, твердостью. Высокодисперсные соединения нитрида титана состоят из отдельных дендритов, в основном кубической формы. Кристаллическая решетка, по сравнению с состоянием массивных тел, характеризуется уменьшенным межатомным расстоянием и статической неравновесностью, что предопределяет основные особенности технологических свойств нитрида, в частности высокую твердость.
В системе титан-углерод существует одна карбидная фаза TiC с широкой областью гомогенности (37-50% ат. углерода). Карбид кристаллизуется в кубической сингонии, период кристаллической решетки зависит от содержания углерода и изменяется в пределах 0,4299-0,4329 нм. Соединение обладает высокой тугоплавкостью Тпл.=3420 К и микротвердостью, которые являются необходимыми параметрами для достижения заявленного технического результата.
В системе Ti - В наиболее распространено соединении TiB2 (диборид титана). Атомы бора, в данном случае, образуют слои, чередующиеся со слоями атомов титана, образуя при этом графитоподобные плоские сетки. Соединение титана с бором обладает высокой тугоплавкостью Тпл.=3230°C и микротвердостью. Указанные свойства борида титана позволяют в частном случае решить поставленную задачу. Содержание соединений титана с бором в керамическом слое должно составлять не менее 10% для придания модифицированному материалу достаточной поверхностной прочности.
Упрочнение лицевого слоя также достигается за счет модифицирования азотом, с получением высокопрочных структурных составляющих сплава типа α и α+β и за счет внедрения в титановую матрицу высокодисперсных соединений, описанных выше. Результат достигается путем реализации механизмов твердорастворного и дисперсионного упрочнения. Двухфазные титановые сплавы с нанокристаллической и субмикрокристаллической структурами обладают повышенными характеристиками твердости, прочности, сопротивления усталости, износостойкости.
Толщина металлокерамического слоя может выполняться, в зависимости от необходимости (эксплуатационных требований к изделию), в интервале от 0,5 мм до 25,0 мм. При этом разброс величин значений твердости по толщине слоя не должен превышать более 30%. При превышении этого значения нарушается стабильность свойств слоя по твердости, слой перестает работать как единое целое. Защитные свойства модифицированного слоя резко снижаются особенно при импульсных сосредоточенных и распределенных нагружениях высокой интенсивности.
Промежуточный слой толщиной не менее 5% от толщины металлокерамического слоя имеет плавный градиент изменения упругих свойств от менее упругого металлокерамического слоя к упругим свойствам соответствующим свойствам основного объема титанового сплава. Это позволяет избежать пиковых напряжений на границе слоев приводящих к образованию трещин.
Титановый сплав основного металла с твердостью до 40 HRC состоит из не модифицированного титанового сплава. Титановые сплавы с указанным параметром твердости обладают относительно высокой пластичностью и хорошо подвержены термообработке. Нежелательно превышение указанного значения по твердости, поскольку в таком случае происходит снижение пластичности основного металлического сплава, способствуя образованию трещин при многократном воздействии ударных нагрузок на материал.
Наиболее подходящими сплавами, с точки зрения эффективности воздействия на них термообработкой и имплантирования тугоплавких высокодисперсных соединений, могут быть сплавы, отнесенные к мартенситному классу, согласно классификации, т.е. к сплавам с содержанием β-фазы в равновесном состоянии от 5 до 25%. В отожженном состоянии они имеют, как правило, хорошую пластичность. При их закалке из β-области происходят мартенситные β-α'- или β-αʺ-превращения. Наибольшее распространение в настоящее время получили промышленные сплавы этого класса ВТ6, ВТ14, ВТЗ-1, ВТ23, ВТ16. Из производимых за рубежом сплавов к данному классу относятся следующие: Ti-3Al-2,5V; Ti-6AI-4V; Ti-6Al-6V-2Sn и Ti-Al-2Sn-4Zn-4Mo.
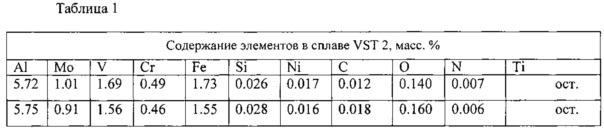
Образованная химико-термическим воздействием модифицированная область обладает стабильными параметрами микротвердости на толщину до 5 мм, по меньшей мере. Данные о микротвердости получены экспериментальным путем по методу Виккерса в соответствии с ГОСТ 2999-75 и приведены на Фиг. 1.
Упрочнение сплавов на основе титана может осуществляться путем напыления тонкого слоя на поверхность сплава. Такой способ не может обеспечить значительное улучшение эксплуатационных характеристик по причине малой толщины напыляемого слоя. Область применения материалов, полученных таким способом, ограничена режущим инструментом и декоративными покрытиями.
Применяются также способы, позволяющие осуществить поверхностное упрочнение материалов на основе сплавов, в том числе и титанового, путем насыщения приповерхностного слоя азотом.
В частности, известен способ поверхностного азотирования стальных изделий в тлеющем разряде, по патенту Российской Федерации №2276201 (заявитель ГОУ ВПО "УГАТУ", МПК C23C 8/36, заявка №2004132581 от 09.11.2004), который осуществляют путем вакуумного нагрева изделий в плазме азота повышенной плотности, формируемой между деталью и экраном за счет эффекта полого катода. Процесс азотирования проводят при температуре 700-750°C. После азотирования проводят поверхностную закалку охлаждением в потоке аргона со скоростью, превышающей критическую скорость закалки стали. Среди недостатков данного способа можно выделить: невозможность проведения азотирования титановых сплавов в плазме повышенной плотности, так как применение стальных экранов может приводить к попаданию распыленных частиц железа на обрабатываемую поверхность и блокированию диффузии азота внутрь обрабатываемой поверхности, снижение эффективности диффузии азота вглубь обрабатываемых изделий, так как азотирование происходит в среде азота, что приводит к образованию сплошной нитридной пленки на поверхности.
Известен также способ упрочнения титановых сплавов в газовой среде по патенту РФ №2365671 (заявитель ГОУ ВПО «ВГТУ», МПК C23C 8/80, заявка №2007145303 от 06.12.2007). Согласно формуле изобретения для поверхностного упрочнения проводится высокотемпературное азотирование при температурах 700-750°C в течение 10-30 мин. Недостатком данного метода также является малая толщина обрабатываемого слоя, поскольку упрочнение происходит за счет диффузии азота в приповерхностный слой.
Термическое воздействие на материал остается значительно ниже температуры его плавления, кристаллическая структура материала не претерпевает существенных изменений, поэтому глубина проникновения азота незначительна, более того, на поверхности материала образуется нитридная пленка, препятствующая дальнейшей диффузии.
Наиболее близким к предлагаемому техническому решению является способ поверхностного упрочнения титановых сплавов на основе использования дуговых и плазменных источников тепла по патенту РФ №2427666 (заявитель ГОУ ВПО «СибГАУ», МПК C22F 1/18, C23C 8/36, заявка №2009147581 от 27.08.2011). Согласно формуле изобретения, способ включает нагрев поверхности изделия в среде азота, при этом нагрев осуществляют концентрированным тепловым источником с плотностью мощности 103-104 Вт/см2, силе тока 80-150 А и скорости перемещения источника относительно изделия 0,005-0,01 м/с.
В качестве недостатка указанного способа можно выделить тот факт, что упрочнение происходит за счет локального нагрева верхнего слоя титана концентрированным высокотемпературным источником тепловой энергии в атмосфере азота, и как результат, диффузного насыщения поверхностного слоя изделия. При этом температура нагрева обрабатываемой поверхности не превышает температуры ликвидуса. Таким образом, имеет место термодиффузионное насыщение поверхностного слоя азотом в виде раствора внедрения, с возможным образованием некоторого небольшого количества нитридов титана. Глубина азотированного слоя по патенту может достигать 1,5 мм, причем может иметь место большой градиент физических свойств по глубине обработки, упрочнение на большую глубину при данном способе невозможно. Также присутствует ограничение по твердости получаемого слоя, что связанно с невысокой концентрацией азота в растворе внедрения и низким содержанием нитридной составляющей. Недостатком способа является и малая толщина (0,5 мм) твердого слоя с твердостью материала до 10000 МПа HV, нитрида титана. Малые толщины твердых поверхностных слоев ограничивают работоспособность изделий из титановых сплавов при высоком уровне механического воздействия внешней среды.
Указанные недостатки устраняются применением заявляемого способа. Задачей, на решение которой направлен заявляемый способ, является повышение содержания азота в обрабатываемом объеме материала наряду со значительным увеличением глубины обрабатываемого слоя, что приведет к повышению твердости модифицированной области и, как следствие, к повышенной износостойкости, снижению, хрупкости и повышению пластичности композиции в целом.
Заявленный технический результат достигается путем применения способа, последовательно включающего нагрев поверхности титанового сплава высококонцентрированным движущимся источником тепловой энергии в газовой атмосфере, содержащей модифицирующие компоненты, причем нагрев производится плазменной погруженной дугой прямого действия при удельном тепловом потоке в центре пятна нагрева сжатой дугой от 104 до 105 Вт/см2, силе тока 50-450 А, напряжении дуги от 20 до 45 В и скорости перемещения источника тепловой энергии относительно поверхности титанового сплава от 0,003 до 0,01 м/с. Газовая атмосфера образована смесью аргона с добавлением азота и/или газа содержащего углерод.
Сходство предлагаемого способа изготовления композиционного материала на основе титанового сплава с модифицированной областью с ближайшим аналогом заключается в том, что предложенный способ включает нагрев поверхности титанового сплава высококонцентрированным движущимся источником тепловой энергии в газовой атмосфере.
В общем случае предлагаемый способ изготовления композиционного материала на основе титанового сплава с модифицированной областью отличается от ближайшего аналога тем, что нагрев производится плазменной погруженной дугой прямого действия при удельном тепловом потоке в центре пятна нагрева сжатой дугой от 104 до 105 Вт/см2, силе тока 50-450 А, напряжении дуги от 20 до 45 В и скорости перемещения источника тепловой энергии относительно поверхности титанового сплава от 0,003 до 0,01 м/с, а газовая атмосфера образована смесью аргона с добавлением азота и/или газа содержащего углерод.
В частном случае указанная задача дополнительно решается тем, что формирование модифицированной области выполняется с перекрытием проходов на 45-60% от их ширины.
В частном случае указанная задача дополнительно решается тем, что после завершения процесса переплава проводят термообработку.
В развитии указанного частного случая указанная задача дополнительно решается тем, что термообработка проводится отжигом при температуре 800-850°C.
В развитии указанного частного случая указанная задача дополнительно решается тем, что термообработка проводится отпуском при температуре 600-650°C.
Процесс упрочнения происходит следующим образом. Плазменная дуга, горящая в смеси газов, содержащей азот, аргон и углекислый газ, перемещается по обрабатываемой поверхности со скоростью V, находящейся в диапазоне от 0,003 до 0,01 м/с, и осуществляет локальный нагрев и расплавления поверхности изделия. При нагреве и плавлении металла происходит насыщение жидкой ванны ионизированным азотом и углекислым газом, который диссоциирует на CO и O2, титан окисляется, а затем восстанавливается с образованием карбида. Азот растворяется в титановой матрице с образованием субнитрида и мононитрида титана, часть азота остается в матрице в виде насыщенного раствора внедрения в результате высокой скорости охлаждения.
В результате кристаллизации ванны жидкого металла образуется композит, состоящий из трех зон: поверхностного слоя насыщенного керамическими частицами в виде соединений TiNx, и/или TiCx, и/или TixNyCz, зона, представляющая металлокерамическую структуру с равномерно распределенными высокодисперсными нитридными, карбидными и карбонитридными включениями и зона термического влияния, представляющая собой переходную зону, в которой структура и свойства изменяются от металлокерамики до исходного сплава.
Параметры технологического процесса обеспечивают удельный тепловой поток в центре пятна нагрева сжатой дугой на уровне 104-105 Вт/см2 в зависимости от режима. В целях получения слоя заданной глубины при переплаве сварочный ток варьируют в диапазоне от 50 до 350 А, при напряжении дуги от 20 до 45 В. При этом скорость перемещения теплового источника в направлении переплава изменяется в диапазоне от 0,003 до 0,01 м/с.
Способ получения заявляемого композиционного материала основан на кратковременном интенсивном нагреве поверхности исходного материала до состояния разрушения кристаллической решетки сплава, т.е. переплав происходит при локальном нагреве поверхности до значительного превышения температуры ликвидуса. Применение модифицирующего газа (смеси газов) в совокупности с расплавлением слоя материала позволяет проводить глубокое легирование и модифицирование материала, что отличает его от способов диффузного насыщения, при которых глубина проникновения легирующих элементов значительно ограничивается плотной атомной структурой сплава. Локальный переплав с последующей кристаллизацией приводит к образованию высокодисперсных нитридных, карбидных или карбонитридных структур (в зависимости от состава модифицирующего газа или смеси газов). При повторной кристаллизации образуется многофазная структура с раствором внедрения и высокодисперсными включениями соединений титана с азотом и/или углеродом в матрице α и α+β титанового сплава.
Глубина переплавляемого материала контролируется изменением величины удельного теплового потока в центре пятна нагрева сжатой дугой через прямое изменение силы сварочного тока и напряжения и скорости перемещения теплового источника.
Поскольку переплав осуществляется при локальном нагреве участка поверхности титанового сплава, для переплава всей поверхности необходимо осуществить перемещение высококонцентрированного источника тепловой энергии относительно поверхности. Сканирующий метод перемещения позволяет провести переплав всей поверхности последовательным прохождением вдоль дорожек на поверхности материала, как с взаимным перекрытием переплавляемых участков, так и без такового. В частном случае, взаимное перекрытие переплавляемых участков (проходов) составляет от 45 до 60% от их ширины. Указанный параметр позволяет получить модифицированную область примерно одинаковой глубины всего обрабатываемого материала. Очевидно, что в случае перекрытия проходов менее 45%, по причине особенности геометрической формы жидкой ванны при расплаве материала, не удастся достичь ровной горизонтальной границы слоев. Превышение параметра перекрытия в 60% означает повторный переплав основного объема уже модифицированной области, что нецелесообразно.
Последующий отжиг при температуре 800-850°C позволяет нормализовать структуру полученного материала, частично снизив термические напряжения. Температура ниже 800°C не позволяет достичь значительного улучшения свойств материала, а температура выше 850°C приводит к снижению пластичности тыльного слоя.
Используется отжиг с дальнейшим охлаждением с печью для уменьшения остаточных термических напряжений, при температурах 600-650°C, позволяющих минимизировать фазовые и структурные превращения в α, α+β сплавах.
Скорость перемещения источника энергии относительно поверхности материала в пределах 0,003-0,01 м/с позволяет осуществить последовательный переплав всей поверхности титанового сплава.
Сила тока и напряжение источника тепловой энергии устанавливается в зависимости от заданной глубины обрабатываемого слоя.
Присутствие защитного газа в процессе переплава обеспечивает отсутствие контакта защищаемого объекта, в данном случае подлежащего упрочнению титанового сплава, с воздухом, препятствуя образованию оксидов. В данном случае, предпочтительным для достижения технического результата защитным газом является аргон, однако способ предусматривает использование в том числе и смеси защитных газов.
Целесообразность применения в качестве источника тепловой энергии плазмотрона обусловлена его конструкционными свойствами, позволяющими проводить одновременно плавление и модификацию подвергаемого обработке титанового сплава. Кроме того, плазмотроны обладают широкими возможностями нагрева плазмы в диапазоне температур до (1-20)⋅103 К, что позволяет локально нагревать обрабатываемый сплав до температур, превышающих температуру плавления.
Предпочтительность применения плазмотрона для сварки металлов обусловлена рядом конструктивных особенностей устройств такого типа: газ, выполняющий функции формирования плазменной дуги, определяет область локального переплава, а относительно невысокая скорость плазмы в сопле плазмотрона позволяет избежать выдувания металла из области переплава (жидкой ванны).
Технология получения высокопрочного, твердого металлокерамического слоя представляет собой переплав исходного титанового сплава на типовом плазмотроне для сварки металлов с вольфрамовым электродом, содержащим подводы для смешения и подачи модифицирующего (N2), защитного и плазмообразующего газов (Ar) в зону расплава. Переплав осуществляется на подобранных режимах в зависимости от требуемой геометрии композиционного материала, запрограммированных свойств переплавленной металлокерамики и изменяется: скорость переплава Vсв в диапазоне от 10 до 30 м/час, на сварочном токе Iсв в зависимости от толщины переплавляемого слоя в диапазоне от 50 до 300 А, на напряжении Uдв диапазоне от 20 до 40 В. В частности, расход газов при нитридной модификации составляет: расход аргона, использованного в качестве плазмообразующего газа, QAr до 9 л/мин азота, использованного в качестве модифицирующего газа, QN до 40 л/мин, расход аргона, использованного в качестве защитного газа, QAr до 15 л/мин.
Заявляемое техническое решение позволяет получить композиционный материал со следующими характеристиками: твердость по Роквеллу 60-74 HRC, прочность не менее 1350 МПа, высокую жаропрочность, позволяющую материалу длительно работать при температуре 800-900°C, высокую коррозионную стойкость.
Полученные результаты и характеристики материала подтверждаются проведенным комплексом исследований, основанных на методах электронной микроскопии, ренгеноструктурного анализа, измерений микротвердости и поверхностной твердости, испытаний на разрыв, а также баллистических испытаний образцов бронеэлементов, созданных из разработанных сплавов.
Предлагаемые изобретения поясняются следующими чертежами.
Фиг. 1. Распределение микротвердости в упрочненном слое, композиционного материала на основе сплава VST 2 (микротвердость приведена в единицах твердости по Роквеллу HRC).
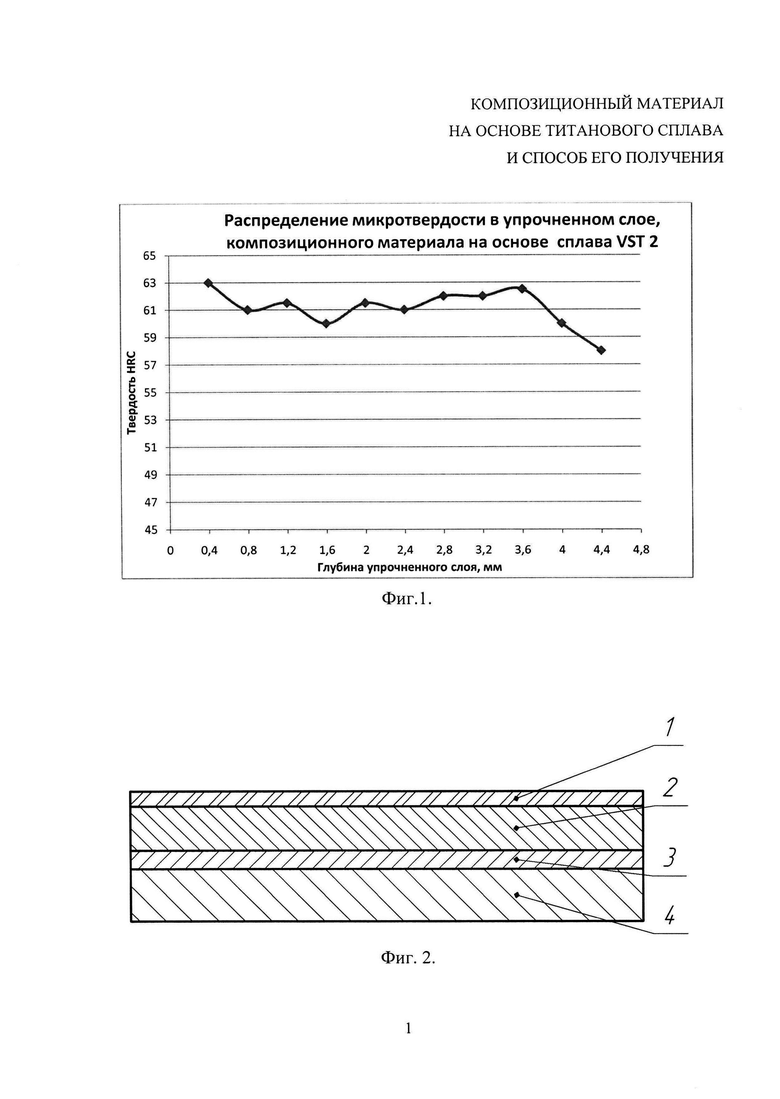
Фиг. 2. Структура композиционного материала на основе титанового сплава:
1 - слой с керамической структурой;
2 - слой с металлокерамической структурой;
3 - слой с переходной структурой;
4 - основной металл.
Фиг. 3. Структура металлокерамического слоя переплавленного металла (увеличение 450 крат).
Изобретение может быть проиллюстрировано следующими примерами.
Изделие с модифицированной областью на основе титанового сплава было испытано в составе многослойной бронированной преграды (бронепреграда).
Листовую заготовку из псевдо- β-титанового сплава VST 2, плотностью 4,5 г/см3, толщиной 6,7 мм подвергают обработке поверхности на плазменной установке со следующими технологическими режимами: ток переплава составлял 180 А, при напряжении 25 В, скорость переплава 0,004 м/с, в смеси плазмообразующего газа, содержащей 50% азота, остальное аргон Ar, и смеси защитного газа, содержащей 65% азота, остальное аргон Ar. Состав модифицируемого сплава приведен в табл. 1
В состав бронепреграды входили также подложка, выполненная из алюминиевого сплава АМГ-6, толщиной 4 мм и пакет баллистической ткани Тексар ТТ, состоящей их 14 слоев, толщина пакета 6 мм. Толщина данной многослойной преграды находится в пределах 18 мм, поверхностная плотность составляет 44 кг/м2.
Многослойная бронепреграда была испытана двумя выстрелами из 7,62 мм снайперской винтовки Драгунова (СВД, ГРАУ 6В1), тип пули Б-32, скорость подхода первой пули - 776 м/с, второй - 803 м/с, дистанция 10 м, нормаль, нутация 0, температура комнатная. Выстрелы были произведены на расстоянии между собой 50 мм.
При обследовании многослойной бронепреграды установлено, что бронепреграда не пробита насквозь. Носики сердечников оказались разрушены.
Указанная многослойная бронепреграда на основе изделия с модифицированной поверхностью для защиты от воздействия среды обеспечивает:
- защиту от нескольких пуль Б-32 калибра 7,62 мм СВД, при расстоянии между попаданиями в объекте 50 мм и менее;
- поверхностная плотность многослойной бронепреграды не более 44 кг/м2, этот критерий находиться на уровне лучших мировых образцов, изготовленных на основе керамики, в частности на основе карбида кремния;
- применение гетерогенной пластины на основе титанового сплава в многослойной бронепреграде вместо керамики дает значительное снижение цены, например относительная стоимость конструкций элементов из титана будет более чем в два раза ниже по сравнению с конструкциями аналогичного назначения с применением карбида кремния.
С использованием заявляемого способа было получено изделие с модифицированной областью на основе титанового сплава и использовано для изготовления металлорежущего инструмента - проходного токарного резца.
Листовую заготовку из α-титанового сплава, плотностью 4,5 г/см3, толщиной 9 мм подвергали обработке поверхности на глубину 4,5 мм на плазменной установке со следующими технологическими режимами: ток переплава составлял 200 А, при напряжении 26 В, скорость переплава 0,003 м/с в смеси плазмообразующего газа, содержащей 50% азота, остальное аргон Ar, и смеси защитного газа, содержащей 65% азота, остальное аргон Ar. Заготовку для резца получали с помощью установки водоабразивной резки металла.
При исследовании полученного материала установлено, что микротвердость материала по сечению заготовки в эквиваленте шкалы HRC составила 54-67 единиц. Прочность сплава при испытании на разрыв составила 1450 МПа. Полученная структура представляет матрицу α-титанового сплава с равномерно распределенными высокодисперсными частицами нитрида титана.
Испытания стойкости инструмента проводили при токарной обработке прутка из стали 30, при глубине резания 0,5 и 1 мм, скоростью подачи 0,4 и 0,2 мм/об, скорость вращения шпинделя составляла 400 мин-1. Оценка стойкости показала что, инструмент на основе композита имеет стойкость на уровне быстрорежущей стали Р6М5.
Композиционный материал с модифицированной областью на основе титанового сплава был использован для изготовления подкладки захвата штанги буровой установки.
Листовую заготовку из α-титанового сплава, плотностью 4,5 г/см3, толщиной 8 мм подвергали обработке поверхности на глубину 4,05 мм на плазменной установке со следующими технологическими режимами: ток переплава составлял 180 А, при напряжении 25 В, скорость переплава 0,0035 м/с в смеси плазмообразующего газа, содержащей 45% азота, остальное аргон Ar, и смеси защитного газа, содержащую 65% азота, остальное аргон Ar. Заготовку для подкладки получали с помощью установки водоабразивной резки металла и оборудования абразивной обработки материалов.
При исследовании полученного материала установлено, что микротвердость материала по сечению заготовки в эквиваленте шкалы HRC составила 58-65 единиц. Прочность сплава при испытании на разрыв составила 1350 МПа. Полученная структура представляет матрицу α-титанового сплава с равномерно распределенными высокодисперсными частицами нитрида титана.
Проведенные испытания опытного образца показали высокую прочность и стойкость против абразивного износа, превышающую стойкость типовых захватов, выпускающихся промышленностью.
Предложенные изобретения могут быть осуществлены с использованием известных инструментов и материалов, могут найти, как следует из приведенных примеров выполнения, широкое применение в промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многослойный металлокерамический композиционный материал и способ его изготовления | 2020 |
|
RU2731398C1 |
| БРОНЕПАНЕЛЬ ПУЛЕЗАЩИТНАЯ | 2012 |
|
RU2491494C1 |
| Комбинированный блок дополнительной защиты техники от пуль автоматического огня | 2024 |
|
RU2837935C1 |
| СПОСОБ НАНЕСЕНИЯ АНТИФРИКЦИОННОГО ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА ТИТАНОВЫЕ СПЛАВЫ | 2012 |
|
RU2502828C1 |
| СПОСОБ ИМПУЛЬСНОГО ЭЛЕКТРОННО-ИОННО-ПЛАЗМЕННОГО УПРОЧНЕНИЯ ТВЕРДОСПЛАВНОГО ИНСТРУМЕНТА ИЛИ ИЗДЕЛИЯ | 2014 |
|
RU2584366C1 |
| МНОГОСЛОЙНАЯ БРОНЕПРЕГРАДА ДЛЯ СРЕДСТВ ИНДИВИДУАЛЬНОЙ ЗАЩИТЫ | 2005 |
|
RU2296288C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ И ИЗДЕЛИЯ, ПОЛУЧЕННЫЕ ЭТИМ СПОСОБОМ (ВАРИАНТЫ) | 2007 |
|
RU2338811C1 |
| СПОСОБ УПРОЧНЕНИЯ ИНДУКЦИОННОЙ НАПЛАВКОЙ ДЕТАЛЕЙ | 2002 |
|
RU2228242C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ СТАЛЕЙ И ТВЕРДЫХ СПЛАВОВ | 2008 |
|
RU2370570C1 |
| СПОСОБ НАНЕСЕНИЯ АНТИФРИКЦИОННОГО ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА ИЗДЕЛИЕ ИЗ МЕТАЛЛА ИЛИ СПЛАВА | 2008 |
|
RU2392351C2 |

Изобретение относится к области металлургии, а именно к составу и способу производства композиционного материала с заранее заданными свойствами, например элементов бронезащиты высокого класса, режущего элемента, элементов станочных конструкций. Композиционный материал на основе титанового сплава состоит из основного металла титанового сплава и модифицированного поверхностного слоя. Модифицированный поверхностный слой состоит из лицевого слоя с керамической структурой, слоя с металлокерамической структурой и слоя с переходной структурой от слоя с металлокерамической структурой к основному металлу титанового сплава и содержит насыщенный твердый раствор азота в титане с внедренными в нее керамическими частицами TiNx, и/или TiCx, и/или TixNyCz. Лицевой слой имеет толщину от 0,08 мм до 0,5 мм и твердость не менее 62 HRC. Слой с металлокерамической структурой имеет толщину от 0,5 до 24 мм и твердость от 50 HRC до 74 HRC. Слой с переходной структурой имеет толщину от 5 до 10% от толщины металлокерамического слоя и твердость от 60 до 30 HRC, снижающуюся при переходе от слоя с металлокерамической структурой к основному металлу титанового сплава. Способ изготовления композиционного материала включает нагрев поверхности титанового сплава высококонцентрированным движущимся источником тепловой энергии в газовой атмосфере, содержащей модифицирующие компоненты. Нагрев и переплав поверхности титанового сплава осуществляют плазменной погруженной дугой прямого действия при удельном тепловом потоке в центре пятна от 104 до 105 Вт/см2, силе тока 50-450 А, напряжении дуги от 20 до 40 В и скорости перемещения источника тепловой энергии относительно поверхности титанового сплава от 0,003 до 0,01 м/с, а газовая атмосфера содержит смесь аргона с добавлением модифицирующих компонентов азота и/или углерода в виде содержащего углерод газа. Материал характеризуется высокими значениями прочности, твердости, термической и коррозионной стойкости и износостойкости. 2 н. и 6 з.п. ф-лы, 3 ил., 1 табл.
1. Композиционный материал на основе титанового сплава, состоящий из основного металла титанового сплава и модифицированного поверхностного слоя, отличающийся тем, что модифицированный поверхностный слой состоит из лицевого слоя с керамической структурой, слоя с металлокерамической структурой и слоя с переходной структурой от слоя с металлокерамической структурой к основному металлу титанового сплава и содержит насыщенный твердый раствор азота в титане с внедренными в него керамическими частицами TiNx, и/или TiCx, и/или TixNyCz, причем лицевой слой с керамической структурой и массовой долей керамических частиц более 15% величиной не более 1,0 мкм, расположенных в титановой матрице с величиной зерен не более 240 мкм, имеет толщину от 0,08 мм до 0,5 мм и твердость не менее 62 HRC, слой с металлокерамической структурой и массовой долей от 2 до 14% величиной менее 1,0 мкм, расположенных в титановой матрице с величиной зерен не более 500 мкм, имеет толщину от 0,5 до 24 мм и твердость от 50 HRC до 74 HRC, а слой с переходной структурой от слоя с металлокерамической структурой к основному металлу титанового сплава имеет толщину от 5 до 10% от толщины металлокерамического слоя и твердость от 60 до 30 HRC, снижающуюся при переходе от слоя с металлокерамической структурой к основному металлу титанового сплава.
2. Композиционный материал по п. 1, отличающийся тем, что модифицированный поверхностный слой дополнительно содержит TiBx, TiyBx.
3. Композиционный материал по п. 2, отличающийся тем, что массовая доля TiBx, TiyBx в лицевом слое с керамической структурой более 10%, а в слое с металлокерамической структурой от 2 до 10%.
4. Способ изготовления композиционного материала на основе титанового сплава, включающий нагрев поверхности титанового сплава высококонцентрированным движущимся источником тепловой энергии в газовой атмосфере, содержащей модифицирующие компоненты, характеризующийся тем, что нагрев и переплав поверхности титанового сплава осуществляют плазменной погруженной дугой прямого действия при удельном тепловом потоке в центре пятна от 104 до 105 Вт/см2, силе тока 50-450 А, напряжении дуги от 20 до 40 В и скорости перемещения источника тепловой энергии относительно поверхности титанового сплава от 0,003 до 0,01 м/с, а газовая атмосфера содержит смесь аргона с добавлением модифицирующих компонентов азота и/или углерода в виде содержащего углерод газа.
5. Способ по п. 4, отличающийся тем, что источник тепловой энергии перемещают относительно поверхности с обеспечением перекрытия переплавляемых участков на 45-60% от их ширины.
6. Способ по п. 4, отличающийся тем, что после переплава поверхности титанового сплава проводят термообработку.
7. Способ по п. 6, отличающийся тем, что термообработку проводят путем отжига при температуре 800-850°С.
8. Способ по п. 6, отличающийся тем, что термообработку проводят путем отпуска при температуре 600-650°С.
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКИХ И ОБЛАДАЮЩИХ ВЫСОКОЙ УСТАЛОСТНОЙ ПРОЧНОСТЬЮ ПОВЕРХНОСТНЫХ СЛОЕВ НА ДЕТАЛЯХ ИЗ ТИТАНОВЫХ СПЛАВОВ И ДЕТАЛЬ, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ | 2005 |
|
RU2407822C2 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2009 |
|
RU2427666C1 |
| СПОСОБ МОДИФИКАЦИИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ ТИТАНОВЫХ СПЛАВОВ В ВАКУУМЕ | 2014 |
|
RU2562185C1 |
| JP 2008195994 A, 28.08.2008 | |||
| US 5443663 A, 22.08.1995. | |||

