Изобретение относится к термическому оборудованию для производства строительных материалов, а частности, обжига керамических изделий из отходов угледобычи. В сушильно-печном агрегате производится сушка, подогрев, обжиг и охлаждение изделий с фиксацией и поддержанием температуры в любой части агрегата.
В настоящее время для обжига керамических изделий в промышленности строительных материалов при их массовом производстве применяются туннельные, кольцевые и газокамерные печи. Известны конструкции печей многоярусного типа для обжига строительной керамики [1]. Максимальная температура в зоне обжига таких печей - 110oC. В печах используется роликовый под. Ролики выполнены муллитокорундовыми или из жаропрочных сталей и работают в тяжелых условиях как от действия температур, так и от больших технических нагрузок, создающих значительных прогибы в середине пролета ролика. Незначительные изменения диаметра ролика или его изменения в скорости вращения приводят к тому, что изделия движутся неравномерно и возможны случаи "набега" одних слоев на другие, что влечет за собой создание заторов из обжигаемых изделий.
Для печей с роликовым подом на прутковых поддонах увеличение мощности может быть обеспечено только за счет печи и удлинения всех ее зон. Увеличение ширины канала печи ограничено ввиду резкого падения механической прочности роликов.
Из известных технических решений наиболее близким по технической сущности к заявляемому объекту является "туннельная электрическая печь для термообработки изделий из керамики" [2, прототип]. Печь содержит корпус с последовательно расположенными в нем камерой загрузки с затворами и толкателями, промежуточной камерой, футерованный многозонной камерой с нагревательными элементами и теплообменником, разгрузочной камерой с затворами, устройством транспортировки изделий в виде футерованных опор, роликовым подоном, систему подачи газа, систему нагрева и регулирования температуры по зонам камеры. Устройство для транспортировки изделий выполнено в виде установленных на футерованных опорах контейнеров с размещенными в них нагревательными элементами, термопарами и электрошинами, расположенными в нижней части опоры и соединенными с элементами и термопарами.
Одним из наиболее сложных элементов в технологии производства таких печей являются устройства транспортирования изделий, выполненные в виде контейнеров, вагонеток, печных вагонов, для транспортировки которых созданы дополнительные многочисленные механизмы. Технология обжига в туннельных печах с устройствами транспортирования практически не дает возможности решения задачи комплексного механизированного поточного производства. Различные весьма плотные пакетные садки в таких устройства нерациональны в теплотехническом отношении при сушке и обжиге, поскольку основным показателем является удельная открытая поверхность на тонну изделий, которая для семирядной садки составляет 3,55 м2 на тонну изделий, при восьмирядной - 3,44 м2, в то время как в однорядных свободных садках эта поверхность составляет 29 м2 на тонну изделий, что резко сокращает время термической обработки. Помимо этого, улучшается качество выпускаемой продукции, обеспечиваются равномерный нагрев и обжиг и регулируемый режим для протекания физико-химических реакций.
Технической задачей, на решение которой направлено предлагаемое изобретение, является создание компактного высокопроизводительного поточного производства с максимальной механизацией ручных операций и созданием благоприятных условий труда для обслуживающего персонала.
Сущность изобретения заключается в том, что в сушильнопечном агрегате для сушки и обжига керамических изделий, содержащем каркас и смонтированные на нем негревательную многозонную камеру с затворами и устройство транспортировки изделий с толкателями, устройство транспортировки изделий выполнено в виде двух подвижных относительно друг друга и всего агрегата платформ, расположенных одна над другой, из которых нижняя размещена на рельсовом пути переменного профиля, содержащего выполненные на разных уровнях чередующиеся горизонтальные участки, соединенные уклонами, при этом на верхней и нижней платформах смонтированы элементы стопорения, разнесенные на величину "шага" пода, а верхняя платформа снабжена роликами, образующими вместе с закрепленными на каркасе агрегата защелками фиксаторы верхней платформы.
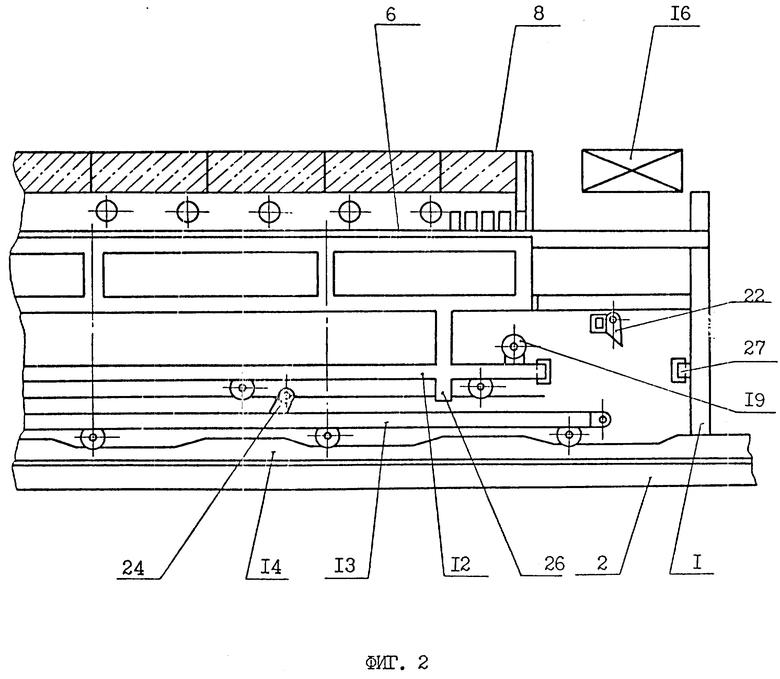
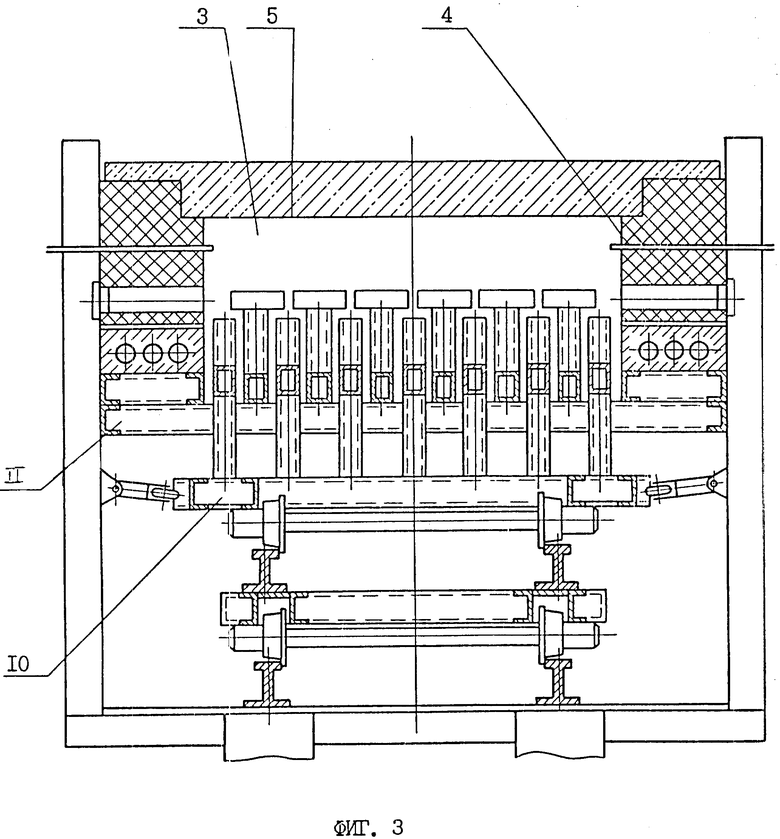
На фиг. 1 изображена левая часть продольного разреза предлагаемого агрегата, на фиг. 2 - правая часть продольного разреза, на фиг. 3 - поперечный разрез агрегата в районе футерованной многозонной камеры с нагревательными элементами.
Агрегат содержит: каркас 1, размещенный на фундаменте 2, прямоугольный рабочий канал 3 образован стенами 4, сводом 5 и подом 6, сушила 7 и печи 8, разделенные переходной камерой /на чертеже не показана/. Общий рабочий канал 3 затворами в виде подъемных дверей 9 разделен на температурные зоны.
Под 6 состоит из подвижных балок 10 и неподвижных 11. Механизм транспортировки изделий содержит верхнюю рабочую платформу 12 и нижнюю несущую платформу 13. Верхняя платформа 12 служит для перемещения изделий, нижняя - для вертикального перемещения верхней платформы "вверх-вниз" и "вперед-назад". Нижняя платформа размещена на рельсовом пути 14 переменного профиля. На входе в агрегат установлен механизм загрузки изделий на приемный стол 15, на выходе - механизм для разгрузки изделий 16. Основным механизмом, осуществляющим возвратно-поступательное перемещение нижней платформы 13, является лебедка 17. Синхронизация перемещений платформ осуществляется с помощью фиксаторов, включающих ролики 18, 19 и защелки 21, 22, и стопоров, включающих ролики 23, 24 и упоры 25, 26 на каркасе 1.
Для точной фиксации верхней платформы 12 при ее ходе "вперед" и "назад" в начале и в конце агрегата смонтирован узел амортизаторов 27.
Агрегат работает следующим образом.
Нижняя платформа 13 при своем горизонтальном движении от лебедки 17, постепенно наезжая скатами колес по уклону рельсового пути 14, поднимается вверх с нижнего горизонтального уровня на верхний. Когда нижняя платформа 13 находится на нижнем горизонтальном уровне, рабочая поверхность пода верхней платформы 12 размещена ниже изделий, которые размещены на неподвижной части пода. По мере подъема нижней платформы 13 по уклону рельсового пути 14, верхняя платформа 12 удерживается от горизонтального перемещения защелкой 21 и поднимается сначала только вертикально вверх, нагружая на себя изделия и поднимая их под неподвижной частью пода. Происходит как бы пробуксовывание верхней платформы при движении нижней. При достижении необходимой величины подъеме, ролик 18 фиксатора становится выше защелки 21 и только после этого верхняя платформа 12 со всеми своими изделиями, находящимися на длине сушила 7 и печи 8, перемещается горизонтально по рельсовому пути 14 нижней платформы 13 на шаг "вперед". Величина этого шага определяется расстоянием от роликов 23, 24 до упоров 25, 26 на каркасе 1. В процессе перемещения ролик 19 фиксатора отклоняет защелку 22 и становится справа от нее. После окончания хода "вперед" обе платформы останавливаются, а нижняя включается на ход "назад". Верхняя платформа 12 в это время застопорена с помощью ролика 19 и защелки 22 фиксатора и пробуксовывает по нижней платформе 13 до тех пор, пока последняя не переместится с верхнего горизонтального уровня рельсового пути 14 на нижний и пока ролик 19 не опустится ниже защелки 22. Изделия, находящиеся на всей длине верхней платформы 12, плавно опускаются со всей платформой, перегружаясь на неподвижную часть пола. Платформа освобождается от изделия, опускаясь ниже горизонтального уровня неподвижного пода и затем совместно с обратным ходом нижней платформы 13 "назад" возвращается в первоначальное положение на величину ранее сделанного хода "вперед".
Затем по заданной программе цикл движения повторяется в автоматическом режиме.
| название | год | авторы | номер документа |
|---|---|---|---|
| НАГРЕВАТЕЛЬНАЯ ПЕЧЬ | 1991 |
|
RU2017056C1 |
| Вагонетка с консольным подом | 1989 |
|
SU1675642A1 |
| СПОСОБ ОБЖИГА КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И ПЕЧЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2015478C1 |
| ПЕЧЬ ДЛЯ СУШКИ И ОБЖИГА ИЗДЕЛИЙ | 1992 |
|
RU2041437C1 |
| Кольцевая печь | 1985 |
|
SU1296814A1 |
| Туннельная печь для обжига керамических изделий | 1988 |
|
SU1651063A1 |
| СПОСОБ ОБЖИГА КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2111933C1 |
| Многозонная печь для термообработки | 1978 |
|
SU851061A1 |
| КАРУСЕЛЬНАЯ ЭЛЕКТРОПЕЧЬ | 1997 |
|
RU2134392C1 |
| ЭЛЕКТРОПЕЧЬ ДЛЯ ОБЖИГА КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2004 |
|
RU2259528C1 |
Изобретение относится к термическому оборудованию для производства строительных материалов, в частности, керамических изделий из отходов угледобычи. Агрегат содержит каркас и смонтированные на нем нагревательную многозонную камеру с затворами и устройство транспортировки изделий с толкателями. Для повышения производительности, степени механизации и создания благоприятных условий труда для обслуживающего персонала устройства транспортировки изделий выполнено в виде двух подвижных относительно друг друга и всего агрегата платформ, расположенных одна над другой, из которых нижняя размещена на рельсовом пути переменного профиля, содержащего выполненные на разных уровнях чередующиеся горизонтальные участки, соединенные уклонами. На верхней и нижней платформах смонтированы элементы стопорения, разнесенные на величину "шага" пода, а верхняя платформа снабжена роликами, образующими вместе с закрепленными на каркасе агрегата защелками фиксаторы верхней платформы. 3 ил.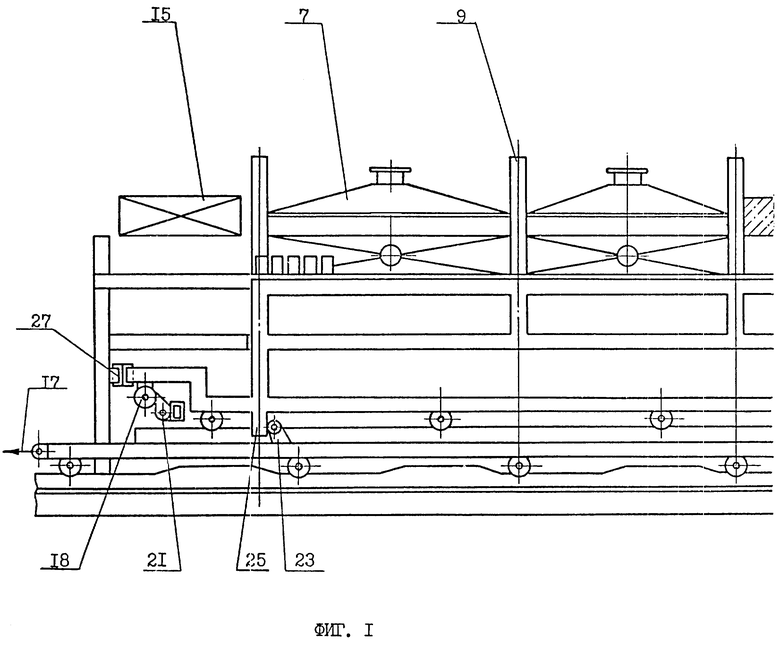
Сушильно-печной агрегат для сушки и обжига керамических изделий, содержащий каркас и смонтированные на нем нагревательную многозонную камеру с затворками и устройство транспортировки изделия с толкателями, отличающийся тем, что устройство транспортировки изделий выполнено в виде двух подвижных относительно друг друга и всего агрегата платформ, расположенных одна над другой, из которых нижняя размещена на рельсовом пути переменного профиля, содержащего выполненные на разных уровнях чередующиеся горизонтальные участки, соединенные уклонами, при этом на верхней и нижней платформах смонтированы элементы стопорения, разнесенные на величину "шага" пода, а верхняя платформа снабжена роликами, образующими вместе с закрепленными на каркасе агрегата защелками фиксаторы верхней платформы.
| Многоярусные печи итальянской фирмы "Сити" | |||
| Рекламный проспект | |||
| Способ изготовления фанеры-переклейки | 1921 |
|
SU1993A1 |
| SU, авторское свидетельство, 1651065, кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
