Изобретение относится к области производства строительных материалов, в частности к обжигу керамических камней (кирпичей) в тоннельных печах.
В настоящее время обжиг кирпича и других керамических изделий осуществляется в тоннельных печах, разбитых по длине на зоны сушки, обжига и охлаждения. В некоторых печах между зоной сушки и обжига обозначают зону подготовки или зону сушки и подготовки называют зоной подогрева.
Обжигаемые изделия располагают на футерованных подвижных платформах, например вагонетках, длина состава которых равна длине печи, в связи с чем каждая вагонетка в печи занимает фиксированное положение, так называемую позицию.
Известен способ обжига керамических изделий, в соответствии с которым обжиг садки изделий осуществляют теплоносителем от источников тепла, расположенных в зоне обжига, а сушку и подогрев садки осуществляют за счет подачи теплоносителя (воздуха) из зоны охлаждения в зону сушки. В используемой при этом печи вагонетки с садкой обжигаемых изделий периодически проталкивают по длине печи навстречу тепловому потоку, а в зоне обжига используют источники тепла на жидком, газообразном или твердом топливе, а также электрические нагреватели.
Недостатком известных способа и устройства является неравномерное распределение температуры по высоте садки для печей на жидком и газообразном топливных и с электронагревателями. В случае использования твердого топлива в шихту изделий вводят часть топлива (до 80%) в виде мелкой фракции, а через свод печи подают на садку остальную часть топлива, что приводит к осаждению золы на садке, часть которой захватывается воздухом в зоне охлаждения и оседает в каналах для отбора нагретого воздуха. Все это требует специальных мер по чистке каналов, сбору золы, предотвращению от загрязнения окружающей среды и т.д. Вместе с тем топливо, находящееся в изделиях и на садке, воспламеняется при температурах, близких к зоне обжига, в связи с чем в зонах сушки и подготовки имеет место перепада температур по высоте садки, как и в других печах.
Наиболее близким по технической сущности и достигаемому эффекту к предложенному является способ обжига керамических изделий, в соответствии с которым обжиг изделий осуществляют в зоне обжига, а сушку и подогрев изделий осуществляют теплоносителем (воздухом), подаваемым из зоны охлаждения в зону сушки навстречу продвижению состава вагонеток с садкой обжигаемых изделий а влажный воздух из зоны сушки удаляют в атмосферу.
Для снижения неравномерности распределения температур по высоте садки в применяемом для этого способа устройстве используют развитый под вагонеток, т. е. с каналами, в боковые отверстия которого специальными горелками, установленными в боковых стенках зоны обжига, вдувают горячий воздух, повышая тем самым температуру пода вагонетки, на котором установлена садка.
Недостатками известного способа являются наличие перепада температур по высоте садки в зонах сушки, подготовки и обжига, нерегулируемость нагрева нижней части садки как в случае применения развитого пода и боковых горелок в зоне обжига, так и в случае циркуляции горячего воздуха сверху вниз, невозможность увеличения ширины садки с целью увеличения производительности печи при обеспечении равномерности прогрева по всему объему садки, так как при широких подах боковая продувка не достигает центральной зоны пода и не обеспечивает необходимого прогрева нижней части садки, а циркуляция горячего воздуха сверху вниз огибает садку с внешних сторон, также не обеспечивая прогрева центральной зоны садки.
Вместе с тем, при применении развитого пода необходимо, чтобы расположение горелок в зоне обжига соответствовало конструкции футеровки пода вагонетки, так как очень часто топки оказываются сдвинутыми относительно каналов пода и развитый под не выполняет предназначенной ему роли, что также является недостатком печи.
Целью изобретения является увеличение производительности печи и повышение качества выпускаемых изделий за счет обеспечения равномерности прогрева и обжига по всей ширине и высоте садки обжигаемых изделий.
Поставленная цель достигается тем, что для обжига садки изделий в печи создают дополнительный поток тепла, направленный перпендикулярно основному потоку, причем дополнительную подачу тепла осуществляют по длине печи локально по позициям посредством электронагревателей и токонесущего шинопровода, взаимодействующих между собой через скользящий контакт, причем электронагреватели расположены в верхней части подвижных платформ, а токонесущий шинопровод расположен в нижней части печи и выполнен из отдельных участков, расположенных по позициям печи и снабженных автономными регуляторами нагрева, соединенными с датчиками температуры по высоте садки соответствующей позиции.
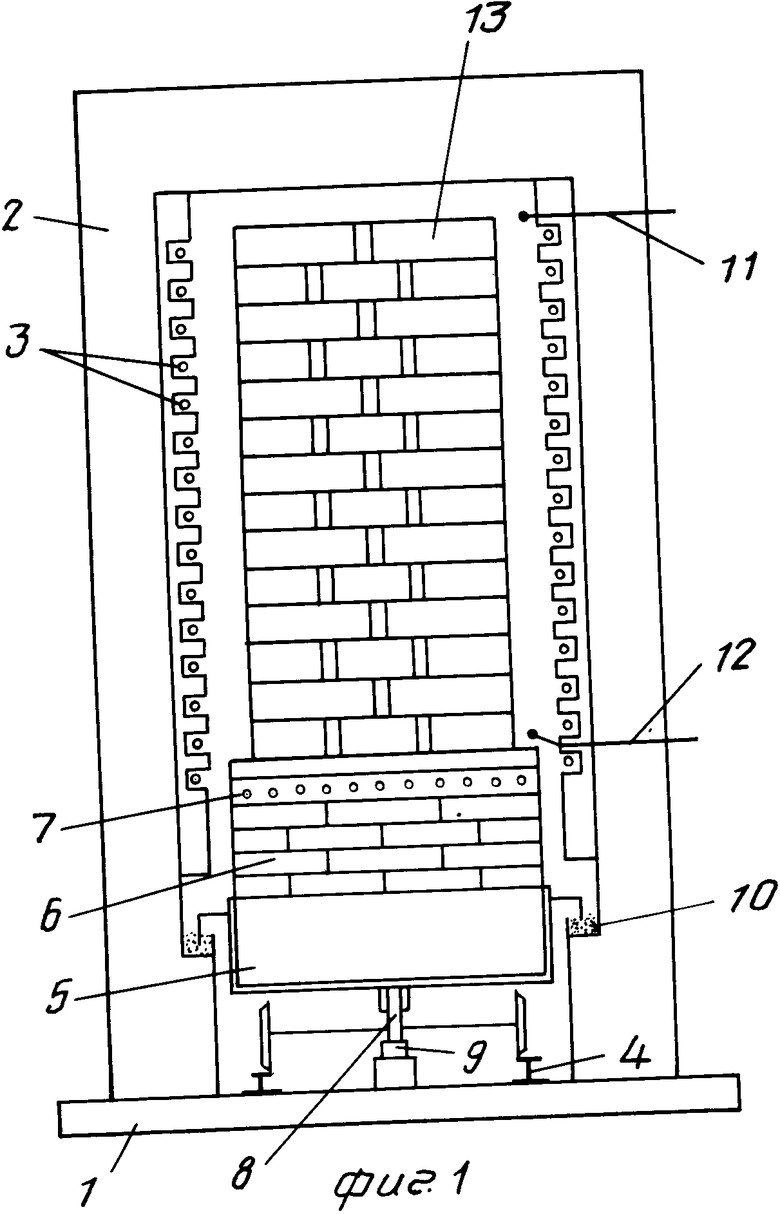
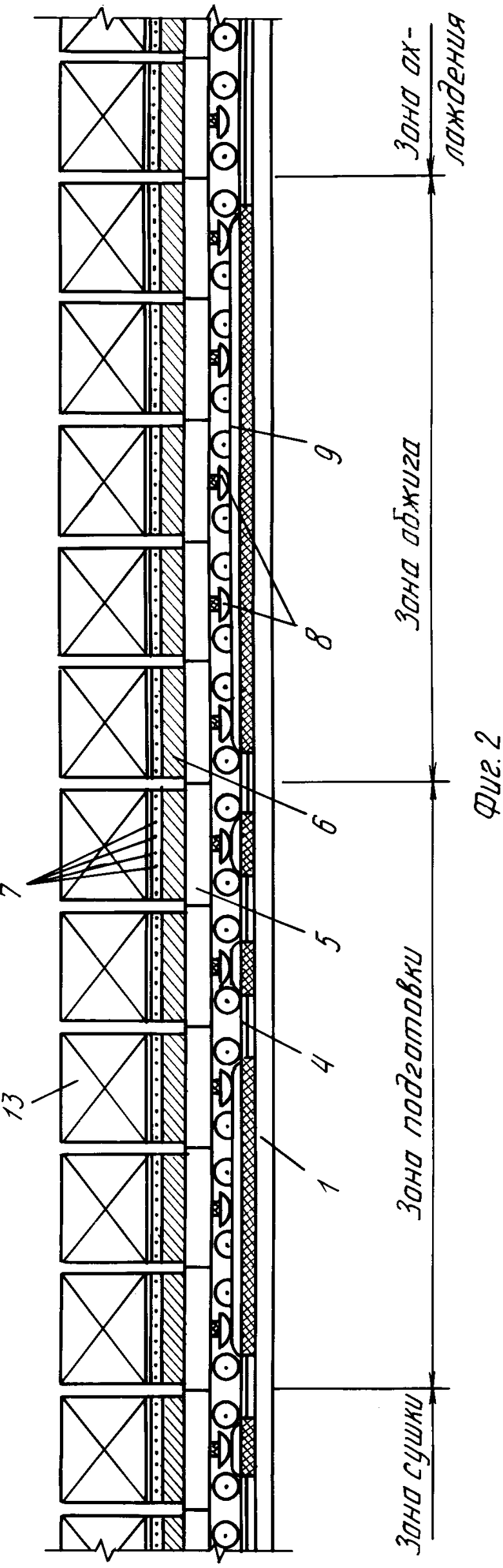
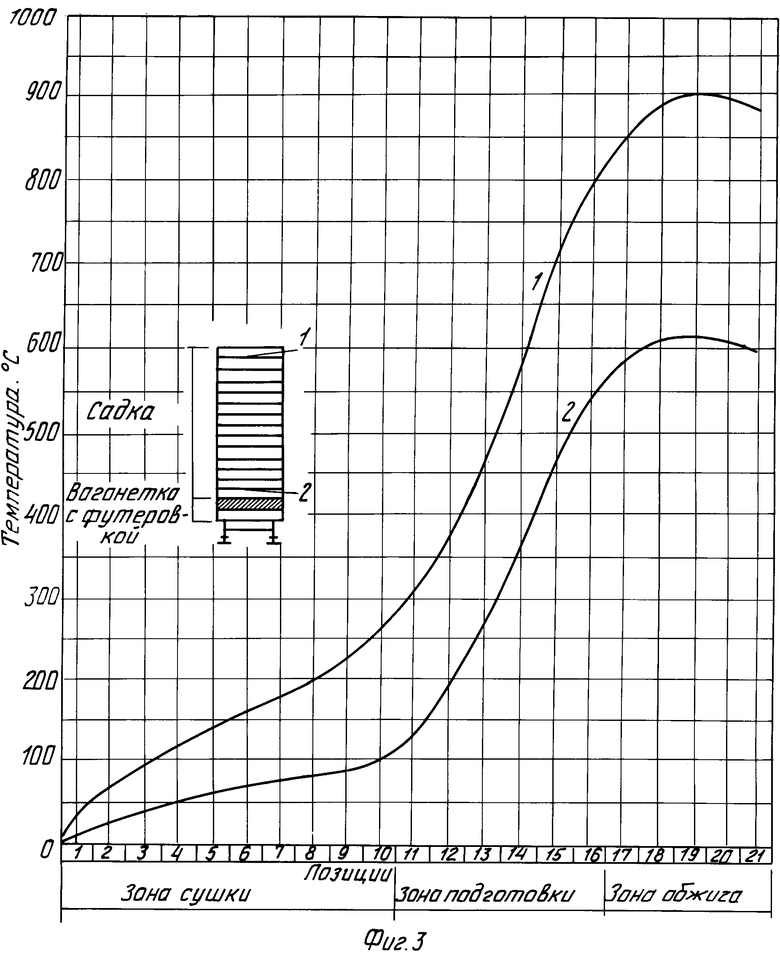
На фиг. 1 показана тоннельная печь для обжига керамических камней (поперечный разрез); на фиг.2 - то же, продольный разрез; на фиг.3 - график, иллюстрирующий распределение температуры в садке по ее высоте.
Тоннельная печь для обжига керамических камней включает в себя основание 1, футеровку 2, электронагреватели 3, расположенные в зоне обжига, рельсовый путь 4, по которому перемещают вагонетки 5 с футеровкой, образующей под 6 и снабженной дополнительными электронагревателями 7, скользящий контакт 8, токонесущий шинопровод 9, песочные затворы 10, термопары 11 и 12, расположенные на уровне верхних и нижних рядов садки 13.
Печь по длине разбита на зоны сушки, подготовки, обжига и охлаждения. Электронагреватели 3 в виде спиралей из проволоки с высоким омическим сопротивлением расположены в боковых стенах зоны обжига по высоте садки 13.
Печь снабжена системой воздуховодов с вентиляторами для подачи нагретого воздуха из зоны охлаждения в зону подготовки и сушки и выброса влажного воздуха из зоны сушки в атмосферу (не показаны).
Вагонетки 5 футерованы огнеупорным материалом для защиты ходовой части от высоких температур и дополнительно снабжены электронагревателями 7 в виде спиралей, которые установлены в верхней части футеровки вагонеток и выведены к скользящему контакту 8.
В нижней части печи, например, по оси рельсового пути 4 устанавливают токонесущий шинопровод 9, выполненный, например, в виде отдельных участков по позициям печи или в виде отдельных участков, объединяющих две-три позиции печи, или в виде отдельного участка, объединяющего позиции всей зоны, например зоны обжига.
При этом каждый участок токонесущего шинопровода соединен с автономным регулятором мощности электрического тока, установленным вне печи (не показан).
Для контроля температуры среды в верхнем и нижнем уровнях садки в печи на соответствующих уровня устанавливают контрольные термопары 11 и 12.
С целью снижения температуры в подвагонеточном пространстве предусмотрены песочные затворы 10 вдоль боковых стен печи.
Способ осуществляют следующим образом.
Садку обжигаемых изделий размещают на вагонетках и вводят в действующую печь со стороны зоны сушки, проталкивая вагонетки одну за другой через определенные промежутки времени.
Для подогрева садки, введенной в печь, подают теплоноситель (воздух) из зоны охлаждения печи через зону подготовки в зону сушки, т.е. навстречу продвижению состава вагонеток с садкой.
По мере приближения к зоне обжига температура садки возрастает, а в зоне обжига, подвергаясь непосредственному нагреву от расположенных в стенах печи источников тепла, например электронагревателей, верхние ряды садки достигают температуры обжига, например 900оС.
Однако по длине печи в зонах сушки, подготовки и обжига имеет место перепад температур по высоте садки между верхними и нижними рядами обжигаемых изделий, который достигает соответственно в начале и конце зон сушки 30 - 165оС, подготовки 175 -250оС, обжига 260 - 280оС, в результате чего ухудшается качество изделий.
Для ликвидации температурных перепадов по высоте садки применяют локальный подогрев последней по позициям с помощью электронагревателей, расположенных в верхней части футеровки вагонетки 5.
При этом при вводе вагонетки с садкой в зону сушки происходит взаимодействие скользящего контакта 8 вагонетки с участком токонесущего шинопровода, соответствующим позиции, занимаемой вагонеткой 5, и включение электронагревателей 7, расположенных в верхней части футеровки вагонетки.
Таким образом, введенная в печь садка одновременно прогревается теплоносителем (воздухом), подаваемым из зоны охлаждения печи, и от электронагревателей 7, прогревающих ее нижнюю часть.
Контроль температур верхних и нижних рядов садки осуществляют по показаниям термопар 11 и 12, установленных в среде на соответствующих уровнях в данной позиции печи, а регулирование мощности электрического тока, подаваемого на электронагреватель вагонетки в данной позиции печи, осуществляется автономным регулятором, установленным вне печи.
Например, для ликвидации перепада температур на первой позиции в 30оС на нагреватель вагонетки подают ток ориентировочной мощности 2,17 кВт из расчета прогрева, например, нижней половины садки, определенной по известным формулам. При перемещении данной вагонетки с садкой на вторую позицию, при перепаде температур в 40оС необходимая дополнительная мощность составит 2,89 кВт и т.д.
Аналогично определяется необходимая мощность для каждой позиции с учетом перепада температур по высоте садки, расхода тепла на испарение влаги в зоне сушки, на эндотермические реакции в зоне обжига, тепловых потерь через ограждения печи и с уходящим воздухом, расхода тепла на нагрев вагонетки и т.д.
В зоне обжига при перепаде температур по высоте садки в 280оС дополнительная мощность тока для подогрева нижней половины садки составляет 13, 19 кВт.
В тех случаях, когда перепады температур на рядом расположенных двух-трех позициях составляют небольшую величину, например около 50оС, целесообразно объединить отдельные участки токонесущего шинопровода этих позиций в один общий для них.
Например, на первой позиции перепад температур составляет 30оС, на второй позиции 40оС, на третьей позиции 50оС, т.е. максимальный перепад на первых трех позициях не превышает 50оС. В этом случае отдельные участки токонесущего шинопровода эти позиций могут быть объединены в один, охватывающий три позиции, а подаваемая мощность на электронагреватель вагонетки может быть постоянной для ликвидации перепада температур в 40оС, т.е. для средней из них.
Целесообразность такого приема в том, что в этом случае для трех позиций может быть использован один регулятор мощности тока и одна пара термопар, устанавливаемых на соответствующих уровнях средней позиции.
В зоне обжига целесообразно использовать один общий для этой зоны участок токонесущего шинопровода, так как перепад практически одинаков для всех позиций зоны.
Таким образом, предложенные способ и устройство позволяют существенно улучшить процесс обжига изделий за счет обеспечения заданного температурного режима по всем позициям на всех уровнях садки.
Вместе с тем сокращается время на прогрев садки в каждой позиции, так как прогрев осуществляется не только с боковых сторон садки, но и снизу, в том числе за счет интенсификации конвективной составляющей в садке между изделиями и за счет отсутствия оттока тепла от верхних рядов садки к нижним, который имеет место при наличии перепада температур по высоте садки, что сокращает время пребывания изделий в печи, т.е. повышает ее производительность и позволяет также сократить длину печи.
Важно также отметить, что предлагаемые способ и устройство позволяют увеличить объем садки как по ширине, так и по высоте, так как использование более широких вагонеток с нагревателями и соответственно с более широкой садкой позволяет обеспечить прогрев садки по позициям по всей ширине и увеличить производительность печи.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАГОНЕТКА ДЛЯ ТУННЕЛЬНОЙ ПЕЧИ | 2009 |
|
RU2403520C1 |
| ТУННЕЛЬНЫЙ АГРЕГАТ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1990 |
|
RU2031341C1 |
| ПЕЧЬ ДЛЯ СУШКИ И ОБЖИГА ИЗДЕЛИЙ | 1992 |
|
RU2041437C1 |
| Туннельная печь для обжига изделий цилиндрической формы | 1979 |
|
SU857682A1 |
| Кольцевая печь | 1985 |
|
SU1296814A1 |
| Способ обжига керамического кирпича в садке на поду вагонетки | 1990 |
|
SU1787250A3 |
| Способ выравнивания температурного поля в туннельной печи | 1980 |
|
SU907374A1 |
| КОЛЬЦЕВАЯ ПЕЧЬ | 1998 |
|
RU2157959C2 |
| СПОСОБ ПРОИЗВОДСТВА КИРПИЧА | 2018 |
|
RU2700126C1 |
| Способ усреднения параметров греющей среды в туннельных печах | 1975 |
|
SU570762A1 |
Для обжига садки изделий в печи создают дополнительный поток тепла, направленный перпендикулярно основному потоку. Дополнительную подачу тепла осуществляют по длине печи локально по позициям посредством электронагревателей и токонесущего шинопровода, взаимодействующих между собой через скользящий контакт. Электронагреватели расположены в верхней части подвижных платформ. Токонесущий шинопровод расположен в нижней части печи и выполнен из отдельных участков, расположенных по позициям печи и снабженных автономными регуляторами нагрева, соединенными с датчиками температуры по высоте садки соответствующей позиции. 2 с. и. 1 з. п. ф-лы, 3 ил.
| ТАм же, с.424. |
